
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.


Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки.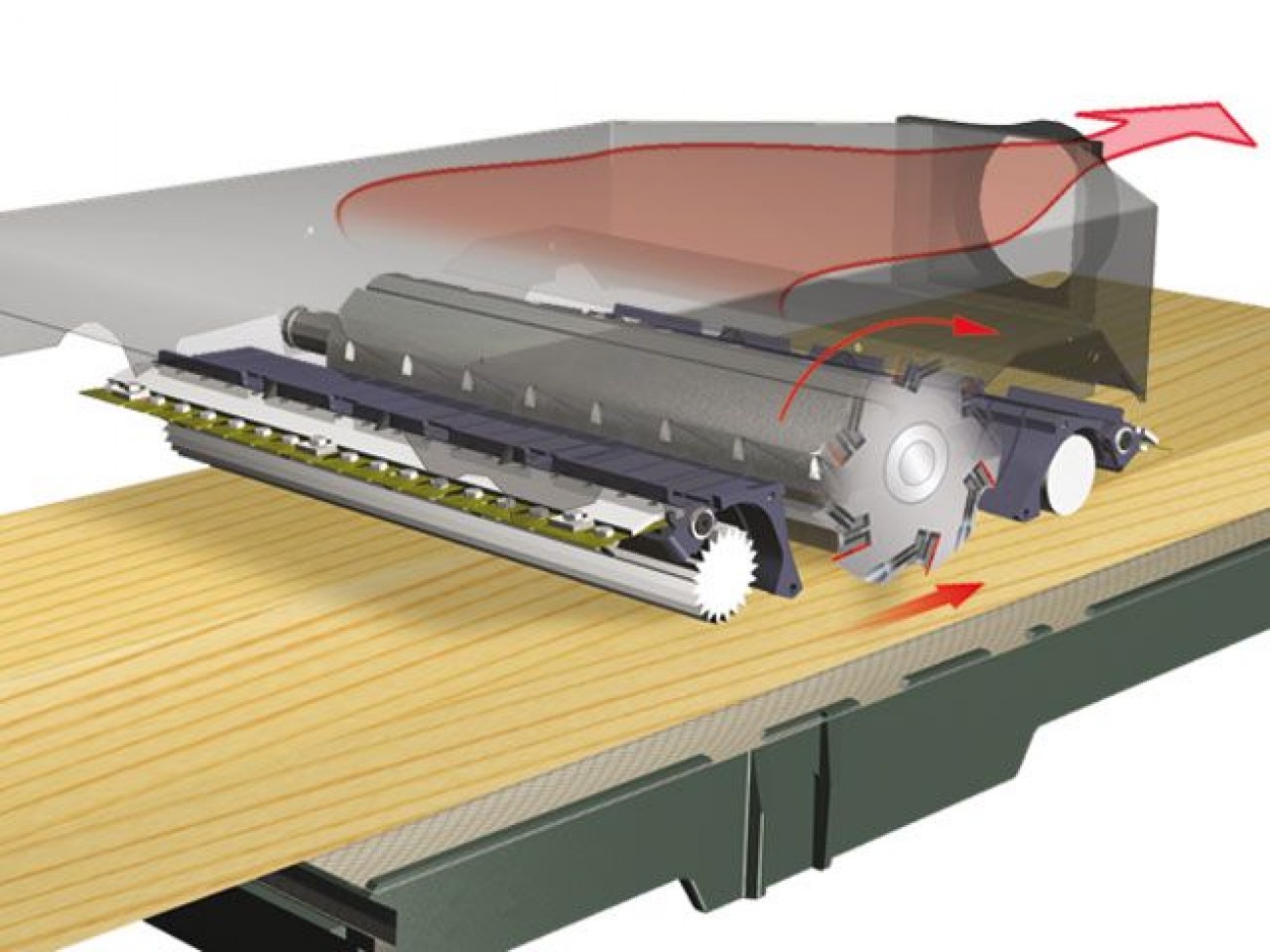
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.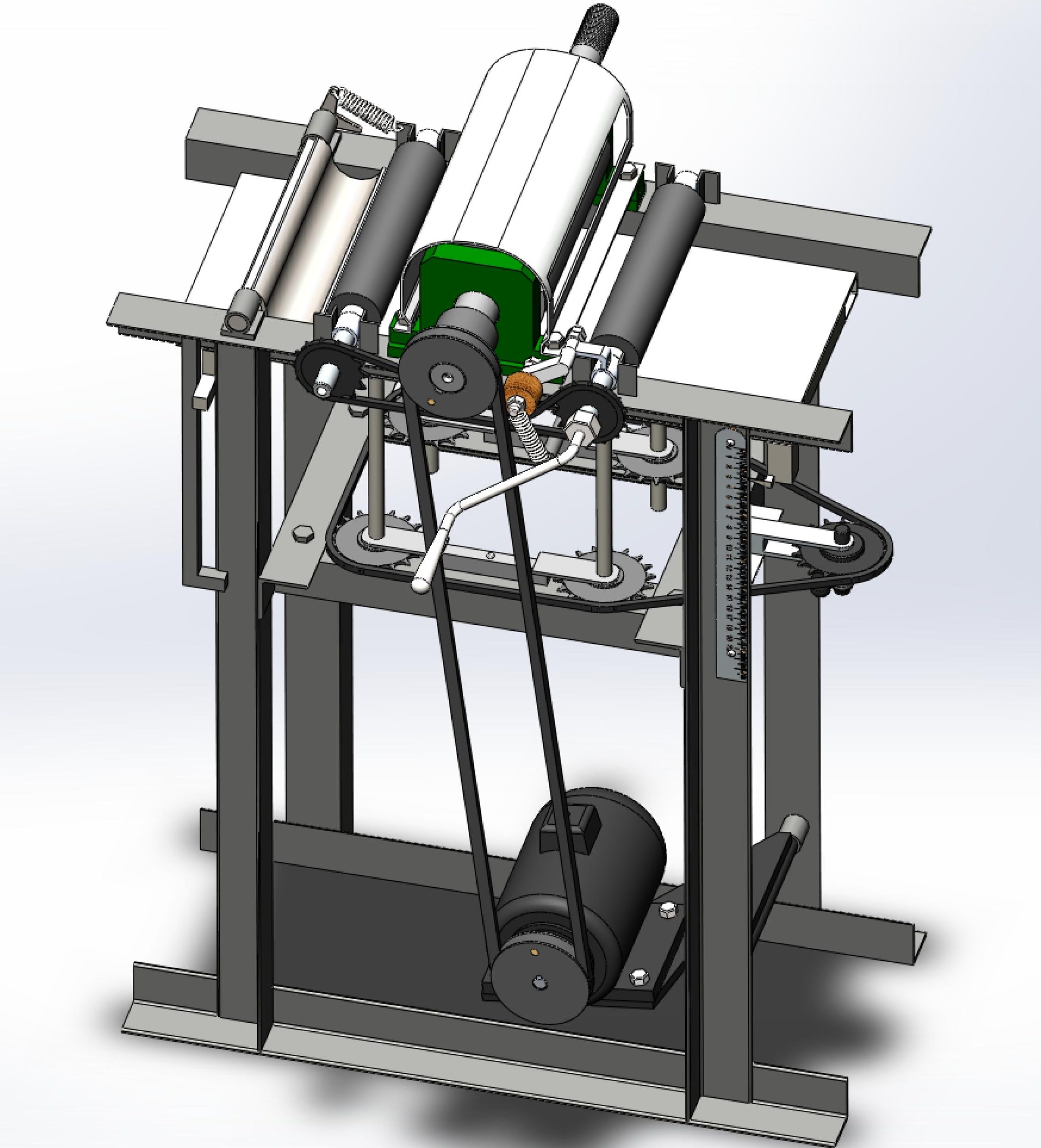
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе.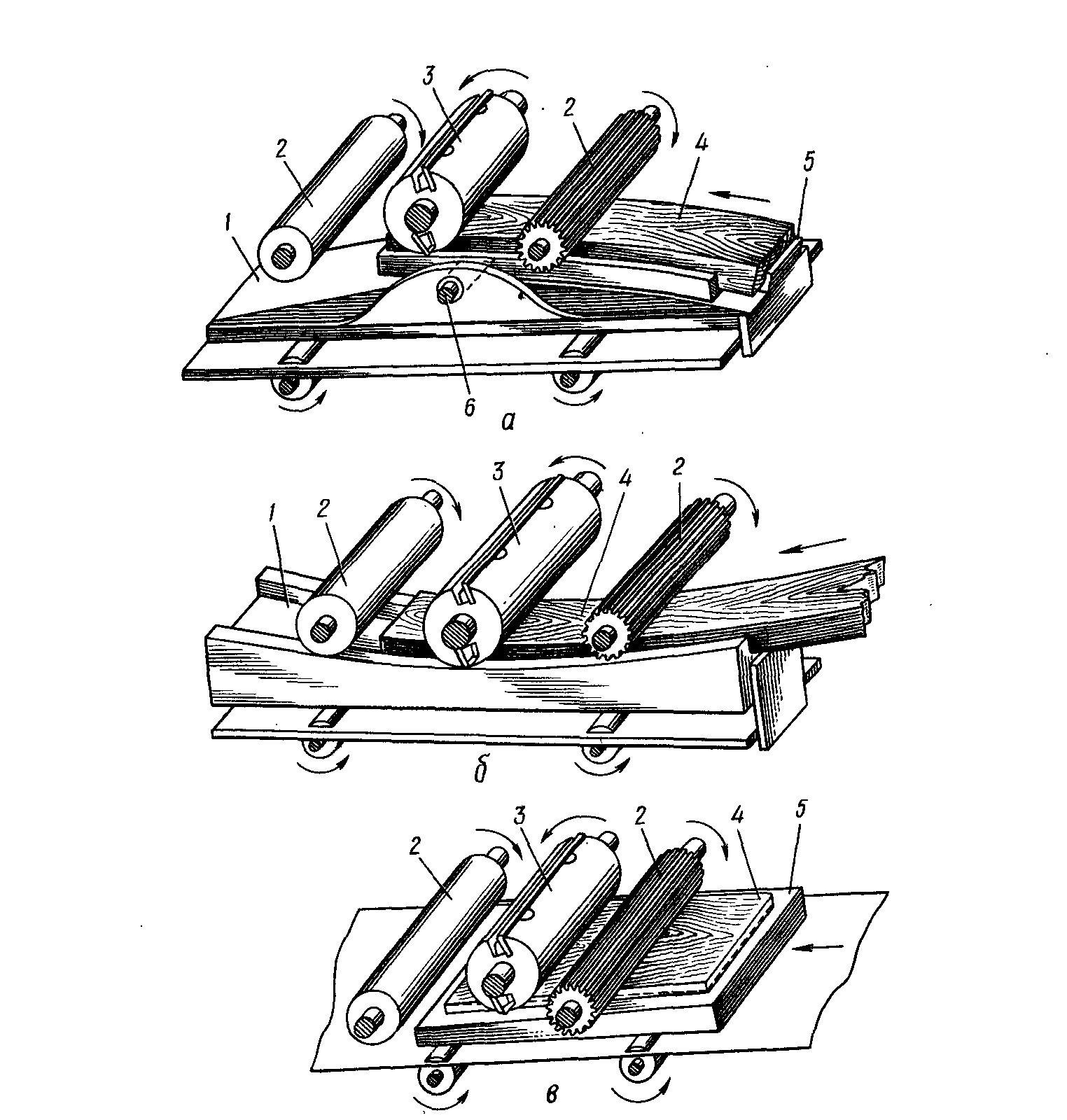 Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков.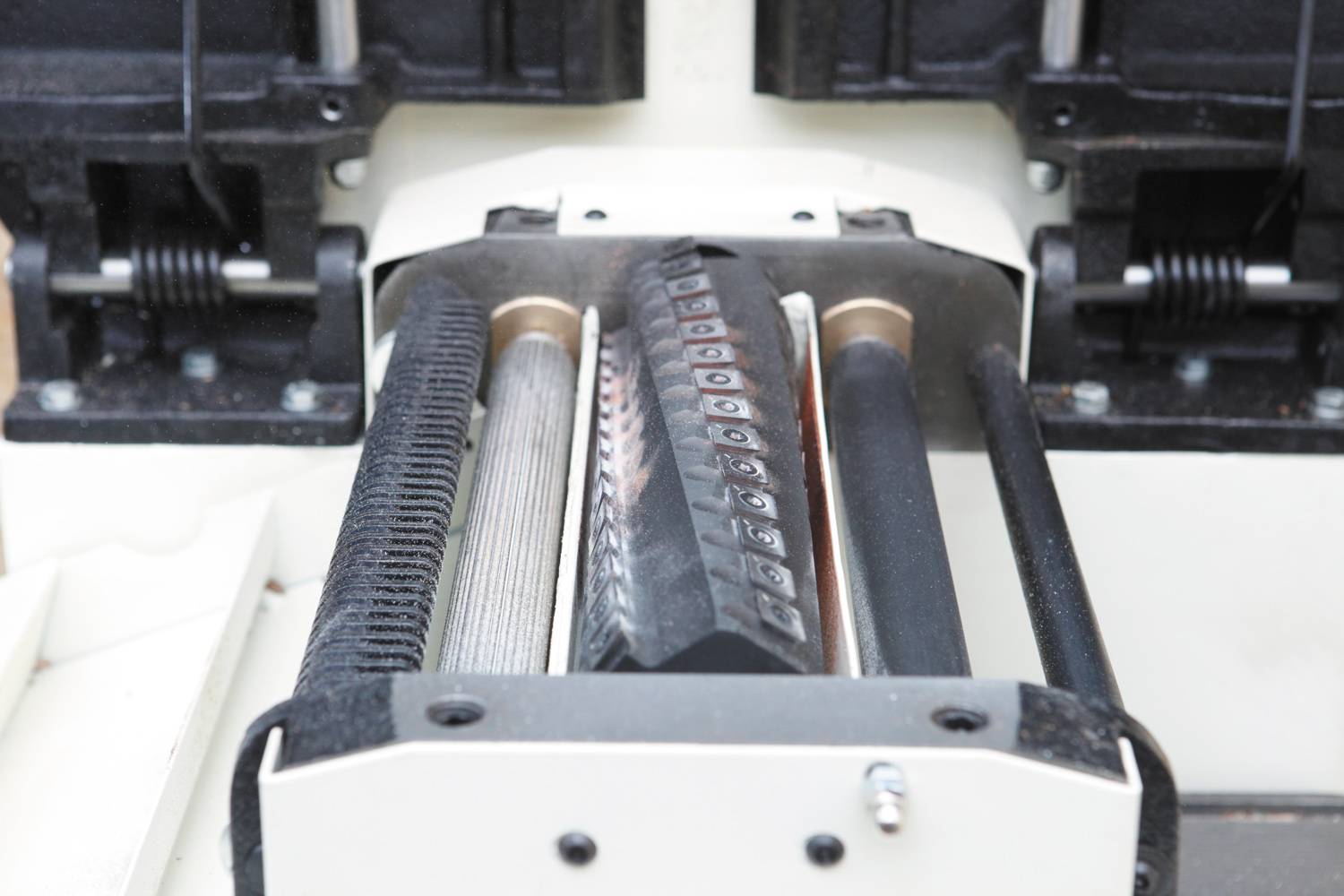 Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах.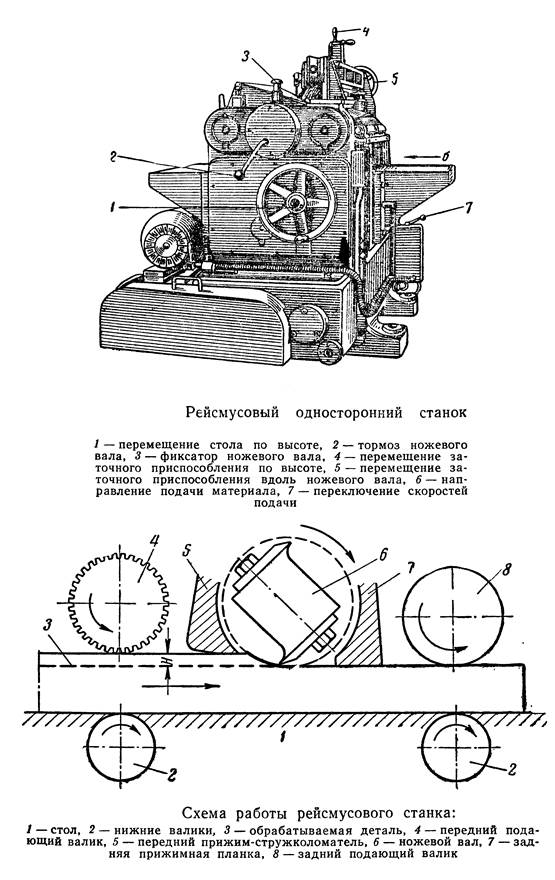 Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается.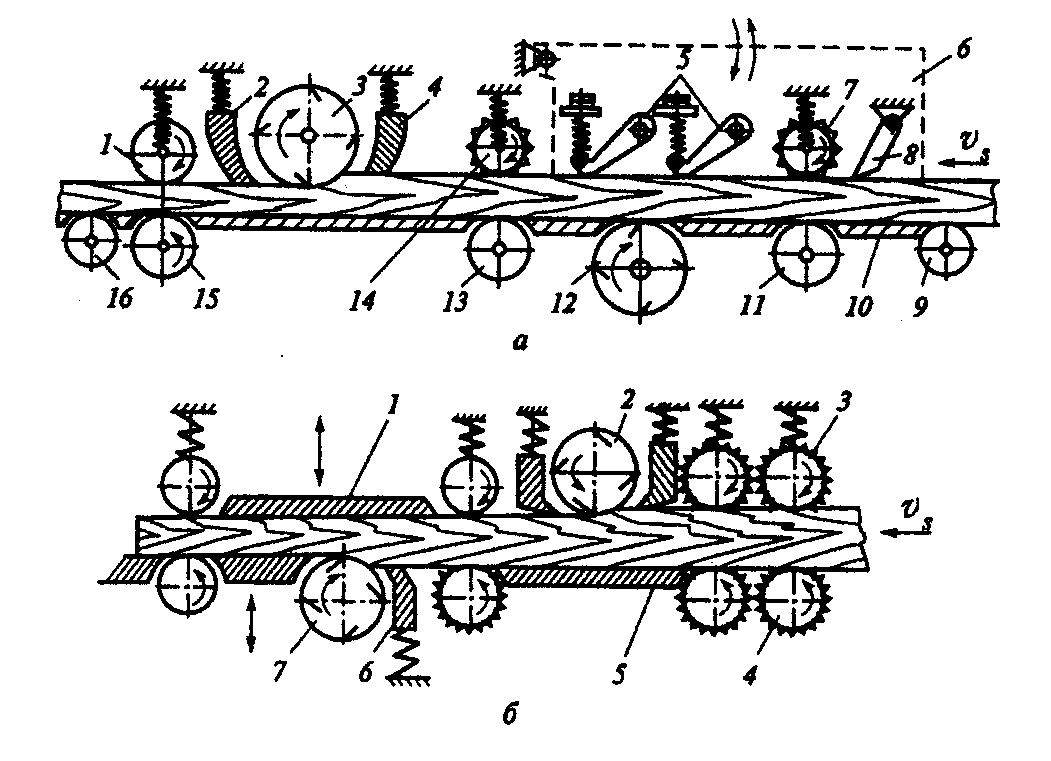 При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок ср 8 1 паспорт. Конструкция и принцип работы станка
Сведения о производителе рейсмусового станка
СР-8Производителем рейсмусового деревообрабатывающего станка СР-8 является Ставропольский Станкостроительный завод Красный Металлист , — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Завод был основан в 1902 году и расположен в городе Ставрополь.
СР-8 (СР 8-2) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 8-2 стал дальнейшим развитием своего предшественника рейсмуса СР 8-1.
Станки СР4-1 (400 мм), СР6-10 (630 мм), СР8-2 (800 мм) — новый, последний модельный ряд рейсмусовых станков, выпущенных заводом «Красный Металлист», которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (630 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-8 (СР 8-2) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 800 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-8 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-8 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Отличительные особенности рейсмусового станка СР-8-2:
- Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
- Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
- Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

СР-8 Общий вид рейсмусового станка
Фото рейсмусового станка СР 8-2
Схема кинематическая и расположения подшипников рейсмусового станка СР-8
Кинематическая cхема рейсмусового станка СР 8-2
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей станка СР-8-2. Рис. 3
Расположение органов управления станком СР-8-2. Рис. 4
Расположение органов управления станком СР-8-2. Рис. 5
Расположение органов управления станком СР-8-2. Рис. 6
Расположение составных частей рейсмусового станка СР-8-2
- Кожух звукопоглощающий — Рис. 6 поз. 73 — СР8-2.01.00.010
- Станина — Рис. 3 поз. 14 — СР8-2.01.10.000
- Привод перемещения стола — Рис. 5 поз. 26, 28 — СР 6-10.01.060
- Стол — Рис. 6 поз. 71 — СР8-2.01.12.000
- Валец подающий передний — Рис. 6 поз. 65 — СР8-2.01.13.000
- Прижимы — Рис. 6 поз. 66, 67 — СР8-2.01.14.000
- Вал ножевой — Рис. 6 поз. 72 — СР8-2.01.15.000
- Валец подающий задний — Рис. 6 поз. 70 — СР8-2.01.15.010
- Привод подачи — Рис. 5 поз. 24 — СР 6-10.06.000
- Электрооборудование — Рис. 3 поз. 13 — СР8-2.01.80.000
 14 — СР8-2.01.10.000
14 — СР8-2.01.10.000Расположение органов управления рейсмусовым станком СР-8-2
- Кнопка «Стоп> общая
- Кнопка «Пуск» ножевого вала
- Кнопка «Пуск» привода подачи
- Переключатель частоты вращения электродвигателя привода подачи
- Световой указатель наличия напряжения
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Сигнализация блокировок
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
- Маховичок ручного перемещения стола
- Кнопка «Стоп> общая
- Запирающее устройство вводного автомата
- Вводный автомат
Общая компановка рейсмусового станка СР-8.
