
Профилегиб своими руками – фото и принципы конструирования и сборки + Видео
Изготовить профилегиб своими руками сравнительно несложно, так как у этого оборудования достаточно простая конструкция. Причем сделать его можно даже по собственным чертежам и почти из любых подручных материалов. Главное – перед началом всех работ определиться с тем, для чего профилегиб будет использоваться и какая конструкция, исходя из этого, у него должна быть.
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу «примерно» устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.

- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.

Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Изгибающий и опорные под профиль элементы устройства (у оборудования прокатного типа это ролики) должны быть изготовлены с учетом не только размеров, но и формы сечения обрабатываемого металлопроката. Для некоторых изделий (например, уголка) следует также принять во внимание направление изгибания (по внутренней либо по внешней стороне полок). От этого зависит качество обработки профилей, чтобы их не вело, не сминало и не рвало. В первую очередь эти моменты надо учитывать для изделий с большими размерами сечения, особенно стальных. Иначе их вообще будет трудно либо невозможно согнуть.
2 Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными).
3 Самый простой профилегиб – приспособление шаблонного типа
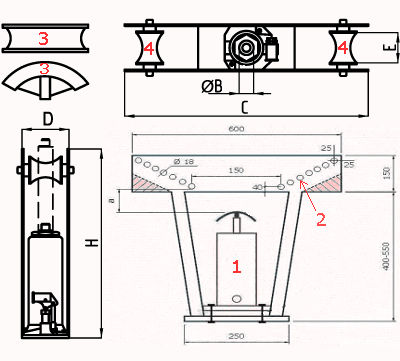
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
В зависимости от этого шаблон, выполняющий роль изгибающего элемента, и опора будут изготовлены из досок либо стальных изделий (труб, скоб, уголка, швеллера или чего-то подобного). В любом случае шаблон надо сделать по форме требуемого изгиба профиля.
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
4 Как сделать профессиональное оборудование – прокатный вариант
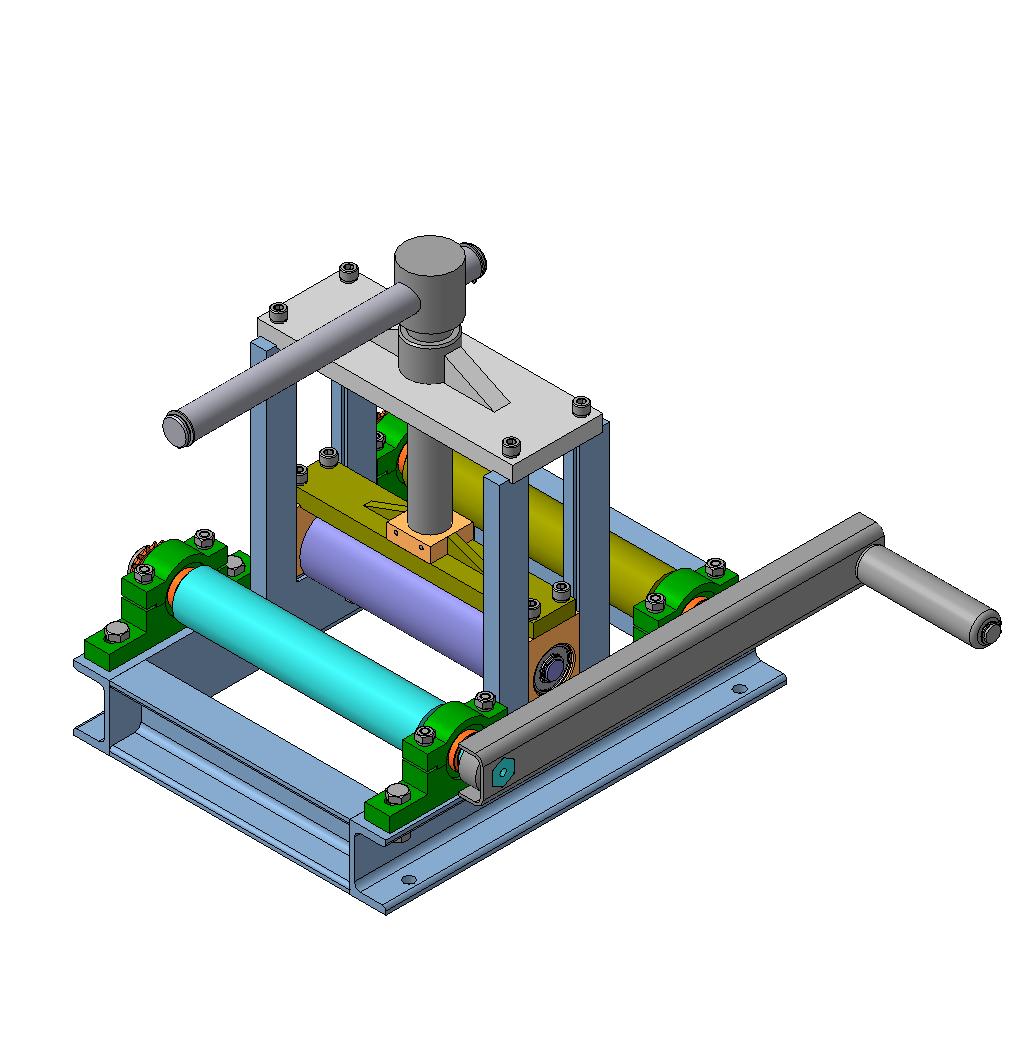
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба.
