Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
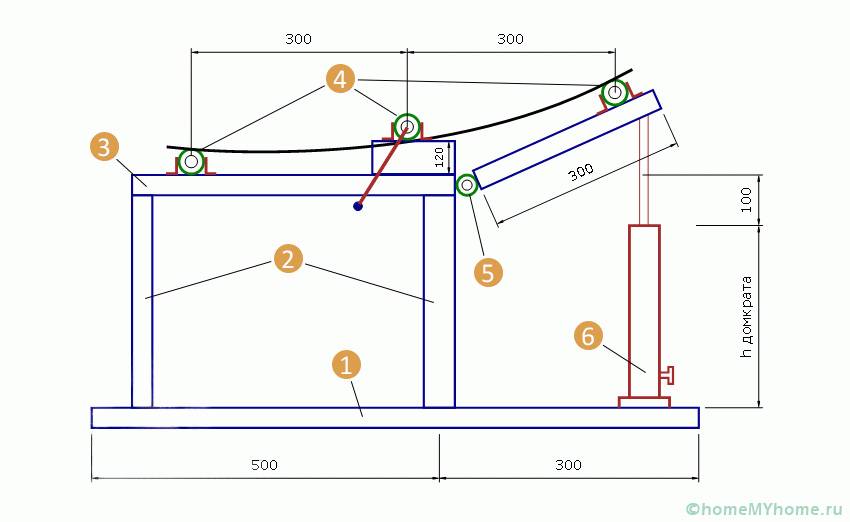
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей.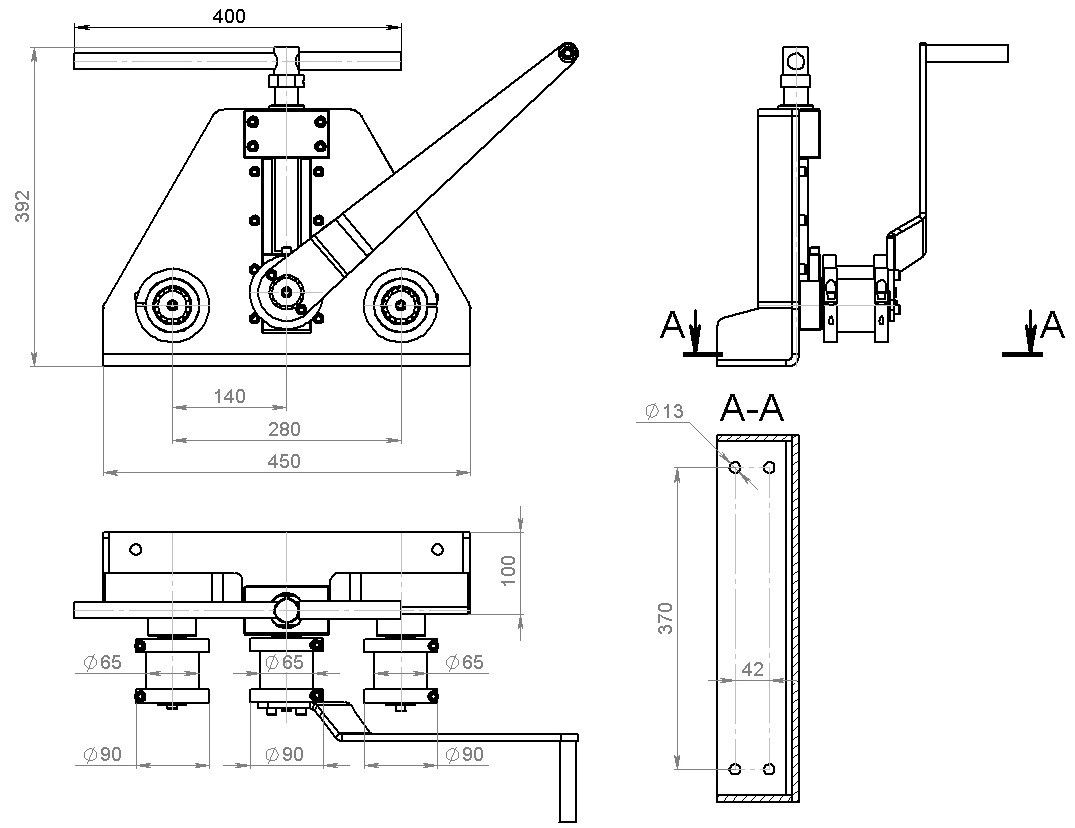
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка… ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕТрубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.


Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
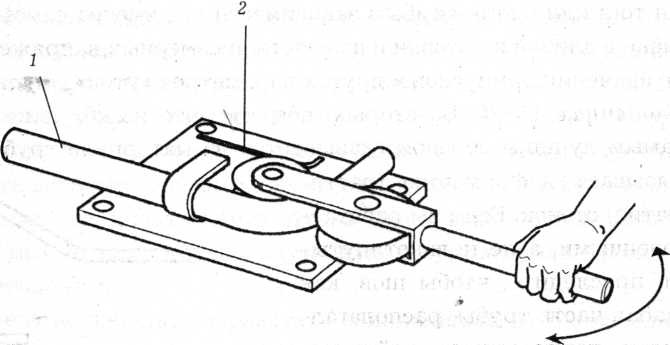
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
 Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
 youtube.com/embed/hJgqtSU2a20?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/hJgqtSU2a20?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
 youtube.com/embed/7SUtYQ8Dct8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/7SUtYQ8Dct8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
About sposport
View all posts by sposport
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
 Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
 youtube.com/embed/9FbWU2QtmG0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/9FbWU2QtmG0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей.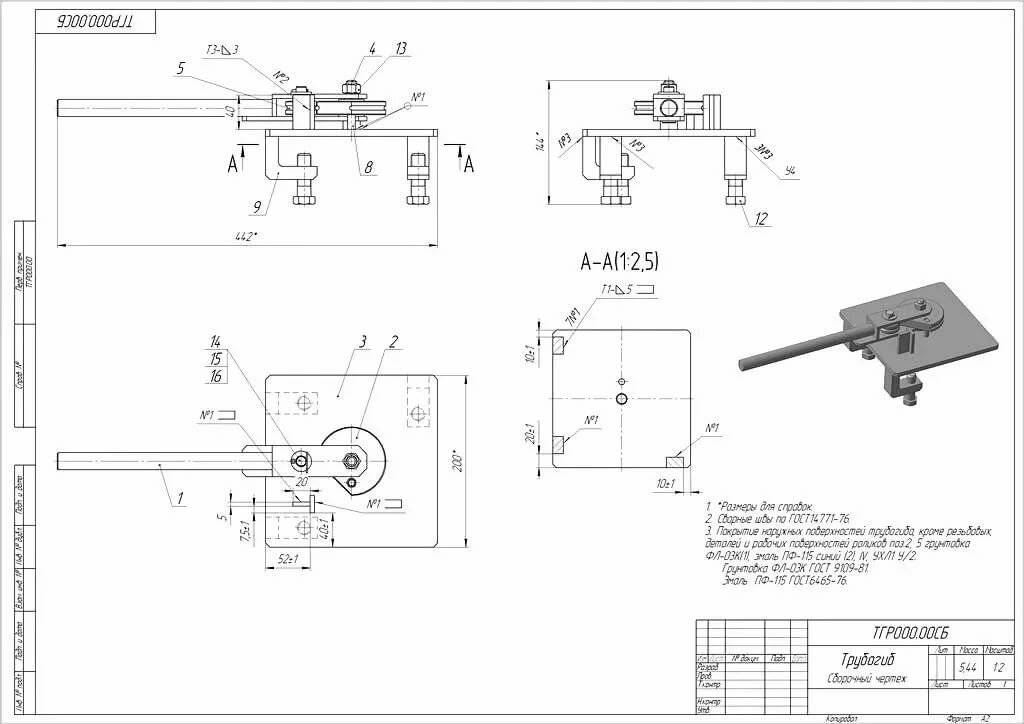 Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Как изготовить трубогиб для профильной трубы своими руками
Автор aquatic На чтение 7 мин. Просмотров 5.8k. Обновлено
При монтаже большинства металлических конструкций требуется сгибание труб под разным углом. Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Самостоятельно изготовленный прибор поможет придать изделию любую форму
Как устроен трубогибМеталлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Полезная информация! Для подбора трубогиба нужно учитывать не только сечение изделия, но и его профиль. Простые круглые трубы поддаются сгибанию гораздо легче профильных. Последние при неправильном подходе могу значительно деформироваться или даже сломаться.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Прежде, чем взаться за изготовление самодельного трубогиба для круглой трубы или профиля, нужно понять принцип действия прибора. Действие механизма основано на прокатке или вальцовке. Этот принцип помогает исключить риск случайно деформации и перелома материала. Для придания металлу нужной формы, его вставляют между валами и проворачивают ручку прибора. В результате должен получиться заданный изгиб.
Меняя валики, можно добиться разного изгиба
Трубогиб своими руками для профильной трубы: виды приборовПриборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Ручной трубогибОбратите внимание! Неправильное использование станка может привести к изменению внутреннего диаметра труб, сминанию поверхности и изменению толщины стенок.