 Описание основных сборочных единиц
Описание основных сборочных единицСтанина станка СР-8
Станина 14 (см. Рис. 3-6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
Стол рейсмусового станка СР-8-2. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-8-2. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей . Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567-76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы рейсмусового станка СР-8-2. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1-0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи рейсмусового станка СР-8
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10 — цельный рифельный, а в станке СР 8-2.01-секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10а
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 11
Рис. 11
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-8-2. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное рейсмусового станка СР-8. Рис. 13
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-8
Схема электрическая принципиальная рейсмусового станка СР 6-10 и СР8-2.01 Рис. 15
Электрооборудование станка СР 6 Рис. 15 содержит:
- М1 — асинхронный электродвигатель с короткозамкнутым ротором — привод ножевого вала;
- М2 — асинхронный двухскоростной электродвигатель с короткозамкнутым ротором — привод подачи;
- МЗ — асинхронный электродвигатель с короткозамкнутым ротором — привод перемещения стола;
- Конечные выключатели — контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
- Пульт — пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
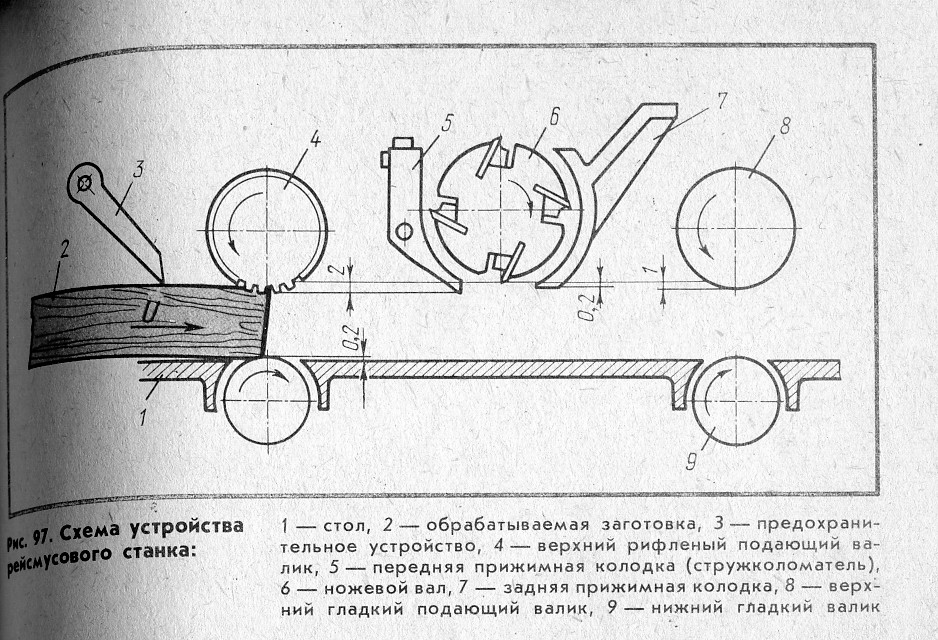
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации.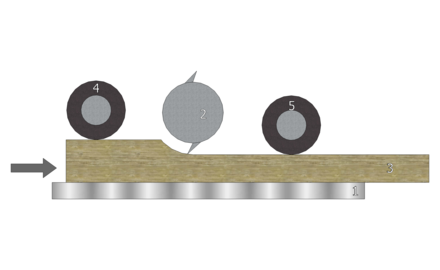 На пульте управления должна загореться сигнальная лампа Н1.
На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение , интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
- выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
- движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5-6 мин, но не более 10 циклов в час.
СР-8 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-8
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5. .200 .200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
Суммарная мощность всех эл. двигателей станка, кВт двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Изготовлением и проектированием рейсмусового станка СР6-6 занимался Ставропольский завод «Красный металлист». Этот тип оборудования предназначен для обработки плоских деревянных заготовок в размер по толщине. Несмотря на устаревшую конструкцию, оборудование успешно применяется в небольших производственных линиях до сих пор.
Конструкция и принцип работы станка
Главной особенностью рейсмусового станка СР6-6 является устойчивый чугунный корпус. Он дает возможность обрабатывать заготовки относительно больших размеров без уменьшения качества. Дополнительно в конструкции предусмотрены узлы и функции, увеличивающие производительность.
Конструктивно установка СР6-6 состоит из чугунной станины, в которой располагается рабочий стол, механизмы подачи и ножевой вал. Для точной обработки в схеме оборудования предусмотрен узел смещения стола в вертикальном направлении. Это осуществляется с помощью специального устройства и электродвигателя.
Принцип работы рейсмусовой установки СР6-6.
- Выбор толщины обрабатываемой заготовки, установка параметров снятия стружки за один проход режущих валов.
- Установка заготовки между двумя подающими валами, расположенными вверху и внизу.
- Предварительно на секционный вал устанавливают кольца, которые имеют рифленую поверхность и резиновые уплотнители. Это дает возможность одновременно формировать различную толщину на деревянной поверхности детали.
- Прижим при подаче к режущему валу обеспечивается с помощью специального колпака. Он имеет функцию регулирования степени механического воздействия.
- Одновременно с функцией прижима острая кромка колпака удаляет стружку с поверхности, что положительным образом сказывается на качестве обработки.

Для предотвращения обратного движения бруса перед подающими фальцами монтируют «когти», которые не дают заготовке изменить направление. Это является обязательным условием эксплуатации станка при обработке тонких материалов.
Для повышения универсальности рейсмусового станка СР6-6 в его конструкции предусмотрено наличие устройств для заточки и фуговки обрабатывающих ножей. Это позволяет выполнять профилактические мероприятия без привлечения дополнительного оборудования.
Технические характеристики
Для ознакомления с фактическими параметрами станка рекомендуется изучить технический паспорт оборудования. В нем подробно расписаны не только технические характеристики, но и эксплуатационные качества установки.
Относительно небольшие габариты (110*138*156 см) дают возможность установить агрегат в удобном месте производственного цеха. Предварительно подготавливается ровная поверхность, так как в конструкции не предусмотрены регулирующие механизмы. Лучше всего приобрести и установить опорные лапы. С их помощью можно не только правильно выставить уровень, но и частично компенсировать колебания СР6-6, возникающие во время работы.
Лучше всего приобрести и установить опорные лапы. С их помощью можно не только правильно выставить уровень, но и частично компенсировать колебания СР6-6, возникающие во время работы.
Кроме этого, следует знать такие технические характеристики, которыми обладает рейсмус модели СР6-6:
- максимально допустимая ширина заготовки не может превышать 63 см;
- толщина может варьироваться от 5 до 200 мм;
- длина деревянного изделия ограничена значением 36 см;
- максимальная толщина удаляемого слоя составляет 5 мм;
- в конструкции барабана обработки есть 4 ножа;
- диаметр вала составляет 128 мм;
- варианты подачи заготовок, м/мин – 8, 12, 20 и 30;
- скорость резания составляет 33,5 м/мин;
- смещение механического стола выполняется со скоростью 0,565 м/мин.
Главное движение рейсмуса СР6-6 осуществляется за счет работы электродвигателя мощностью 8,6 кВт. При этом частота вращения вала составляет 5000 об/мин.
В конструкции предусмотрена система отводки стружки и древесной пыли.
 Для нормальной работы оборудования воздухообмен должен быть не менее 1800 м³/час. Таким образом, можно избежать засорение компонентов оборудования, предоставить появление брака на поверхности обрабатываемой детали.
Для нормальной работы оборудования воздухообмен должен быть не менее 1800 м³/час. Таким образом, можно избежать засорение компонентов оборудования, предоставить появление брака на поверхности обрабатываемой детали.Правила эксплуатации
Ознакомление с техникой безопасности при работе на станке является обязательным. Для этого необходимо изучить инструкцию, освоить методику и принцип функционирования оборудования. С этими данными можно ознакомиться, прочитав паспорт рейсмуса.
Подключение выполняется через узел заземления, расположенный в нижней части конструкции. Помимо электросети, необходимо вытяжное устройство, которое будет удалять древесную пыль и стружку из зоны обработки деревянных изделий. Оно подключается через соответствующий патрубок.
Перед началом работы необходимо убедиться, что дверцы электрических шкафов закрыты. В конструкции предусмотрено автоматическое выключение, если они находятся в открытом состоянии.
После установки заготовки опускаются фиксируемые ножи. При этом их кромки должны быть ниже плоскости заготовки на 2 мм.
При этом их кромки должны быть ниже плоскости заготовки на 2 мм.
Минимальная длина обрабатываемых деревянных изделий не может быть менее 400 мм. Одновременно с этим учитывается, что разница в толщине не должна быть более 4 мм. В противном случае возникнут биения, что приведет к ухудшению обработки.
В видеоматериале показан пример модернизации аналогичной модели рейсмуса:
предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине.
Рейсмусовый деревообрабатывающий станок СР8-2 имеет след. конструктивные особенности:
Жесткая станина хорошо
гасит вибрацию и сверху закрыта звукопоглощающим кожухом с эксгаустерной воронкой.
На
станине установлены следующие узлы и механизмы:
— Четырёхножевой вал с приводом
от электродвигателя через клиноременную передачу;
— Механизм подачи с цепным
приводом от отдельного электродвигателя на 2 верхних и 2 нижних подающих вальца.
Передний верхний валец выполнен рифленым, задний — гладким (на заказ можно выполнить
передний валец секционным, что позволит обрабатывать несколько заготовок, различающихся
по толщине до 4 мм). Скорости подачи 8 и 16 м/мин обеспечиваются двухскоростным
электродвигателем, переключение — тумблером;
Скорости подачи 8 и 16 м/мин обеспечиваются двухскоростным
электродвигателем, переключение — тумблером;
— Стол чугунный коробчатый формы
имеет механизм ручного перемещения с приводом от маховика, механизм механического
перемещения с приводом от электродвигателя и механизм фиксации стола. На столе
установлены направляющие и два гладких подающих приводных ролика. Для устранения
эффекта «подрезки» краев заготовки ролики выполнены регулируемыми по
высоте;
— Когтевая защита, предотвращающая выброс заготовки установлена перед
подающими роликами;
— Прижимные элементы обеспечивающие качественную обработку
материалов. Для предупреждения сколов древесины в месте выхода ножа для подпора
волокон установлен передний прижим (Прижим выполнен секционным, каждая секция
подпружинена). Задний прижим, выполненный в виде балки имеет возможность качаться
вокруг горизонтальной.