Расстояние между шкивами выбирается из следующих соображений. Чем оно больше, тем меньшее усилие потребуется приложить при изгибе профиля. Зато при этом также будут больше минимальный радиус изгибания и необработанные на концах изделия участки. Выбор материала корпуса и роликов профилегиба зависит от прочности (гибкости) обрабатываемых изделий. Если они тонкие и из цветных металлов, то подойдет даже дерево, но ролики лучше сделать из прочного пластика. Ну, а чтобы профилегиб, как говорится, сделать на все случаи жизни, он должен быть только из стальных деталей.
Чертеж гибочного станка для профильной трубы
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.

Простейший трубогиб из домкрата арбалетного типа
Здесь:
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.

Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.

Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.

Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Трубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой. Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Основы гибки труб — серия изготовления
Что нужно знатьПрежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов. Функции гибочного станка, инструментов и даже самих матриц имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Труба и трубаЛюди часто путают эти два материала. Трубка основана на ее реальных размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки обозначается как «график» для ее идентификации. Стена Schedule 80 размером 1,5 дюйма имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для каркаса безопасности или конструкции шасси.
Трубы, используемые в автомобильной промышленности, чаще всего можно увидеть на турбокомплексах. Большинство турбоколлекторов построено с использованием 1.5 дюймов Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (известные как «Weld El») образуют превосходные изгибы с малым радиусом для конструкции коллектора. Вы также можете увидеть ссылку на «паровой коллектор», когда будете искать.
Трубогиб против трубогибаХотя вы можете обнаружить, что производители трубогибов предлагают матрицы большего размера, эти две машины на самом деле отличаются по своей стандартной конструкции.
Трубогибы обычно протягивают трубу вокруг штампа.Профиль штампа спроектирован и вырезан так, чтобы обеспечить максимальную прочность стены, а также предотвратить обрушение внешней стены и предотвратить перегиб внутренней части изгиба. Матрицы размера трубы предназначены для гибки трубы Труба не помещается в матрицу для трубы.
Размер плашек зависит от наружного диаметра трубы. Типичная конструкция трубогиба будет иметь гидроцилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») опирается на цилиндр.Когда труба помещается на матрицу, гидроцилиндр проталкивает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы. Если вы поместите трубку аналогичного размера в трубогиб, внутренняя часть изогнется, внешняя сторона уплощается внутрь, а стенки расширяются.
Некоторые люди пошли на все, пытаясь изгибать трубы с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют приобретения дополнительных деталей.В конце концов, сумма денег, потраченных между потраченными впустую материалами и дополнительными компонентами, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как правильно согнутая трубка в трубогибе.
НИКОГДА не ставьте под угрозу свою безопасность ради экономии пары долларов. Правильный инструмент для гибки труб — трубогиб.
Радиус центральной линии (CLR)Люди часто путаются в CLR матрицы.Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром штампа, где он поворачивается. Другими словами, половина круга — это Радиус. Расстояние между центром круга (штампа) и центром трубы в любой точке изгиба — это радиус центральной линии.
Чем больше CLR, тем более плавным или плавным будет ваш изгиб.
Чем меньше CLR, тем круче будет ваш изгиб.
Какой кристалл CLR выбрать?Это очень распространенный вопрос, но ответ решать вам.Иногда вам нужен очень плавный изгиб, чтобы он соответствовал определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень жесткая среда CLR.
В любом случае рассчитывается потребность и приобретается соответствующий штамп. Однако вы, вероятно, не захотите покупать новую матрицу каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте практическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3.Результатом является CLR минимального размера, который вам следует приобрести, чтобы сгибать что-либо. Это будет кристалл «универсального» размера.
Самодельный станок для гибки оправки: 35 шагов
Введение: Сделай сам станок для гибки оправки
Добавить TipAsk QuestionDownload
Шаг 1: Трубные удерживающие блоки
Добавить TipAsk QuestionDownload
Шаг 2: Die
Я получил зубчатый сварной шов на заготовке и резке профиль трубы 5/8 в нем с помощью фрезы со сферической головкой 5/8.