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический приборЭто устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемыСамое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Модель №1 – прокатнаяПолезная информация! Металлические части конструкции нужно тщательно смазывать для защиты от ржавчины. Можно предусмотреть даже специальный отсек для автоматической подачи смазки.
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.
Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Совет! Прикручивая детали, нужно ориентироваться на диаметр трубы. Она должна легко вставляться и фиксироваться.
Результат на фото:
Образец модели
Модель №3Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.

Совет! Если вручную не хватает сил выполнить нужный изгиб, можно использовать лебёдку.
Результат работы:
Трубогиб из фанеры
Применение гидравликиДля гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
Видео: ручной самодельный трубогиб своими руками для профильной трубыДля сооружения прибора сгибания труб можно использовать готовые чертежи. Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
Рекомендации профессионалов- Для сгибания металлопрокат нужно нагреть, особенно с внешней стороны диаметра.
Нагреть трубу можно газовой горелкой
- Чтобы предотвратить деформацию, трубу перед сгибанием нужно заполнить песком.

Песок не позволит трубе переломиться
- Не уверен в результате – не берись. Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Вполне реально выполнить несложное устройство для сгибания металлопроката своими руками. Если необходимо изготовить сложную по конфигурации металлическую конструкцию, лучше воспользоваться прокатным методом. Для пары-тройки простых изгибов подойдёт приспособление с использованием крюков.
С помощью трубогиба можно получить любую форму
Стоит помнить, что неправильное соотношение усилия и чрезмерная торопливость может привести к непоправимой деформации материала.
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.
Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибов Ercolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, касательная вперед трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы.Матрица для встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания. Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для знаков, специальные детали транспортных средств, такие как каркасы, щетки и т. Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные машины, которые могут производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina привнесла новшества и изменила рынок, предлагая быструю и стабильную качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются экономичные решения для конкуренции на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станокErcolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды с разными сроками, чтобы удовлетворить ваши требования.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь, чтобы определить, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
Трубогибы — Металлообработка
В Baileigh мы являемся экспертами в области трубогибов с более чем 15-летним опытом инноваций. Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Что отличает наши трубогибы от трубогибов? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Ручные роторные ленточнопильные станки Посмотреть все
Нужно изготавливать единичные детали? Выбирайте недорогой ручной трубогиб. Наша конструкция позволяет изгибать трубу на 180 °, не перемещая фиксирующие штифты.Эти гибочные станки начального уровня имеют стальную или чугунную раму. Подробнее о Ручные ротационные ленточнопильные машины
Гидравлические роторные ленточнопильные станки Просмотреть все
Сделанные в США, наши гидравлические трубогибы позволяют выполнять производственные партии поручней, шасси, каркасов безопасности и многого другого. Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине. Подробнее о Гидравлический ротационный ленточнопильный станок
Наш автомобильный глушитель включает полный набор инструментов для гибки, развальцовки, развальцовки и обжатия труб глушителя.Эта машина может сократить аутсорсинг и увеличить прибыль вашей автомастерской. Подробнее о Выхлопные трубы
Изготовленный из тяжелой стали, каждый станок для гибки труб на оправке Baileigh может сгибать тонкостенные трубы с получением малых радиусов. Наша линия варьируется от небольших ручных моделей до автоматических станков для гибки оправок для промышленного производства. Узнать больше о Станки для гибки стержней
Узнать больше о Станки для гибки стержней
Вальцегибочные станки позволяют создавать широкие изгибы с большим радиусом.Мы предлагаем ручные вальцегибочные станки (для малых диаметров), гидравлические вальцегибочные станки (большие и толстые трубы) и вальцегибочные станки с ЧПУ (сложные гибы и высокая производительность). Подробнее о Вальцегибочные машины
Трубогибы — Станки Bud’s
Сгибание или придание формы трубам или трубам различной формы требует использования специальных гибочных станков. Bud’s Machine Tools предлагает широкий выбор гибочных станков марок BMT и Ercolina для удовлетворения ваших потребностей.Эти машины хорошо работают с круглыми, квадратными или прямоугольными профилями.
Мы продаем трубогибы нескольких типов, в том числе топогибы, роторные волочильные станки и трубогибы на оправке. Независимо от того, делаете ли вы простую деталь с одним изгибом или формируете более сложную форму с несколькими изгибами, у нас есть подходящий станок для вашей работы.
Базовый процесс гибки включает приложение механической силы к исходной трубе или трубе, прижимая ее к матрице для образования изгиба с желаемым радиусом.Этот процесс может привести к некоторой деформации трубы, часто приводящей к овальному поперечному сечению.
Ротационные волочильные машины очень популярны, потому что они создают эстетически приятные изгибы с помощью специального инструмента или штампов. Инструмент помогает поддерживать постоянный радиус центральной линии, что приводит к точному изгибу. Ротационные вытяжные машины полезны при изготовлении сложных деталей, имеющих несколько изгибов.