Рейсмусовый деревообрабатывающий станок СР8-2
имеет след. технические характеристики:
Общие технические данные | |
Размеры обрабатываемой заготовки, мм: | |
| — ширина | |
| — толщина | |
| — длина не менее | |
| Наибольшая толщина снимаемого слоя, мм | |
Количество ножей,
шт. | |
| Диаметр ножевого вала, мм | |
| Скорость подачи, м/мин (ступенчатая) | |
| Перемещение стола, м/мин | |
| Необходимое кол-во воздуха для отвода стружки, м3/час | |
| Частота вращения вала, об/мин | |
| Суммарная мощность электродвигателей, кВт | |
| Габариты, мм | |
для чего нужен и где применяется
В лексиконе русскоязычного столяра «рейсмус» подразумевает 2 совершенно разных инструмента. Под ручным или разметочным подразумевается приспособление для разметки. Контекст станка распространяется на сложный электромеханизм, использующийся для простругивания досок по толщине.
Рейсмус для параллельного строгания деревозаготовокИсточник industriation.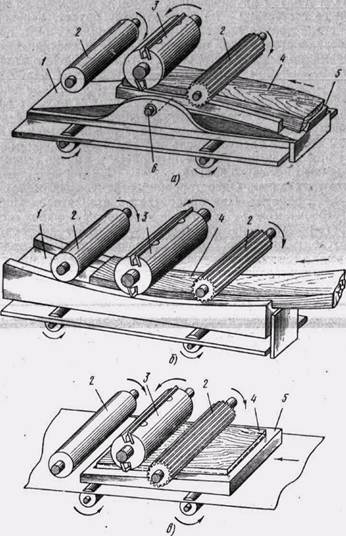 ru
ruЧто это такое
Ответ на вопрос, что такое рейсмус и для чего он нужен, можно сконфигурировать такими словами: инструмент для нанесения точной разметки линий, отверстий и иных элементов на деревянной поверхности. Такое описание относится к ручному, разметочному приспособлению.
Также существует деревообрабатывающий станок-рейсмус, предназначенный для корректировки толщины и одновременной чистовой обработки. Устройство относится к категории строгальных приспособлений, использующихся для простругивания заготовки по заданному размеру по установленной толщине. Преимущественно таким образом обрабатываются заготовки, предварительно проструганные на фуговальных станках.
Ручной рейсмус
Как уже упоминалось, ручной рейсмус – инструмент, предназначенный для нанесения разметочной линии, параллельно выбранным базовым линиям, либо переносу размера с чертежа на заготовки.
Ручной деревянный и металлический рейсмусИсточник wikimedia. org
orgПолезно! В большинстве случаев ручной рейсмус представлен в виде стойки с зажимом, в котором фиксируется чертилка.
Корпус инструмента изготавливается из древесины твёрдых пород и выполнен в виде колодки с отверстием прямоугольной формы. В нём, закрепляется рейка (одна или две), фиксация осуществляется за счёт расклинивания. Например, двухреечный рейсмус применяют при нанесении разметочных линий для шиповых столярных соединений.
При необходимости создания больших объёмов разметки, либо в случае отсутствия необходимости изменения размеров, рейсмус может быть заменён скобой (скобкой).
Разметочная скобаИсточник wikimedia.orgПолезно! Скоба – разметочное приспособление в виде деревянного бруска с выступом, выполняющим функцию направляющей, в которую забивается нужное количество гвоздей.
Рейсмусовый станок
Из приведённой ранее информации становится ясно зачем ужен рейсмус ручного типа. Предназначается он непосредственно для выполнения разметки. Одноимённый станок используется для чистового строгания по заданным размерам. Проходя через ножи, заготовка получает заданную толщину, идеально ровную и гладкую поверхность. Такое оборудование часто используется в производстве мебельных заготовок из натуральной древесины.
Предназначается он непосредственно для выполнения разметки. Одноимённый станок используется для чистового строгания по заданным размерам. Проходя через ножи, заготовка получает заданную толщину, идеально ровную и гладкую поверхность. Такое оборудование часто используется в производстве мебельных заготовок из натуральной древесины.
Как наточить ножовку по дереву: разводка и заточка зубьев напильником и болгаркой
Важно! Кривые пилы рейсмусовый станок не делает. Он строгает только предварительно выровненные поверхности.
Как устроен рейсмусовый станок
Устройство рейсмусового станка построено из следующих узлов и элементов:
- Ножевого вала со спиралевидными режущими элементами, конструкция которых выполнена таким образом, что в результате работы издаётся минимум шума.
- Рабочего стола, изготовленного в виде горизонтальной поверхности, за счёт которой осуществляется регулирование глубины заготовки. Размеры (длина и ширина) могут быть разными и определяются принадлежностью к той или иной модификации.
- Чугунной станины, служащей основанием, на котором располагаются рабочий стол и ножевые валы.
- Ременного или цепного привода, осуществляющего передачу крутящего момента от шестерни электродвигателя к ножам.
- Винтового приспособления, предназначенного для калибровки рейсмуса. За счёт него выполняется установка толщины резки.
- Движущих валиков, облегчающих передвижение заготовки в заданном направлении. Устанавливаются попарно, перед и после режущего вала. Движение осуществляется за счёт вращающего момента электромотора.
- Верхнего узла с передним и задним вальцем. Предназначение механизма заключается в улучшении сцепления с заготовкой. За счет него облегчается контроль за направлением доски, бруса.
- Нижнего узла, осуществляющего подачу заготовки к рабочему столу.
- Прижимного узла, необходимого для создания определённого усилия на заготовку в процессе её обработки.
- Направляющих салазок, служащих для облегчения транспортировки рейсмусового станка.
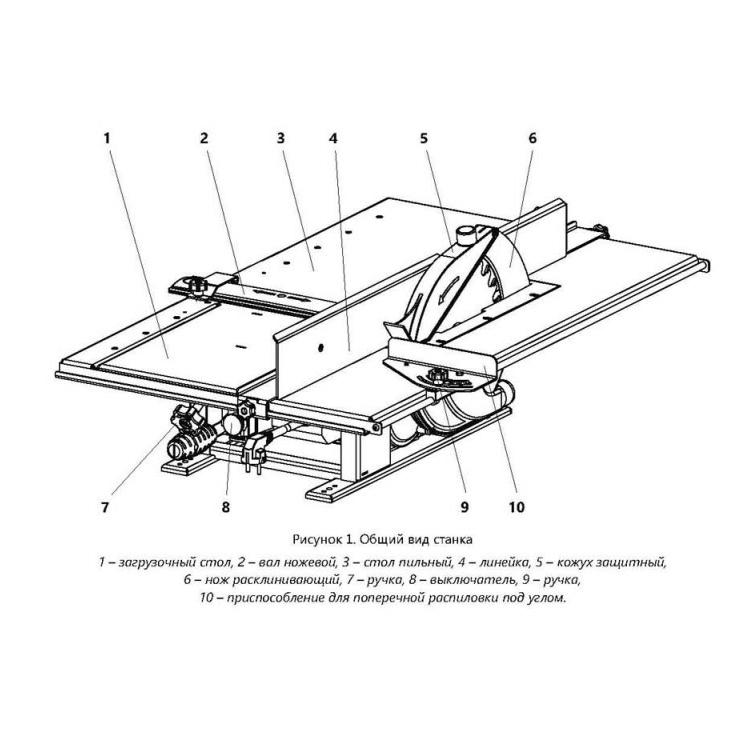

Виды рейсмусовых станков
Классификация рейсмусовых станков осуществляется по нескольким признакам: количеству режущих кромок и конструктивным особенностям. По первому критерию, различают 3 вида оборудования:
- Односторонние. Преимущественно имеют небольшие габариты, предназначены для бытового использования. Имеют режущий нож только с одной стороны, что позволяет обрабатывать одну сторону заготовки.
- Двухсторонние. Относят к категории профессионального оборудования. Предназначены для обработки верхней и нижней кромки досок, бруса. Комплектуются более мощными электродвигателями, обеспечивают лучшую производственную мощность.
- Многосторонние. Этот тип рейсмусовых станков также относят к профессиональному оборудованию. Комплектация подразумевает 3 и более режущих ножа, предназначенных на придание заготовке определённой формы. Такому оборудование присуща большая мощность силового агрегата и высокая производительность.
 Комплектуются более мощными электродвигателями, обеспечивают лучшую производственную мощность.
Комплектуются более мощными электродвигателями, обеспечивают лучшую производственную мощность.Конструктивные особенности рейсмусов делят оборудование на 2 группы. По этому признаку происходит разделение на профессиональные и бытовые типы:
- Мобильная группа. В неё входят портативные бытовые рейсмусы, устройство которых подразумевает свободное перемещение с одного цеха в другой. Имеют небольшую мощность, обусловленную лёгкостью транспортировки.
- Стационарная группа. Профессиональное крупногабаритное оборудование, использующееся в производственных цехах. Отличительная особенность таких рейсмусов заключается в их размерах, отражающихся в сложностях быстрой транспортировки. За счёт большой мощности и (преимущественно) наличия двух и более ножей, имеет высокую производительность.
 За счёт большой мощности и (преимущественно) наличия двух и более ножей, имеет высокую производительность.
За счёт большой мощности и (преимущественно) наличия двух и более ножей, имеет высокую производительность.Полезно! Также классификация рейсмусовых станков может происходить по производителю, мощности электродвигателя, скорости вращения ножевых валов, иным техническим характеристикам.
Принцип работы
Перед тем, как работать на рейсмусовом станке следует ознакомиться не только с устройством агрегата, но и с особенностями его использования. Принцип его работы построен на плоском строгании заготовки. Оператор подаёт её на рабочий стол, откуда, под воздействием самодвижущихся валиков, изделие затягивается к вращающимся ножам, которые и осуществляют резку. Глубина среза и габариты заготовки задаются перед включением станка, на этапе предварительной подготовки.
Важно! Выполнять какие-либо регулировочные и ремонтные работы на включенном рейсмусе запрещается. Предварительно станок должен быть отключён от источника электрического напряжения.