Добавить TipAsk QuestionDownload
Шаг 3:
Добавить TipAsk QuestionDownload
Шаг 4: Сделать вырез для зажима
Добавить TipAsk QuestionDownload
Шаг 5:
Добавить TipAsk QuestionDownload
Шаг 6:
9000 QuestionDownloadШаг 7: Размещение зажима
Разместите зажим, чтобы увидеть, как он подходит, теперь он готов к сварке
Добавить TipAsk QuestionDownload
Шаг 8: Подготовка к сварке
Добавить TipAsk QuestionDownload
Шаг 9: Сваренный
I tig приварил зажим к матрице с помощью присадочного стержня из нержавеющей стали
Добавить TipAsk QuestionDownload
Шаг 10:
Добавить TipAsk QuestionDownload
Шаг 11: Вернувшись в стан
Я положил сварные детали обратно в фрезерный станок, и они сразу были готовы для резки со сферической фрезой
Добавить TipAsk QuestionDownload
Шаг 12: Смешивание in Ball Nose Cut
Добавить TipAsk QuestionDownload
Шаг 13: Машинный зажим
Я прикрутил зажим с противоположной стороны к матрице в тисках, чтобы я мог удерживать его и обрабатывать с помощью фрезы с шаровой головкой
Добавить TipAsk QuestionDownload
Шаг 14: Готовая обработка зажимов и матрицы
Добавить TipAsk QuestionDownload
Шаг 15: Зажим
Я проверил зажим на куске.625-дюймовая круглая труба
Добавить TipAsk QuestionDownload
Шаг 16: Оправка
Чтобы сделать оправку, я использую кусок метрической резьбовой шпильки M8, я прикрепляю к ее концу два винта из нержавеющей стали, готовя их к сварке.
Добавить TipAsk QuestionDownload
Шаг 17: Оправка
После сварки я выковал ее с помощью молотка, чтобы укрепить ее.
Добавить TipAsk QuestionDownload
Шаг 18: Заточка оправки до размера
Добавить TipAsk QuestionDownload
Шаг 19: Шлифовальная оправка
Чтобы довести ее до нужного размера и формы, я вставил конец стержня с резьбой в сверло, затем отшлифовал его на дисковой шлифовальной машине,
Добавить вопрос TipAsk Загрузить
Шаг 20:
Добавить вопрос TipAsk Загрузить
Шаг 21: Готово
Добавить TipAsk QuestionDownload
Шаг 22:
Добавить TipAsk QuestionDownload
Шаг 23:
Добавить TipAsk QuestionDow nload
Шаг 24: Проверка посадки оправки
Добавить TipAsk QuestionDownload
Шаг 25: Направляющая трубки
Я обработал направляющую трубки из латуни
Добавить вопрос TipAsk Загрузить
Шаг 26: Направляющая трубки
Я просверлил отверстия для крепления на пластину
Добавить TipAsk QuestionDownload
Шаг 27: Опора направляющей трубки
Добавить TipAsk QuestionDownload
Шаг 28: Все вместе
Добавить TipAsk QuestionDownload
Шаг 29: Кривошипная рукоятка
Добавить TipAsk QuestionDownload 30:
Нижняя часть рукоятки кривошипа
Я сделал вырез для трубного зажима и просверленное отверстие, в котором находится матрица
Добавить TipAsk QuestionDownload
Шаг 31: Готово к тестированию
Добавить TipAsk QuestionDownload
Шаг 32:
Добавить TipAsk ВопросЗагрузить
Шаг 33:
Добавить Подсказка Задать вопросЗагрузить
Шаг 34: Работает идеально
9 0006 Добавить TipAsk QuestionDownloadШаг 35: Время сделать некоторые детали
Добавить TipAsk QuestionDownload
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
Трубогиб.| Домой Модель Машинист двигателя
Миниогибочные губки Привет,
Я приложил PDF-файл оригинального документа г-на Кларка от модельного инженера 1956 года. Я не хотел публиковать ранее из соображений авторского права, но обнаружил, что нынешние владельцы журнала имеют авторские права только на опубликованные статьи, поскольку они принадлежат им, авторские права на статью, опубликованную ранее, вернулись к первоначальному автору и, если он пожелает, я убери это. Я считаю, что именно по этой причине Джон Том может публиковать проекты ME с эпохи до нынешних владельцев журнала.
В любом случае, перейдем к изготовлению челюстей для гибочного станка. Они сделаны из двух заготовок 3/4 дюйма (20 мм) на 3/8 дюйма (10 мм) и плоской заготовки длиной 1 3/4 дюйма (44 мм). Чтобы сделать полукруглые продольные вырезы для зажима, он предлагает установить их. на токарном станке поперечно сдвиньте бок о бок на подходящей насадке для увеличения высоты и с уплотнением 1/16 дюйма (я использовал 0,7 мм) между губками в продольном направлении, а затем и сверление с помощью установленного в патроне сверла 5/16 дюйма (8 мм).
Я сделал это иначе.Я склеил заготовки челюстей рядом с полосой тонкой нержавеющей стали между ними, затем я установил их вертикально в губках тисков моего фрезерного станка так, чтобы они были прижаты друг к другу и убедились, что они находятся в вертикальном положении. предотвратить их разрушение во время сверления. Затем я установил центр кулачков для просверливания в центре фрезы, используя «вигглер», просверливал точечное сверление и, наконец, использовал 8-миллиметровое сверло для просверливания до нужного размера. Я не пробурил пилотное бурение из-за того, что он настроен, это должно было быть все или ничего, и, к счастью, это было «все».Я, конечно, принял дополнительные меры предосторожности, потому что, несмотря на то, что я занимаюсь такими вещами с 1963 года, у меня все еще есть два хороших глаза, восемь рабочих пальцев и два больших пальца.
Посмотреть приложение 117526
Зажимы просверлены Обратите внимание на другие отверстия.
Находясь в патроне фрезерного станка, я также просверлил отверстие, которое является основой для выреза в неподвижной губке, чтобы можно было производить изгиб на 180 °. Я просверлил 3 отверстия для заклепок в этом рысканье и отверстие 1 x 10 мм для зажимного кулачка в подвижной губке Вы можете увидеть это на фотографиях выше и ниже
Посмотреть приложение 117527
Другой вид губок
Это более наглядно показано расположение отверстий в губках.Отходы были удалены из неподвижной губки, где можно увидеть длинное отверстие, чтобы образовалась ступенька для зазора трубки при повороте на 180 °, как упомянуто выше. как можно увидеть ниже. Будучи мазохистом, я использовал ножовку и напильники, чтобы убрать мусор. Мне нравится делать что-то вручную по нескольким причинам. Во-первых, мне нравятся тихие, нежные ритмы, связанные с ножовкой, опиливанием и т. Д., И они оба довольно просты, если вы используете правильные лезвия и класс напильника для выполняемой работы. Я очень рад вручную отрезать отрезок от круглого стержня диаметром 50 мм (2 дюйма) при изготовлении колес локомотива и сделать этот отрез точным, чтобы длина могла быть сокращена за один проход, как правило, иногда я могу немного отклониться, но Обычно это происходит потому, что мне не хочется менять слегка изношенное лезвие.
Такие упражнения также помогают предотвратить потерю мышечной массы, которая является частью старения и малоподвижного образа жизни. В процессе ножовки задействуются многие мышцы верхней части тела, а не только руки, и, конечно же, я делаю это стоя, поэтому мои мышцы ног получают небольшую тренировку, чтобы добавить к моей ходьбе. Сэкономил состояние на гонорарах в спортзале и занимался садоводством.
Вид приложения 117528
Вид, показывающий фиксированную губку, форма которой допускает изгиб на 180 °.
My Clarke также предлагает не использовать развертку, поскольку текстура, оставшаяся от укропа, поможет захвату губками.Я сделал пару втулок, чтобы в моем случае можно было разместить трубки диаметром 2 и 3 мм, и при необходимости сделаю больше. Их можно увидеть на картинке выше, и они просто подвергли латунь, оставив воротник, затем просверлили соответствующий размер, а затем продлили с обеих сторон. Прорезь проходит полностью вдоль одной стороны, но останавливается на расстоянии примерно 5 мм от конца с другой. Затем этот участок истончают, чтобы оставить примерно 2 мм материала. Я использовал младшую ножовку, чтобы разрезать прорези, так как я не беспокоился о настройке продольной пилы на моем фрезерном станке для такой небольшой работы.
Посмотреть приложение 117529
Изображение, показывающее шарнирный штифт, эксцентрик (в центре слева) и зажимную губку (вверху слева)
Чтобы прикрепить фиксированную губку к опорной плите тисков, я приклеил губку к опорной плите с помощью суперклея (цианакрилата) просверлил отверстия насквозь подходящим сверлом, затем просверлил размер резьбы для винтов M3 (для временной фиксации), используя мой саморез, чтобы обеспечить вертикальные резьбовые отверстия, а затем закрепил винтами с потайной головкой M3. Зажимная губка была немного сложнее, так как центр отверстия основан на эксцентрике в кулачке, а не на отверстии в самой губке.Я сделал это путем легкого зажима незакрепленной губки на месте с кулачком, установленным в отверстии в наборе губок, непосредственно перед приложением полного зажимного давления. Мне нужно было найти центр этого эксцентричного отверстия в опорной плите, и я не знал, как это сделать, и я уверен, что большинство из вас знает какой-нибудь метод. Что я сделал, так это то, что пока все было зажато на месте, я сделал отрезок латуни, чтобы он соответствовал эксцентриковому отверстию, и просверлил отверстие 1,6 мм по центру, чтобы приспособить старую иглу граммофона (из которых у меня есть несколько, чтобы сделать сменные концевые скрайберы, и работают на удивление хорошо).Латунь вставляли в эксцентрическое отверстие, вставляли иглу граммофона и ударяли молотком по центру отверстия. Я рад сообщить, что ни одна игла граммофона не была повреждена или иным образом повреждена при изготовлении этой гибочной машины.
Вот и все, что можно сказать о создании челюстей. Я все еще жду заклепки из мягкого железа с потайной головкой, вы не поверите, как их сложно найти. Возможно, мне придется обойтись самодельными латунными, которые будут достаточно прочными для такого легкого зажима.Если что-то нуждается в разъяснении, дайте мне знать, и я сделаю все возможное, чтобы угодить!
Знакомство с различными методами гибки труб
Автор: Сирикит Хиясмин Элебаран
Благодаря асимметричной конструкции трубы можно изгибать до определенных радиусов. Гнутые трубы должны соответствовать точным спецификациям, чтобы точно соответствовать своему назначению. Однако добиться идеального изгиба в одно мгновение невозможно. Подрядчик, не имеющий большого опыта, может столкнуться с ошибками, которые могут привести к повреждению трубы или волнам.Небольшая ошибка может вызвать проблему, независимо от того, предназначена ли труба для оборудования или для транспортировки жидкости и воздуха.