10 лучших, но недорогих ручных дисковых пил по дереву
Особенности работы на рейсмусе
Рейсмусовый станок – сложное устройство, работа с которым подразумевает знание определённых правил и строгого соблюдения техники безопасности. Наиболее значимыми из них являются такие:
- Заготовка заходит в рабочую зону станка под определённым прижимным усилием. В этот момент оператор должен быть наиболее внимательным. При затягивании внутрь руки (например, зацепившись за широкий рукав одежды) это может стать причиной травматизма.
- При обработке коротких заготовок, они могут «вылететь» из-под ножей и нанести травму или повредить имущество помещения. Обезопасить протекание процесса можно сделав несущие бруски большей длины и толщины, равной тем, которые нужно отстрогать.
- При одновременном «прогоне» нескольких заготовок, следует подбирать только те, что подходят по высоте. Доска или брус с выступающей кромкой может оказаться вырванной из связки и «выброшена» по принципу, описанному чуть ранее.
 Обезопасить протекание процесса можно сделав несущие бруски большей длины и толщины, равной тем, которые нужно отстрогать.
Обезопасить протекание процесса можно сделав несущие бруски большей длины и толщины, равной тем, которые нужно отстрогать.Чем отличаются рейсмусовый и фуговальный станки
Фуговально-строгальные станки предназначены для выравнивания неровностей в поверхности доски, бруса. Строгание отлично удаляет следы глубоких раскроев и кривизну, которая была вызвана короблением, проявившимся в результате сушки древесины. После обработки на таких станках, заготовка становится пригодной для последующих работ. Она приобретает идеально ровную, с параллельно расположенными гранями плоскость сторон.
С одной стороны, конструкция фуговально-строгального и рейсмусового станков практически идентична. Они предназначены для срезания (строгания) кромки заготовки с целью выравнивания и создания гладкой поверхности. Однако последний отличается тем, что имеет верхнюю прижимную кромку (или ножи), позволяющие получить линию среза, параллельную противоположной.
Однако последний отличается тем, что имеет верхнюю прижимную кромку (или ножи), позволяющие получить линию среза, параллельную противоположной.
Таким образом, исходя из конструктивных особенностей оборудования, сравнительную характеристику станков можно завершить следующим образом. Фуговально-строгальный станок предназначен для строгания, так же он может быть использован для выравнивания отдельных участков. Например, с его помощью легко получить доску с разной толщиной концов.
Рейсмусовый станок обрабатывает только предварительно подготовленные доски или брус. Обстрогать на нём, так как на обычном фуговальном можно, но для этого придётся приподнимать верхний прижимной щит (если это возможно исходя из конструктивных особенностей конкретного станка). Фактически его назначение заключается в обработке параллельно расположенных сторон. Поэтому если доска кривая, то и после обработки она окажется такой же, только с одинаковым расстоянием на всей её длине.
Цепная электропила по дереву: какую выбрать для дома или дачи
Заключение
Мы разобрались как работает рейсмус, разобрали его устройство, сравнили, чем рейсмусовый станок отличается от фуговального. Оборудование такого плана менее востребовано для бытового использования в сравнении с токарным, фрезерным или сверлильным. Оно больше подходит для людей, занимающихся деревообработкой на профессионально уровне. Поэтому прежде чем его приобретать, рекомендуется ещё раз взвесить все «за» и «против» и только после этого совершать покупку.
Рейсмусовый станок из электрорубанка своими руками + видео
Мало кого в детстве оставляло равнодушным первое посещение столярной мастерской. Непередаваемый запах свежей древесной стружки, чистота и гладкость только что простроганной доски, пушистость опилок – это место, где с помощью рейсмусового станка происходило волшебное превращение нескольких корявых досок с колючей поверхностью от торчащих волокон в изящную табуретку.
Результатом работы рейсмуса являлся идеально ровный пиломатериал, который годился для изготовления многого такого интересного и красивого.
Конструкция и разновидности рейсмусовых станков
Конечно, рейсмусовый станок был не единственным в той мастерской. А многие из этих мастерских и вовсе не могли похвастаться такой роскошью. Но циркулярная пила, зачастую собранная на одном валу с барабаном фуговального станка, почти всегда имелась. И тогда несложное приспособление, позволяющее контролировать равномерность прижима заготовки к поверхности рабочего стола, приближало фуговальный станок по своему функционалу к рейсмусовому, что в умелых руках обеспечивало почти одинаковый результат, хотя и несколько белее затратный и по работе, и по времени.
Мы так подробно здесь об этом рассказываем, чтобы была понятнее основная тема статьи – изготовление рейсмусового (рейсмусного) станка своими руками. Ведь главная его задача: прострогать погонажный деревянный материал с одинаковой толщиной. А несколько последовательных операций строгания на фуговальном станке с таким прижимным приспособлением, этот результат обеспечит.
А несколько последовательных операций строгания на фуговальном станке с таким прижимным приспособлением, этот результат обеспечит.
Но, чем же оснащен настоящий рейсмус?
Рейсмусовый станок имеет:
- рабочий стол;
- рабочий вал (1 или 2), два – для одновременной обработки двух поверхностей заготовки или один – для обработки заготовки с одной стороны;
- валки для прижима и протяжки заготовки (пару сверху или две – сверху и снизу), с электрическим или ручным приводом;
- систему регулировки высоты стола;
- систему защиты от обратного хода заготовки.
В варианте доработки фуговального станка, часть из перечисленных систем отсутствует. Но также, промышленно выпускаются станки двойного назначения – фуговально-рейсмусовые.
В них под рабочим столом для фугования располагается регулируемый по высоте рабочий стол рейсмуса. Обработка заготовки осуществляется тем же барабаном с ножами, что и фугование. При этом обрабатывается только верхняя ее часть. Во время работы станка в качестве рейсмусового, верхняя часть станка закрывается защитной накладкой, во избежание получения травмы.
Во время работы станка в качестве рейсмусового, верхняя часть станка закрывается защитной накладкой, во избежание получения травмы.
Иногда вместо барабана с ножами устанавливается широкая фреза.
Принципиальная схема работы рейсмусового станка
Для чего делать рейсмусовый станок своими руками?
Схема работы большинству домашних мастеров должна быть понятна и без визуализации, но для простоты понимания задач по самостоятельному изготовлению рейсмуса – лишней не будет.
Мотиваций для самостоятельного изготовления любого оборудования – две:
- стремление к самореализации;
- стремление к экономии.
Все остальные – вытекают из перечисленных. А сэкономить можно много чего:
- в первую очередь – деньги за счет упразднения вспомогательных функций, без которых в условиях домашней мастерской вполне можно обойтись;
- во вторую – электроэнергию за счет уменьшения числа электроприводов;
- в третью – место в мастерской за счет оптимизации и подгонки размеров.

Если говорить о полноценном рейсмусовом станке то, исходя из объемного чертежа, расположенного ниже, его составляющие можно свести к следующему списку:
- электропривод от электромотора мощностью 1,5 – 2,5 кВт на двухножевой барабан, вращающийся со скоростью 5 – 10 тыс.об/мин;
- ручная цепная регулировка уровня рабочего стола;
- ручная цепная спаренная подача заготовки двумя протяжными прижимными валиками.
Но концепцию своего рейсмуса принимаете вы сами. Рассмотрим 3 подхода к реализации идеи самостоятельного изготовления рейсмусового станка.
Высокотехнологичный метод изготовления рейсмусового станка
Автор этого самодельного рейсмусового станка решил не экономить на технологическом оснащении создаваемого оборудования и максимально электрифицировать все процессы.
Здесь 3 самостоятельных электропривода, которые:
- приводят в действие режущий барабан,
- являются протяжно-прижимными валиками,
- регулируют положение рабочего стола.

Крутящий момент на барабан передается при помощи клиноременной передачи, а в двух оставшихся вариантах – цепной. Причем, равномерность прижима валиков регулируется взаимосвязанными подпружиненными промежуточными звездочками, хотя на наш взгляд, такая система не позволит все-таки избежать некоторого временного прослабления цепи в момент схода заготовки с подающего валика.
Натяжка цепи привода регулировки высоты рабочего стола осуществляется двумя жестко закрепляемыми звездочками.
Подобный подход, очевидно, может быть оправдан наличием у вас гибкого минипроизводства с большим числом операций перенастройки оборудования. Хотя и здесь некоторые схемы можно было бы упростить. К примеру – вот так:
Такой станок не получится дешевым, а обилие достаточно сложных узлов будет требовать постоянного технического обслуживания. Но, видимо, это именно тот случай, когда на первом плане оказалось именно стремление к самореализации, ведь за аналогичные деньги вполне можно было бы найти б/у рейсмусовый станок и, слегка подремонтировав его, обеспечить решение тех же задач.
Рейсмусовый станок из электрорубанка выполненый своими руками
Именно такой подход к решению большинства заданий для рейсмуса, которые возникают в условиях домашней мастерской, нам кажется наиболее интересным.
В первую очередь, этот интерес базируется на минимальных доработках уже существующего инструмента для выполнения работы дорогостоящего оборудования с практически тем же результатом.
Установив электрорубанок на платформу с изменяющейся высотой, мы получаем почти тот же рейсмус. Правда, в нем регулируется не положение рабочего стола, а положение рабочего инструмента по отношению к обрабатываемой заготовке, но суть процесса от этого не меняется. Роль стола здесь выполняет ровная мощная доска с ограничителями ширины по бокам. Они же служат местом крепления основного узла. Но прежде поговорим именно о нем.
На рубанке заднюю опорную пластину мы поменяем на самодельную из ОСП или фанеры, толщиной, обеспечивающей одинаковый уровень с передней пластиной, регулирующей необходимый зазор (1 – 3 мм) для снятия стружки. Ширина ее должна соответствовать ширине нашего импровизированного рабочего стола.
Ширина ее должна соответствовать ширине нашего импровизированного рабочего стола.
По бокам этой пластины прикручиваются рейки для крепления ножек, высоту которых диктует исключительно здравый смысл. Очевидно что, исходя из стандартной ширины ножей рубанка в 82 мм, толщина обрабатываемых заготовок не должна быть больше 100 мм, поэтому расстояние между осями креплений ножек можно взять равным 110 – 120 мм. Соответственно, их общая длина будет колебаться от 140 до 160 мм при ширине от 35 мм и толщине не менее 10 мм. Крепление ножек осуществляется строго на одинаковом расстоянии от края бруска.
Установка собранного подвижного верхнего узла с электрорубанком на рабочем столе осуществляется по месту, так, чтобы крепление находилось строго на одном уровне. Это делается для параллельности его перемещения относительно базовой поверхности, что обеспечит точность обработки заготовки.
Высота в процессе работы проще всего выставляется подбором реек соответствующей толщины, прикручиваемых на ограничители ширины рабочего стола, или при помощи других подставок.
А прижим рабочего инструмента обеспечивать пружинными стяжками или жгутом, но для небольших заготовок этого вовсе не требуется. Так же в заданном положении эту параллельную платформу можно фиксировать винтами-саморезами.