В идеале изгиб трубы должен выполняться осторожно. В противном случае материал станет толще, что приведет к складкам, или станет тоньше, что приведет к его разрушению.
Различные методы гибки труб и труб
Существует четыре типа труб и методов гибки труб. Позвольте нам помочь вам понять каждый процесс, чтобы помочь вам найти правильный метод при его выполнении.
Ротационная гибка с вытяжкой
Ротационная гибка с вытяжкой обычно используется для труб с толстыми стенками.Это обеспечивает больший контроль, поскольку оправки и матрицы находятся внутри трубы для поддержки. Это предотвращает возможное образование складок на внутренней стенке крутого изгиба. Это также может помочь вам добиться резких изгибов или небольших допусков на размеры.
Ротационная гибка с вытяжкой идеально подходит для применений, требующих эстетичного внешнего вида труб.
Компрессионная гибка
В процессе гибки под сжатием используется матрица компрессора, также известная как ведомый блок, или ролик. Трубка зажимается в задней точке касания.Из-за своей простоты это распространенный метод, используемый в строительной отрасли. Однако он не сможет выполнять изгибы с малым радиусом, потому что это может привести к изгибу или поломке труб.
Индукционная гибка
Индукционная гибка позволяет выполнять многократную или трехмерную гибку. При этом индукционная катушка размещается вокруг участка, в котором труба должна быть изогнута. Затем он нагревается до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 ° C). Давление изгиба сосредоточено на нагретой части для достижения необходимой точности радиуса.
Валковая гибка
Трехвалковая гибка методом выталкивания (TRPB) является наиболее часто используемым методом. Труба помещается в машину с тремя роликами (также называемыми зажимными приспособлениями), постепенно увеличивая давление. Процесс необходимо повторить несколько раз, пока не будет достигнут заданный радиус.
Walters Оптовая торговля: услуги по гибке труб
Развитие технологий помогло профессионалам безупречно выполнять гибку труб. Количество доработок было уменьшено из-за плохо выполненного процесса.Также приятно, что есть несколько компаний, которые предлагают услуги по гибке труб, а не делают это в одиночку. Возьмем, к примеру, услуги по гибке труб Walters Wholesale.
Специальные методы и приемы, используемые Walters Wholesale, позволяют вам воспользоваться многочисленными преимуществами:
1. Поддерживаемая прочность : Walters следит за тем, чтобы трубы постепенно изгибались, чтобы форма, качество и точность никогда не ухудшались.
2. Избегаемые деформации : Процедура гибки трубы требует строгой оценки, профессионализма и опыта.В Walters Wholesale вам гарантируется, что наше подразделение по гибке труб сможет достичь заданного радиуса с максимальной точностью, избегая волнистости и деформации.
3 . Разнообразные конструкции гибки труб : Walters ’использует совершенно новый Greenlee AutoBend 3D, который в 8 раз быстрее, чем любые традиционные гибочные станки. Он также не требует ручной маркировки и измерения и может даже сгибать трубу до 4 дюймов.
Ощутите революцию в области гибки в Walters Wholesale. Ускорьте всю процедуру, устраните поврежденные трубы и повысьте продуктивность вашей команды с нашей помощью.
Теги: гибка труб сборная сборная гибка ротационная вытяжная гибка компрессионная гибка индукционная гибка валковая гибка Greenlee Autobend электрическая; электрик
Использование трубогибов | Форум сообщества Screwfix
Я обычно избегаю их использования из-за стоимости и количества использования, которое они увидят.Мне нужно сделать несколько смещений, и, поскольку он также проходит вокруг различных других поворотов, поэтому купил несколько дешевых прочно построенных. Лучше не сказать были откуда. Хорошо известный магазин DIY, который продавал приличные инструменты в прошлом, когда они находились под первоначальным управлением.Не знаю, как их лучше использовать, поэтому посмотрел YouTube. Затем поинтересовался растяжением трубы и тем фактом, что центральная линия трубы глубоко заглублена внутри квадранта. Посмотрел дальше и оказался pdf. Идея простая. Отметьте трубу там, где она входит в квадрант.Легко увидеть и сделать. PDF дал много смещений с разными углами, так что это был случай пометки необходимого измерения и уменьшения длины, сделав еще одну отметку через смещения и поместив ее в гибочный станок.
У меня другой трубогиб. Я взял кусок трубы, вставил его в изгиб и отметил, где он входит в квадрант, а затем осторожно изогнул его на 90 градусов. Затем измерили расстояние от отметки до центральной линии трубы после изгиба. Выходит на 60 мм.Допустим, центральная линия трубы после изгиба на 90 градусов должна быть на расстоянии 200 мм от начала трубы. Сделайте отметку 200-60 мм = 140 мм от конца трубы. Расположите это так, чтобы оно было прямо перед тем, как труба входит в квадрант, и согните его. Вылезет правильно. Эта же отметка может быть использована для втыкания трубы обратно в трубогиб, если это необходимо.
Та же идея работает с другими углами. Скажем, смещение 45 градусов. Вместо этого используйте 60/2 = 30 мм. Отметьте положение центральной линии, в котором нужно закончить следующий изгиб обычным способом, затем примените смещение и используйте его для определения местоположения в гибочном устройстве.