Видео применения рейсмуса, собранного своими руками:
Бюджетный вариант самодельного рейсмуса
Это самый простой метод использования электрорубанка в качестве рейсмуса. Конечно, назвать эту конструкцию рейсмусовым станком вряд ли кому-нибудь придет в голову, но по выполняемой функции – это именно он.
Мы преднамеренно подобрали вариант для широких заготовок. Ведь в таком виде он выполняет работу, которая не под силу большинству промышленных рейсмусных станков именно из-за ширины обрабатываемого материала, а в нашем случае она ограничивается только длиной ваших рук.
Конечно, такого варварского крепления электрорубанка – довольно дорогостоящего инструмента – к подвижной платформе, мы рекомендовать не можем. Куда интереснее вариант закрепления его, описанный в предыдущем разделе статьи, но с использованием более широкой платформы и выносом реек по ширине, а не вдоль оси инструмента. При этом опасность повредить что-нибудь важное внутри корпуса рубанка сводится к нулю.
Куда интереснее вариант закрепления его, описанный в предыдущем разделе статьи, но с использованием более широкой платформы и выносом реек по ширине, а не вдоль оси инструмента. При этом опасность повредить что-нибудь важное внутри корпуса рубанка сводится к нулю.
В приводимом примере обрабатывается клееная наборка из деревянных реек различных габаритов и даже пород древесины.
Регулировка высоты производится установкой по бокам рабочего стола калиброванных брусков, два набора которых позволит обработать с обеих сторон неограниченное количество заготовок в заданный по толщине размер.
Очевидно, что такую же систему можно использовать и при обработке погонажного материала, а не только широких и коротких заготовок, но при этом, в отличие от рейсмусового станка и предыдущего варианта использования электрорубанка в его качестве, вы будете двигать не заготовку, а самостоятельно передвигаться вдоль нее.
Не менее очевидным есть и то, что рабочий стол при этом должен быть идеально ровным в горизонтальной плоскости, иначе его неровность может передаться всем обрабатываемым заготовкам. Смотрите видео — пример ниже:
Смотрите видео — пример ниже:
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Рекомендуем другие статьи по теме
Строгальный станок: определение, детали, работа и эксплуатация
Определение строгального станка:Строгальный станок — это станок, используемый для изготовления точных плоских поверхностей и вырезания пазов. Он похож на строгальный станок, но по размеру строгальный станок больше. Пазы заготовки перемещаются здесь из одной точки в другую для работы, тогда как в долбяковом станке пазы заготовки находились в стационарном положении.
Инструмент, который мы здесь используем, представляет собой одноточечный режущий инструмент, о котором я подробно рассказал. Ознакомьтесь с этими статьями.
Ознакомьтесь с этими статьями.
Строгальный станок был изобретен генералом Бентамом. Это один из важных станков в производственном процессе.
Части машины на планировке:- Кровать
- Кровать
- Колонка
- Overarm Поддержка
- Таблица
- Кросс-рельс
- Рабочий проездной стол
- Главная
- Вертикальная режущая головка
- Редуктор подачи
- Привод стола
- Принцип работы строгального станка такой же, как у строгального станка, который представляет собой механизм быстрого возврата.
- Пока заготовка движется вперед, завершается прямой ход, а когда она движется назад, завершается обратный ход. При движении вперед материал режется, а при движении назад материал не режется.
- Здесь головка инструмента находится в неподвижном положении, а заготовка подвижна.
- В секции головки инструмента фиксируем одноточечный режущий инструмент, а на рабочем столе фиксируем здесь заготовку.
- Подаем питание, рабочий стол движется вперед и с помощью режущего инструмента разрезает материал и снова возвращается назад, что называется обратным ходом.
- Пока вы его не измените, вращение будет идти вперед и назад.
- Здесь выполняется операция по удалению материала, как мы делаем на строгальном станке, но главное в строгальном станке есть только с одной секцией резки, а в станке Planner — с несколькими секциями резки, которые обеспечивают лучшую чистоту поверхности и быструю работу для получения результата с плоской поверхностью.
- Вертикальная плоская и
- Горизонтальная плоская поверхность.
- Когда мы выполняем вертикальную плоскую операцию на строгальном станке, заготовка планируется путем регулировки седла по горизонтали вдоль поперечной направляющей до тех пор, пока инструмент не окажется в положении, обеспечивающем требуемую глубину резания. Вертикальные салазки регулируются перпендикулярно столу строгального станка, а фартук поворачивается в таком направлении, чтобы во время обратного хода инструмент отклонялся от обрабатываемой поверхности.
- Когда мы выполняем горизонтальную плоскую операцию на строгальном станке, заготовка совершает возвратно-поступательное движение вместе со столом, а инструмент подается крест-накрест для выполнения операции.
- Стандартный или двойной тип корпуса Планер
- Открытая сторона
- Pit Planer
- Разделенный стол Планер и
- Кромкострогальный станок Станок
- Этот тип станка наиболее широко используется в мастерских.
- Это своего рода машина старого типа.
- Этот станок используется для обработки широких заготовок.
- Жесткая конструкция. При этом стол неподвижен, а колонна, несущая поперечную рейку, совершает возвратно-поступательные движения по массивным горизонтальным рейкам, установленным с обеих сторон стола.
- Строгальный станок для ям подходит для обработки очень больших деталей, которые не могут быть поддержаны на стандартном строгальном станке.
- Рубанок с раздельным столом имеет два стола на станине, которые могут совершать возвратно-поступательные движения по отдельности или вместе, а также при необходимости соединяться вместе.
- Используется для непрерывного массового производства.
- Тип конструкции значительно экономит время простоя при настройке работы. Установка большого количества одинаковых заготовок на стол рейсмусового станка занимает довольно много времени.
- Для настройки может потребоваться столько же времени, сколько потребуется для обработки.
- Обеспечивают лучшее качество поверхности.
- Низкие эксплуатационные расходы.
- Хорошая точность
- Одновременно выполняются 2 или 3 инструмента (режущий инструмент с одной точкой), что очень хорошо для быстрого выполнения работы.
- Здесь тоже главное преимущество в том, что мы можем использовать один инструмент за раз.
- Высокая цена.
- Только один инструмент Используется одноточечный режущий инструмент.
- Для управления машиной требуется квалифицированный рабочий (должен разбираться в машинах).
- Потребляемая мощность больше.
- Использование этого станка для создания хорошей плоской поверхности.
- Строгальный станок может удалять большое количество материала с заготовки за один раз с высокой точностью, поскольку здесь установлено несколько инструментов.
- Больше отверстий для резки.
- Также используется для резки под углом.
- Чем занимается фуганок и как он работает
- Что делает и как работает рубанок
- Различные уровни подготовки поверхности лесопилки
V = скорость резания, м/мин.
C = количество эффективных зерен на мм 2 поверхности шлифовального круга.
r = отношение ширины к глубине канавки, прорезанной зернистостью.
d = глубина резания, мм.
D = диаметр колеса, мм.
Станина:
Станина — это жесткая часть станка, на которой закреплены все детали.Это очень большие размеры и тяжелый вес.
Колонна/Корпус:
Корпуса называются колоннами и также называются стойками и представляют собой жесткие коробчатые вертикальные конструкции, размещенные по бокам станины и прикрепленные к ней. Здесь также крепятся шкив и шестерня.
Стол:
Поддерживает работу и совершает возвратно-поступательные движения вместе с направляющими кровати. Стол изготовлен из высококачественного чугуна. Здесь детали верхней поверхности стола очень тонкие и точные, потому что здесь мы закрепляем заготовку для работы планировщика.
Стол изготовлен из высококачественного чугуна. Здесь детали верхней поверхности стола очень тонкие и точные, потому что здесь мы закрепляем заготовку для работы планировщика.
Поперечная рейка:
На поперечную рейку крепятся держатели инструментов, где мы можем зафиксировать инструмент для работы. Он соединяет два корпуса, а также обеспечивает опоры для корпуса.
Головка инструмента:
Здесь закреплены инструменты (одноточечный режущий инструмент).
Читайте также:
Принцип работы
Для лучшего объяснения того, как работает планировщик. Смотреть видео:
Операция строгального станка:

Здесь мы выполняем две операции:
Вертикальная плоская операция:
Горизонтальная плоская операция:
также читал:
Типы плоских машин:Это общие типы планарных машин:
Станок со стандартным или двойным корпусом:

Открытая сторона:
Строгальный станок:
Рубанок с раздельным столом:
Вот преимущества строгального станка:
Вот некоторые недостатки Planner Machine:
Преимущества планировщика:

%PDF-1.3 % 9 0 объект > эндообъект внешняя ссылка 9 218 0000000016 00000 н 0000004707 00000 н 0000005331 00000 н 0000005537 00000 н 0000008219 00000 н 0000008735 00000 н 0000008774 00000 н 0000008987 00000 н 0000009175 00000 н 0000009389 00000 н 0000009810 00000 н 0000010032 00000 н 0000010079 00000 н 0000010126 00000 н 0000010338 00000 н 0000010604 00000 н 0000010651 00000 н 0000010672 00000 н 0000011541 00000 н 0000011562 00000 н 0000012192 00000 н 0000012213 00000 н 0000012931 00000 н 0000012952 00000 н 0000013624 00000 н 0000013915 00000 н 0000014068 00000 н 0000014089 00000 н 0000014753 00000 н 0000014774 00000 н 0000015593 00000 н 0000015614 00000 н 0000016275 00000 н 0000016296 00000 н 0000016898 00000 н 0000024585 00000 н 0000032776 00000 н 0000055019 00000 н 0000061680 00000 н 0000061738 00000 н 0000061800 00000 н 0000061878 00000 н 0000061933 00000 н 0000077104 00000 н 0000077309 00000 н 0000079986 00000 н 0000080202 00000 н 0000080381 00000 н 0000080560 00000 н 0000080744 00000 н 0000080928 00000 н 0000081113 00000 н 0000081298 00000 н 0000081483 00000 н 0000081672 00000 н 0000081862 00000 н 0000082052 00000 н 0000082242 00000 н 0000082432 00000 н 0000082621 00000 н 0000082810 00000 н 0000082998 00000 н 0000083186 00000 н 0000083376 00000 н 0000083567 00000 н 0000083757 00000 н 0000083947 00000 н 0000084143 00000 н 0000084338 00000 н 0000084533 00000 н 0000084727 00000 н 0000084921 00000 н 0000085115 00000 н 0000085309 00000 н 0000085505 00000 н 0000085701 00000 н 0000085897 00000 н 0000086102 00000 н 0000086296 00000 н 0000086492 00000 н 0000086688 00000 н 0000086882 00000 н 0000087078 00000 н 0000087288 00000 н 0000087482 00000 н 0000087690 00000 н 0000087898 00000 н 0000088105 00000 н 0000088301 00000 н 0000088527 00000 н 0000088742 00000 н 0000088960 00000 н 0000089193 00000 н 0000089414 00000 н 0000089634 00000 н 0000089861 00000 н 00000 00000 н 00000
00000 н
00000 00000 н
0000090884 00000 н
0000091109 00000 н
0000091337 00000 н
0000091548 00000 н
0000091763 00000 н
0000091973 00000 н
0000092182 00000 н
0000092391 00000 н
0000092607 00000 н
0000092802 00000 н
0000092995 00000 н
0000093194 00000 н
0000093398 00000 н
0000093593 00000 н
0000093799 00000 н
0000093996 00000 н
0000094191 00000 н
0000094392 00000 н
0000094587 00000 н
0000094780 00000 н
0000094979 00000 н
0000095174 00000 н
0000095369 00000 н
0000095564 00000 н
0000095759 00000 н
0000095953 00000 н
0000096147 00000 н
0000096341 00000 н
0000096533 00000 н
0000096723 00000 н
0000096914 00000 н
0000097100 00000 н
0000097280 00000 н
0000097465 00000 н
0000097650 00000 н
0000097835 00000 н
0000098025 00000 н
0000098215 00000 н
0000098404 00000 н
0000098595 00000 н
0000098787 00000 н
0000098979 00000 н
0000099171 00000 н
0000099365 00000 н
0000099558 00000 н
0000099751 00000 н
0000099948 00000 н
0000100143 00000 н
0000100338 00000 н
0000100534 00000 н
0000100730 00000 н
0000100926 00000 н
0000101122 00000 н
0000101318 00000 н
0000101516 00000 н
0000101714 00000 н
0000101912 00000 н
0000102110 00000 н
0000102308 00000 н
0000102512 00000 н
0000102709 00000 н
0000102907 00000 н
0000103105 00000 н
0000103302 00000 н
0000103501 00000 н
0000103711 00000 н
0000103908 00000 н
0000104117 00000 н
0000104328 00000 н
0000104535 00000 н
0000104734 00000 н
0000104963 00000 н
0000105180 00000 н
0000105399 00000 н
0000105630 00000 н
0000105852 00000 н
0000106080 00000 н
0000106304 00000 н
0000106533 00000 н
0000106782 00000 н
0000107061 00000 н
0000107274 00000 н
0000107492 00000 н
0000107704 00000 н
0000107913 00000 н
0000108122 00000 н
0000108335 00000 н
0000108540 00000 н
0000108745 00000 н
0000108959 00000 н
0000109155 00000 н
0000109352 00000 н
0000109566 00000 н
0000109771 00000 н
0000109966 00000 н
0000110171 00000 н
0000110368 00000 н
0000110563 00000 н
0000110763 00000 н
0000110957 00000 н
0000111150 00000 н
0000111349 00000 н
0000111544 00000 н
0000111739 00000 н
0000111934 00000 н
0000112129 00000 н
0000112323 00000 н
0000112517 00000 н
0000112710 00000 н
0000112901 00000 н
0000113092 00000 н
0000113283 00000 н
0000113473 00000 н
0000113664 00000 н
0000113856 00000 н
0000114048 00000 н
0000114240 00000 н
0000004797 00000 н
0000005309 00000 н
трейлер
]
>>
startxref
0
%%EOF
10 0 объект
>
эндообъект
225 0 объект
>
ручей
H|KAǿ3Y%?)^ARk,ͺzO(UzZCo. R4RJ{O)C]7f~AOU?C̖a5l]=i «qQl:pGo0
R4RJ{O)C]7f~AOU?C̖a5l]=i «qQl:pGo0
Высокоточный строгальный станок для деревообработки Местное послепродажное обслуживание
Повысьте эффективность своего деревообрабатывающего бизнеса с помощью эффективного и жесткого строгального станка рейсмусовый станок от Alibaba.com.Известные своей исключительной прочностью и точностью, эти станки идеально подходят для всех типов коммерческих и промышленных деревообрабатывающих предприятий.Разнообразные линейки рейсмусовых станков по дереву , найденные здесь, принадлежат ведущим брендам, которые предлагают гарантии качества и множество послепродажных услуг.Получите эти блестящие строгальные станки для оптимального функционирования и выполнения различных типов процессов выравнивания и обрезки древесины. Исключительные категории этих строгально-рейсмусовых станков , доступных на Alibaba.com, созданы с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах станков. Изготовленные, разработанные и построенные из жестких материалов для прочной внешней оболочки и невероятно модернизированных встроенных функций, эти строгально-рейсмусовые станки являются энергосберегающими машинами, которые идеально подходят для бизнеса и также являются экологически чистыми.Эти строгально-рейсмусовые станки также экономят труд, просты в эксплуатации и оснащены точными технологиями для получения гладких, плоских поверхностей с обеих сторон древесины.
Изготовленные, разработанные и построенные из жестких материалов для прочной внешней оболочки и невероятно модернизированных встроенных функций, эти строгально-рейсмусовые станки являются энергосберегающими машинами, которые идеально подходят для бизнеса и также являются экологически чистыми.Эти строгально-рейсмусовые станки также экономят труд, просты в эксплуатации и оснащены точными технологиями для получения гладких, плоских поверхностей с обеих сторон древесины.
Выберите из широкого ассортимента строгально-рейсмусовый станок , которые доступны в различных цветах, с различными функциями, мощностями и моделями в зависимости от ваших требований. Эти машины оснащены современной бесступенчатой регулировкой скорости, мощными двигателями резки, регулировкой шпинделя и износостойкими гальваническими столешницами.Строгально-рейсмусовый станок также оснащен полностью закрытыми защитными экранами для предотвращения попадания пыли и гранул и имеет эффективную скорость подачи. Строгально-рейсмусовый станок Brilliant представляет собой вариант с низким уровнем шума и поставляется с настроенными вспомогательными устройствами для обеспечения повышенной гладкости древесины.
Строгально-рейсмусовый станок Brilliant представляет собой вариант с низким уровнем шума и поставляется с настроенными вспомогательными устройствами для обеспечения повышенной гладкости древесины.
Alibaba.com предлагает широкий ассортимент строгального станка рейсмусового станка , чтобы помочь вам купить продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы по стандарту ISO для обеспечения качества и безопасного функционирования.Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с помощью видеоуроков.
Разница между фуганком и строгальным станком
Все начинающие столяры задают основной вопрос: в чем разница между фуганком и рубанком?
Ответ прост, много! А есть такая штука, как фуганок? Нет!
Так какая разница?
Каждая машина выполняет совершенно разные операции по наплавке.
Фуговальный станок выравнивает поверхность или выпрямляет и подравнивает кромку, а рубанок выполняет толщину древесины.
Нужен ли вам один, другой или оба, можно легко ответить, зная, как они работают, что они делают и сколько подготовки деревянной поверхности вы платите своему лесопилке, чтобы сделать для вас. И, честно говоря, вы, вероятно, могли бы стать отличным столяром без любого станка. Они просто экономят время. Черт возьми, вы могли бы использовать ручные рубанки!
В конце концов, вам нужно преобразовать запасы древесины в пригодные для использования в ваших проектах детали.В этом вам помогут фуганок по дереву и рубанок.
Чем занимается фуганок и как он работает
Фуговальный станок используется для придания поверхности деформированной, скрученной или искривленной доски плоской поверхности. После того, как ваши доски станут плоскими, можно использовать фуганок для выравнивания и выравнивания краев (на фото защита снята).
После того, как ваши доски станут плоскими, можно использовать фуганок для выравнивания и выравнивания краев (на фото защита снята).
Есть стол подачи и стол разгрузки.Столы выровнены в одной плоскости. Между столами установлена ножевая головка с ножами, а ее режущий круг (вершины ножей) выровнен заподлицо с разгрузочным столом.
Подающий стол опущен на глубину, равную количеству древесины, которую вы хотите удалить. Пропускание доски через работающую машину (с установленным защитным кожухом) удаляет древесину, а отрезанная часть доски затем поддерживается на разгрузочном столе. Ограничитель используется как направляющая при выравнивании грани и как опора при соединении кромок досок.Ограждение регулируется под разными углами, обычно до 45 градусов.
WWGOA предлагает обучающие видео по использованию фуганка. Кроме того, обязательно ознакомьтесь с нашим руководством о том, как освоить фуганок.
Что делает рубанок и как он работает
Строгальный станок используется для изготовления плоско соединенных досок одинаковой толщины от края до края. Механически он сложнее фуганка, но функционально проще.
Механически он сложнее фуганка, но функционально проще.
Расплющенная доска кладется на строгальный стол (станину) и вдавливается.Подающий ролик станка захватывает доску и протягивает ее через вращающуюся режущую гарнитуру над станиной, которая удаляет древесину. Расстояние, на котором станина установлена от режущей головки, является результирующей толщиной.
Все строгальные станки имеют ограничения на количество древесины, которую они могут снять за один проход, поэтому для достижения требуемой толщины, скорее всего, потребуется несколько проходов.
Хотите увидеть рубанок в действии? Посмотрите это уникальное видео, в котором показан строгальный станок по дереву изнутри.
Различные уровни подготовки поверхности лесопилки
Ваш лесопилочный склад не может выполнить никакую, часть или всю необходимую подготовку поверхности приобретаемых вами досок. Чем больше они делают, тем дороже это стоит и тем меньше у вас контроля.
Вы можете довести это до крайности, дать им список вырезов, попросить их измерить все детали, но вы разоритесь и не получите удовольствия от работы с деревом. Я начну с рассказа о том, как обе машины используются для обработки необработанных пиломатериалов, а затем приведу еще три сценария, в которых ваш лесопилка выполняет за вас все больше работы.
Грубый
Я покупаю необработанные пиломатериалы (без наплавки) или обработанные наугад, и именно так поступает почти весь пиломатериал, который я покупаю сегодня. Это удаляет 1/16 дюйма и строгает древесину, поэтому легко увидеть текстуру и цвет.
Детали, которые мне нужны для моих проектов, находятся «внутри» досок, которые я покупаю, и мне нужно обработать доски, чтобы сделать свои детали. У меня гораздо больше контроля над формой и плоскостностью древесины, которую я использую, когда обрабатываю черновую доску непосредственно перед ее использованием в моем проекте.Одно можно сказать наверняка с наплавленной древесиной, завтра она не будет такого же размера и формы.
Для проклейки грубых пиломатериалов требуется фуганок, чтобы выровнять одну сторону, и рубанок, чтобы отрезать толщину. Чтобы отрезать ширину, вы используете фуганок, чтобы выровнять и выпрямить один край, а затем разорвите ширину на настольной пиле. Я разрезаю свои доски шириной 1/32″, а затем соединяю последние 1/32″.