Это немного отличается от того, как все видео, которые я видел, предлагали это сделать. Похоже, это пришло от одного водопроводчика на пенсии, который сказал другому забыть, что они делают, и сделать это таким образом. Проходить. Может быть новым для некоторых или довольно распространенной идеей. Пока что для меня это было правильно.
Иоанна
—
Общие вопросы о PENUP
PENUP — это уникальная социальная сеть, которая позволяет пользователям делиться рисунками и произведениями друг друга и просматривать их.Даже если вы не являетесь профессиональным художником, вы можете научиться рисовать в меню «Советы по рисованию» или просматривая работы других пользователей. Вы также можете установить рисунки других пользователей в качестве обоев и рисовать прямо на телефоне с помощью S Pen.
PENUP предустановлен на многих телефонах Galaxy, и вы также можете загрузить его из Play Store. Открыв приложение, вы можете легко зарегистрировать в PENUP , используя свою учетную запись Samsung, Facebook, Google или Twitter.
Какой минимальный возраст для регистрации?
Для использования PENUP вам должно быть не менее 13 лет. Однако пользователи младше 13 лет могут зарегистрироваться с согласия родителей.
Как мне общаться с другими?
Когда вы видите понравившееся произведение искусства, вы можете оставлять в комментариях комплименты или другие обнадеживающие сообщения.Вы также можете «Любимые» работы или репостить их. Если вы хотите узнать больше о пользователе, нажмите на его имя, чтобы просмотреть страницу его профиля. На странице его профиля вы можете просмотреть всю коллекцию этого пользователя или оставить комментарии в его фанбуке. Вы также можете подписаться на пользователя, чтобы получать от него последние обновления в своей ленте.
Моя лента состоит из ваших рисунков, рисунков пользователей, на которых вы подписаны, а также избранных или популярных произведений искусства.
Что такое Зал славы?
Каждый месяц администраторы PENUP выбирают пользователей с уникальными художественными талантами и демонстрируют их в Зале славы.Проведите пальцем до, а затем нажмите ПРОСМОТРЕТЬ ВСЕ рядом с Залом Славы, чтобы увидеть всех предыдущих артистов Зала славы.
Могу ли я поделиться иллюстрациями с другими приложениями или службами?
Публикуя новую работу, вы также можете разместить ее в своей учетной записи Facebook или Twitter, выбрав соответствующие значки внизу страницы. Эту функцию совместного использования также можно включить по умолчанию в вашем профиле. Вы можете легко поделиться предыдущими работами на других сервисах, выбрав их и нажав кнопку Поделиться .
Как использовать функцию обоев?
Вы можете установить свои любимые произведения искусства в качестве обоев для телефона. Просто выберите рисунок или картину, которую хотите использовать в качестве обоев, и затем нажмите Дополнительные параметры . Нажмите Установить как обои , а затем выберите, где вы хотите отображать обои.
Коллекция — это галерея ваших работ.Вы можете собирать свои собственные произведения искусства и смотреть слайд-шоу своих коллекций. При размещении нового произведения будет возможность выбрать, в какую коллекцию он войдет. Вы можете просмотреть свои коллекции, коснувшись изображения профиля, а затем коснувшись вкладки КОЛЛЕКЦИИ .
Как мне подписаться на других пользователей?
Вы можете подписаться на пользователя, нажав кнопку Follow в профиле пользователя.Кроме того, вы также можете следить за тегами, коснувшись значка с двумя кольцами.
Где можно посмотреть популярные произведения искусства?
Популярные работы и исполнители отображаются на вкладке «Главная». Популярность оценивается по количеству просмотров, комментариев и лайков.
Какие изображения или действия запрещены в PENUP?
Следующие рисунки и поведение запрещены, поэтому PENUP может доставить удовольствие всем:
Изображение обнаженного тела или материалы откровенно сексуального характера.
Непристойные знаки, язык и изображения.
Изображения раненых людей, животных и персонажей.
Нарушения прав интеллектуальной собственности.
Выдача себя за других и оскорбление личности.
Материалы, вредные для несовершеннолетних.
Реклама наркотиков, оружия, алкоголя или курения.
Контент, поощряющий или поощряющий преступность.
Контент, поощряющий терроризм, расизм и / или пиратство.
Что делать, если я увижу неподходящий материал?
Если вы обнаружите неприемлемую иллюстрацию, нажмите Дополнительные параметры на странице сведений об иллюстрации, а затем нажмите Отметить содержимое . Команда PENUP рассмотрит обложку и решит, следует ли ее удалить.
Могу ли я заблокировать определенного пользователя?
Если вы не хотите получать уведомления о сообщениях или обновлениях пользователя, нажмите Дополнительные параметры на странице профиля пользователя, а затем выберите Заблокировать пользователя . Все изображения и комментарии, размещенные пользователем, будут скрыты. Вы можете разблокировать пользователя в меню «Настройки».
Как я могу сообщить о неуместном комментарии?
Если вы обнаружите неприемлемый комментарий, нажмите Дополнительные параметры в правом верхнем углу комментария, а затем нажмите Отметить содержимое .Команда PENUP рассмотрит помеченный комментарий и решит, следует ли его удалить.