Чтобы получить дополнительные полезные советы, прочтите мое простое руководство: 9 шагов по размеру необработанных пиломатериалов.
Поверхность двухсторонняя (негабаритная) — S2S.
Пример: Вы просите лесопилку обработать ваши доски толщиной 4/4 дюйма до толщины 13/16″, хотя вы знаете, что в конечном итоге будете использовать их как доски толщиной 3/4″. Они шлифуют доски с помощью строгального станка с двойной головкой, который режет обе стороны одновременно и довольно хорошо справляется со сглаживанием.
Такой способ наплавки может сэкономить вам много времени. Затем, непосредственно перед использованием ваших досок в вашем проекте, вы «поцелуете» доски до 3/4″, чтобы очистить любые шероховатые поверхности, оставшиеся от обработки на лесопилке, удалить грязь и окисление, которые могли накопиться с течением времени, и обеспечить свежая поверхность, что критично для склеивания. При таком типе наплавки вам понадобится рубанок для окончательной толщины и фуганок для выравнивания кромок.
При таком типе наплавки вам понадобится рубанок для окончательной толщины и фуганок для выравнивания кромок.
Поверхность с двух сторон (конечная толщина) — S2S.
Все то же самое, что и выше, но на этот раз ваша лесопилка обтачивает ваши доски до их окончательной толщины.
Теперь вам нужен только фуганок для выравнивания кромок.
S2S с прямым разрезом – SLR.
Все то же самое, что и S2S, но на этот раз ваша лесопилка обрезает одну кромку каждой доски прямо и под прямым углом.
Теперь вы можете обойтись без любой машины, но даже в этом случае иметь фуганок для удаления следов пилы и сглаживания краев — это хорошо.
Думаете, что ваш рубанок недостаточно велик? Ознакомьтесь с этими советами по использованию маленького рубанка и посмотрите это видео о том, как получить максимальную отдачу от маленького рубанка.
Заключение
Помните, это не фуганок. Фуганок можно использовать, чтобы сделать поверхность и край доски прямыми и правильными. Строгальный станок делает доски одинаковой толщины с двумя параллельными гранями.Операции не являются взаимозаменяемыми между двумя машинами.
Строгальный станок делает доски одинаковой толщины с двумя параллельными гранями.Операции не являются взаимозаменяемыми между двумя машинами.
Владение обоими станками дает вам максимальный контроль над плоскостностью и гладкостью древесины, которую вы используете в своих проектах. Мой фуганок — монстр в 12 дюймов. широкий и 84-дюймовый. длинная. Это действительно удобно для выравнивания длинных и широких досок, но может быть излишним, если ваши проекты будут небольшими. Мой рубанок 13 дюймов. широкий, что делает его идеальным компаньоном для моего широкого фуганка.
Все фото автора
Толщина стружки — обзор
Сила и мощность при шлифовании
Скорости резания при шлифовании всегда высоки, верхний предел определяется либо безопасными центробежными напряжениями круга, либо верхним пределом скорости вращения используемого шпинделя.Керамические круги можно использовать со скоростью примерно до 1800 м/мин; эластичные связки могут использоваться при гораздо более высоких скоростях, до 4800 м/мин для абразивных отрезных кругов. Для внутреннего шлифования небольших отверстий скорость резания не может превышать 760 м/мин из-за ограничений скорости ременных передач и подшипников. Для достижения такой скорости резания колесо диаметром 10 мм должно вращаться примерно со скоростью 25000 об/мин. Были разработаны подшипники, которые работают до скоростей 100 000 об/мин, но нагрузки на подшипники должны быть очень легкими, и необходимы специальные механизмы привода; приводы сжатого воздуха турбины достигают этого.
Для внутреннего шлифования небольших отверстий скорость резания не может превышать 760 м/мин из-за ограничений скорости ременных передач и подшипников. Для достижения такой скорости резания колесо диаметром 10 мм должно вращаться примерно со скоростью 25000 об/мин. Были разработаны подшипники, которые работают до скоростей 100 000 об/мин, но нагрузки на подшипники должны быть очень легкими, и необходимы специальные механизмы привода; приводы сжатого воздуха турбины достигают этого.
Силы резания при шлифовании трудно измерить, и в настоящее время можно только оценить силы, действующие на отдельные зерна. К процессу шлифования может быть применена та же основная механика, что и к точечной резке. Сила, действующая на абразив в направлении его скорости, определяется как:
T=Kc×площадь резания
Трудно получить точные значения силы резания на абразиве или площади поперечного сечения абразива. срез чипа. Сечения канавок, прорезанных отдельными зернами, будут различаться по форме из-за случайной геометрии зерен, и любая попытка найти значение максимальной толщины стружки и, следовательно, максимальной силы, действующей на зерно, обязательно будет приблизительной.
Было получено следующее выражение для толщины стружки при плоском шлифовании (Backer et al. 1952): = рабочая скорость, м/мин.
C измеряется путем прокатки шлифовального круга по куску закопченного стекла и подсчета под микроскопом следов, оставленных там, где частицы песка прокалывают пленку дыма.
r измеряется путем разрезания шлифованной заготовки по конусу, чтобы можно было с достаточной точностью оценить отношение ширины к глубине канавок, прорезанных зернистостью.
Можно проверить это выражение для толщины стружки следующим образом.
Рассмотрим сечение шлифовального круга в плоскости, перпендикулярной оси вращения, в которой предполагается, что зерна лежат с точками, выступающими, как показано на рисунке 12.6, на расстоянии 1 / N мм друг от друга, где количество зерен на мм окружности сечения. По аналогии с фрезерованием уравнение 11.12, с. 359, максимальная толщина стружки определяется выражением t = 2 f г √( d/D ), где f г — подача работы на зернистость и t равномерная толщина по всей ширине реза.Можно очень просто показать, что f g задается как v/NV , так что для плоского шлифования
Рис. 12.6.
(12.1)t=2υNV√dD
Рассмотрим площадь снимаемого металла поперек круга шириной s в месте максимальной толщины стружки.
(12.2) Удаленная площадь = 2υsNV√dD
Фактически эта площадь удаляется последовательностью абразивных частиц, и на рис. 12. 7 представлены возможные условия удаления металла одним абразивом.Площадь реза при максимальной толщине стружки tb/ 2.
7 представлены возможные условия удаления металла одним абразивом.Площадь реза при максимальной толщине стружки tb/ 2.
Рисунок 12.7. Типичное поперечное сечение, срезанное зернистостью.
Хотя зернистость имеет случайную геометрию, существуют лабораторные методы, которые позволяют оценить среднее отношение (r) ширины b к глубине t реза по результатам испытания на шлифование.
При замене b = tr площадь реза, показанная на рис. 12.7, становится равной t 2 r/ 2.
Общая площадь снимаемого металла по торцу колеса зависит от s и N ; поэтому общая удаленная площадь составляет
(12.3) Nst2r2
Приравнивая (12.2) и (12.3),
t2=4υN2Vr√dD
но N 2 = C , по определению; отсюда
(12.4)t=[4υVCr√dD]1/2
Это выражение совпадает с выражением, полученным по аналогии с микроизмельчением Бакером, Маршаллом и Шоу (см. библиографию).
библиографию).
Пример 12.1
Следующие условия относятся к поверхностному шлифовальному операции, проведенные с 46-зерновым колесом:
 0076 мм
0076 мм В статье Грисбрука показано, что это значение почти такое же высокое для незакаленной стали 200 HV. Для прецизионного шлифования стали критерий мощности Вт/ Вт , по-видимому, мало зависит от значения твердости разрезаемого материала.
В статье Грисбрука показано, что это значение почти такое же высокое для незакаленной стали 200 HV. Для прецизионного шлифования стали критерий мощности Вт/ Вт , по-видимому, мало зависит от значения твердости разрезаемого материала. 7 Вт/мм 3 /с определено выше, а среднее значение 30 Вт/мм 3 /с является правильным для сталей. Размер двигателя, предусмотренного на современном шлифовальном станке, отражает высокую потребность в мощности процесса шлифования. Одна теория, выдвинутая для объяснения роста U s , сопровождающего уменьшение толщины стружки, заключается в том, что тангенциальная сила, действующая на круг, содержит довольно большой элемент трения из-за трения зерен о заготовку. Фрикционный элемент не опускается при уменьшении толщины стружки, следовательно, увеличивается энергия, затрачиваемая на съем единицы объема металла.
7 Вт/мм 3 /с определено выше, а среднее значение 30 Вт/мм 3 /с является правильным для сталей. Размер двигателя, предусмотренного на современном шлифовальном станке, отражает высокую потребность в мощности процесса шлифования. Одна теория, выдвинутая для объяснения роста U s , сопровождающего уменьшение толщины стружки, заключается в том, что тангенциальная сила, действующая на круг, содержит довольно большой элемент трения из-за трения зерен о заготовку. Фрикционный элемент не опускается при уменьшении толщины стружки, следовательно, увеличивается энергия, затрачиваемая на съем единицы объема металла.

 Это представляет собой замкнутую систему контроля толщины стенки для выдувных формовочных машин.
Это представляет собой замкнутую систему контроля толщины стенки для выдувных формовочных машин. В эхо так быстро вместе, но и для того, чтобы количество диапазона можно было точно контролировать настройками преследования, в противном случае потеряет смысл контроля толщины стенки. Чтобы достичь функции управления этими двумя требованиями, трудно описать систему контроля толщины стенки выдувной машины в системе с большой нагрузкой. Кроме того, поскольку кривая l0 используется для описания кривой в кривой обобщения заготовки, должна быть выполнена интерполяция между точкой и точкой, а смазка обобщенной кривой должна быть выполнена в максимально возможной степени.
В эхо так быстро вместе, но и для того, чтобы количество диапазона можно было точно контролировать настройками преследования, в противном случае потеряет смысл контроля толщины стенки. Чтобы достичь функции управления этими двумя требованиями, трудно описать систему контроля толщины стенки выдувной машины в системе с большой нагрузкой. Кроме того, поскольку кривая l0 используется для описания кривой в кривой обобщения заготовки, должна быть выполнена интерполяция между точкой и точкой, а смазка обобщенной кривой должна быть выполнена в максимально возможной степени. Ультразвуковое измерение толщины (UTM) широко используется, и этот метод может применяться к широкому спектру конструкций и компонентов, включая корпуса кораблей, трубопроводы, сосуды под давлением и конструкционную сталь.
Ультразвуковое измерение толщины (UTM) широко используется, и этот метод может применяться к широкому спектру конструкций и компонентов, включая корпуса кораблей, трубопроводы, сосуды под давлением и конструкционную сталь. На основе этого измерения рассчитывается толщина образца для испытаний и отображается на цифровом экране.
На основе этого измерения рассчитывается толщина образца для испытаний и отображается на цифровом экране. 