Если вам не нужно приложение PENUP, вы можете удалить его, как любое другое приложение. Вы также можете выйти из системы или окончательно удалить свою учетную запись PENUP, если хотите.
Могу ли я отключить автоматические обновления для PENUP?
Автоматические обновления обрабатываются Play Store.На своем телефоне перейдите на страницу PENUP в Play Store. Затем коснитесь Дополнительные параметры и снимите флажок рядом с «Включить автоматическое обновление».
Могу ли я отключить уведомления для PENUP?
Да, можно. На главной вкладке PENUP нажмите Дополнительные параметры , а затем нажмите Настройки . Нажмите Уведомления , а затем нажмите ползунок , чтобы включить или отключить уведомления.
Могу ли я использовать PENUP в альбомном режиме?
Большой экран вашего Galaxy Tablet идеально подходит для рисования в любой ориентации. Убедитесь, что Автоповорот включен. , а затем просто поверните планшет в удобное положение. Пейзажный режим не поддерживается на телефонах Galaxy.
Ролик для труб
Викторина по закону синусов и косинусов pdf
Стоимость обучения в Университете штата Пенсильвания, осень 2020
Half Pipe — это стальные американские горки с шаттлом, расположенные в Elitch Gardens в Денвере, штат Колорадо, а ранее в Särkänniemi в Тампере, Финляндия.В этом уроке мы узнаем, как сделать ролики для очистки труб. Сначала скрепите вместе 3 чистящих средства для труб, затем заплетите или скрутите их вместе. Это все, что вам нужно сделать, чтобы сделать основной очиститель! Используйте очистители для проволоки, чтобы отрезать разные размеры, в зависимости от того, для чего они вам нужны. Обязательно закрепите концы изолентой, чтобы не ткнуть себя острыми концами проволоки очистителя труб. Просто … Получите трубный каток по лучшей цене с учетом технических характеристик продукта. Перечисленные производители, поставщики, дилеры и экспортеры трубных роликов предлагают лучшие предложения по трубным роликам в вашем ближайшем месте.
Ragdoll kittens buffalo ny
Ролики и роликовые опоры Eaton серии B-Line предназначены для компенсации продольных перемещений из-за расширения или сжатия как изолированной, так и неизолированной трубы. Изготовленные из углеродистой стали с чугунными роликами, трубные ролики доступны в различных вариантах отделки. Фитинги труб. Steel Supply, L.P. располагает полным ассортиментом промышленной трубопроводной арматуры. Будь то сварные фитинги, фланцы или клапаны, которые вам нужны, у нас есть все.Многие фитинги изготавливаются из углеродистой, кованой, нержавеющей и алюминиевой стали. www.ljwelding.com. 5-тонные трубопроводные ролики (трубные ролики или трубный ролик … 3264 x 2448 jpeg 2976 КБ. Трубные ролики (шлифованные) — Специальная служба снабжения трубопроводов. 500 x 375 jpeg 52 КБ.
Кобура Kimber 1911 для бедер
Free-spinning Гравитационные ролики повышают скорость упаковки. Центры роликов 3 дюйма. Соединяют стальные рамы вместе для увеличения длины пробега. Гравитационные ролики диаметром 1 3/8 дюйма — для легких продуктов и упаковки.Стальная рама 12-го калибра. Гравитационные катки диаметром 1,9 дюйма — для тяжелых громоздких предметов. Стальная рама 10-го калибра. Водопроводная труба, роликовая труба, указательный столб, сваи и труба для просверливания дорожных отверстий — наружный диаметр от 6 5/8 дюйма до 96 дюймов. ПРЕДУПРЕЖДЕНИЕ. продукт указан на этой странице, и он будет в наличии, когда вы позвоните. Это СПЕЦИАЛЬНЫЕ СКИДКИ, с ОГРАНИЧЕННЫМИ количествами, и они продаются при ПЕРВОЙ ПОДАЧЕ, ПЕРВОЙ ПОДАЧЕ!
Заполните приведенную ниже таблицу, указав правильную формулу для каждого соединения. сформированный из перечисленных
Внешние ролики удерживают резак выровненным на трубе, обеспечивая каждый раз квадратный разрез.Лезвия инструмента с твердосплавными наконечниками для ПВХ долговечны и проникают до толщины стенки до 2 дюймов. Каждый резак для ПВХ также может производить скос под углом 15 ° с обеих сторон пропила. Компания Reed разработала лезвие из закаленной инструментальной стали для резки …
Разрешить надежные местоположения в моей сети не рекомендуется, выделено серым цветом
Водопроводная труба, роликовая труба, указательный столб, труба для забивки свай и дорожного отверстия — от 6 5/8 «до 96» ВНИМАНИЕ: Не думайте, что только потому, что продукт указан на этой странице, он будет в наличии, когда вы позвоните.Это СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ, с ОГРАНИЧЕННЫМИ количествами, и они продаются при ПЕРВОЙ ПОДАЧЕ, ПЕРВОЙ ПОДАЧЕ! Трубопроводные ролики и роликовые опоры Eaton серии B-Line предназначены для компенсации продольного перемещения из-за расширения или сжатия как изолированной, так и неизолированной трубы. Изготовленные из углеродистой стали с чугунными роликами, трубные ролики доступны в различных вариантах отделки.
Дизайн страницы кошелька для веб-сайта
Мой поролоновый валик почти изношен, и я не знаю, стоит ли мне купить еще один (черный с высокой плотностью) или просто взять трубу из ПВХ? Этот прочный ролик для труб производит выхлопные трубы, рулонные дуги и многое другое! Ролик для трубок подходит для труб диаметром от 3/4 дюйма.до 2 дюймов в диаметре. Особенности включают в себя постепенное изгибание для точного управления и получения точной желаемой кривой. Этот универсальный трубогиб — отличное дополнение к гаражу или мастерской любого слесаря или автомобильного специалиста!
Opendns review
Маленький малярный валик для труб диаметром до 60 мм. Для окраски закругленных поверхностей, например труб, используйте валик со средней высотой ворса 13 мм. Идеально подходит для нанесения всех красок или лаков на трубы диаметром до 60 мм. На главную / Инженерное оборудование / Трубогибы / Ролики.Категории товаров. Отображаются все 2 результата Трубогибы MAC AFRIC Электрическая трубогибочная и вальцегибочная машина …
Какая электромагнитная волна используется для доплеровского радара и для передачи информации_
Трубная стойка с роликовым наконечником, диаметр трубы от 1/8 до 12 дюймов, общая высота 32 дюйма до 55 дюймов, грузоподъемность Ridgid 56672 — это высокая трубная стойка с роликовым днищем. Эта стойка регулируется по высоте от 32 дюймов до … Стандартные роликовые системы для труб Стандартные роликовые системы для труб доступны для газопроводов, электрических трубопроводов, трубопроводов охлажденной воды, трубопроводов для конденсата, воздуховодов, а также стендов для оборудования для кондиционирования воздуха.
360 макро скачать
MIDCO со штаб-квартирой в Онстеде, штат Мичиган, является ведущим в отрасли производителем качественных трубных домкратов, универсальных трубных домкратов, регулируемых роликовых опор, настольных роликовых стоек, позиционирования труб, перемещения труб, опор для труб, погрузочно-разгрузочных работ тележки, домкраты и запчасти. 31 октября 2017 г. · ПОЛНЫЙ АССОРТИМЕНТ ТРУБОПРОВОДОВ И НОМИНАЛЬНАЯ НАГРУЗКА Purple Engineering — крупнейший дистрибьютор трубных стоек в Австралии. Мы предоставляем подставки для труб с различной номинальной нагрузкой, сертификатами, роликовыми головками и направлениями роликов. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: подставка для труб с регулируемой высотой 8000 фунтов SHD-750
Признаки того, что кто-то думает о вас как о сексуально духовном
За последние 30 лет компания Dubai Coast Trading имеет был вовлечен в импорт и экспорт всех типов оборудования, инструментов для мастерских, оборудования для обеспечения безопасности, палаток и брезентовых покрытий.Трубные ролики и опоры для труб Трубные ролики и роликовые опоры Все размеры в таблицах и на чертежах указаны в дюймах. Размеры, указанные в скобках, указаны в миллиметрах, если не указано иное. 105 Примечания: При использовании D.I. размеры трубы см. на стр. 295. Неметаллические ролики с хомутом и крепежом из нержавеющей стали доступны для большинства размеров …
Размеры корпуса Xbox 360
Этот сверхмощный полиуретановый ролик для труб используется для подвешивания трубопроводов природного газа и электрических линий.Этот неискрящий компонент с высокой нагрузкой также является отличным изолятором. Компоненты из полиуретана используются в нефтяной и электротехнической промышленности, поскольку он превосходит другие материалы, такие как пластик, резина и сталь. Floppy Tobacco Shop, специалисты по культуре курения The Floppy Tobacco Shop предлагает своим покупателям широкий ассортимент трубок, табачных изделий, зажигалок, сигар, курительных принадлежностей. Корпорация Маклан. С 1975 года Maclan поставляет высококачественные уретановые и резиновые изделия для различных отраслей промышленности.Мы производим новые колеса для американских горок, меняем футеровку бывших в употреблении колес для американских горок и изготавливаем по индивидуальному заказу различные продукты для горнодобывающей промышленности. Каталог производителей трубных роликов ☆ 3 миллиона глобальных импортеров и экспортеров ☆ трубных роликовых поставщиков, производителей, оптовиков, продавцов трубных роликов, трейдеров, экспортеров и дистрибьюторов из … Ролики серии ERS; Комплекты для перемещения оборудования; Hilman Tri-Glide; Гидравлические домкраты с носком; Индивидуальные ролики; Комплекты роликовых такелажных устройств KRS; Индивидуальные ролики в стиле NT; Индивидуальные ролики в стиле ОТ; Поворотные столы серии OT, NT; Омни-Скейт; Части; Отдельные катки серий RS и FT; Комплекты роликовых такелажных устройств RS; Индивидуальные катки SHD; Индивидуальные ролики в стиле Т; Все …
Zuchu tanzania video
Роликовые коньки для всей семьи.