При использовании трубогиба на оправке стальной стержень или шарнирный шарнир вставляется внутрь трубы, пока она изгибается, чтобы обеспечить дополнительную поддержку материала. Эта дополнительная опора предотвращает деформацию материала.
Эта дополнительная опора предотвращает деформацию материала.
Что касается станков (да, мы сказали, что станки), эти зачастую скромные трубогибы предоставляют невероятные возможности в руки самых маленьких мастерских. в земле. Посмотрим правде в глаза, ребята, покупка некоторых из этих трубогибов и трубогибов меньшего размера не стоит королевского выкупа. То, что они делают, просто дает вам наибольшую отдачу, когда дело доходит до универсальности этих машин, по сравнению практически с любой другой машиной, о которой вы можете подумать.
Для производственных цехов, больших или малых, владение одним или несколькими из этих гибочных станков является находкой для компаний, которые будут использовать их каждый день. Когда его спросили о важности этого типа оборудования, один из наших бывших продавцов прокомментировал: «Если бы у меня был магазин, где мне приходилось выполнять много трубных и трубных работ, у меня была бы хотя бы одна из этих машин».
Теперь, в зависимости от того, сколько работы вы потратите, это будет главным решающим фактором при выборе того, насколько сложную машину вам следует покупать.Читайте дальше, чтобы узнать, насколько изощренными они могут стать, а по-прежнему стоит небольших денег!
Что я могу получить за свои деньги в трубогибе? Это будет звучать как своего рода аплодисменты для трубогибов. Дело в том, что при небольших инвестициях вы можете получить столько производственных мощностей, сколько можете себе позволить. В настоящее время у нас доступно более десятка различных моделей машин. Пару самых маленьких машин называют настольными.Несмотря на то, что они монтируются на скамейке (или фактически являются переносными), производительность этих небольших трубогибов по-прежнему находится в диапазоне от ¼ «до 1 steel» стальных или цветных труб. Это довольно хороший диапазон производительности для самого маленького из этих трубогибов.
На большом пределе мощности эти автономные машины могут легко работать с трубой или трубой 4 «. Whoa , с емкостью 4″, мы все могли бы создавать профессиональные выхлопные системы в стиле гоночных автомобилей по выходным в наших гаражах и продавать их нашим друзья.А если серьезно, ребята, эти трубогибы новой конструкции действительно работают в производственном отделе.
Мы упомянули «новый дизайн» — все трубогибы, которые мы продаем, имеют либо конструкцию с роторной тягой, либо конструкцию с верхним изгибом, либо даже конструкцию с вращающейся тягой с верхним изгибом. Любая из этих конструкций (фактически, все эти конструкции) считается намного лучше, чем старые устаревшие машины с поршневым двигателем прошлого.
Что является воплощением трубогибов?В верхней части шкалы вы обнаружите, что эти гибочные станки стали конструкцией разложенной конструкции, поскольку большинство из них будут (и будут) работать с 20-футовыми трубами.Теперь у вас есть гибочный станок, который работает с 20 футовыми колонтитулами, управляется ЧПУ, может принимать до 100 программ, с десятью гибками на программу в своей памяти. Эти машины поставляются с 6-дюймовым сенсорным экраном для управления и программирования, который обычно расположен на отдельной панели управления. Эти машины обычно оснащены гибкой с регулируемой скоростью и дополнительным гидравлическим зажимом.
Опять же, для небольших инвестиций по сравнению с Стоимость других станков, ваш новый трубогиб может работать в 3-х осевом режиме с показаниями УЦИ как для линейного, так и для вращательного направления.Эти гибочные станки также могут быть оборудованы на этом уровне, чтобы иметь полностью программируемую последовательность изгиба и полностью автоматический отвод оправки.
У кого есть опыт и знания в области гибки труб? Этот ответ — Bud’s Machine Tools в Солт-Лейк-Сити, штат Юта. Наш опыт работы с этими типами гибочных станков восходит к нашему началу. Мы регулярно храним эти машины на складе и обладаем знаниями и опытом, чтобы порекомендовать подходящую машину с первого раза.У нас есть дежурный опытный обслуживающий персонал, который может установить вашу новую (или бывшую в употреблении) машину и при необходимости провести на ней обучение. Наш отдел запчастей готов оперативно и профессионально отреагировать на ваши потребности. Ответ — «Станки Бада», потому что у нас всегда — и всегда будет — ставить наших клиентов на первое место!
Мы регулярно храним эти машины на складе и обладаем знаниями и опытом, чтобы порекомендовать подходящую машину с первого раза.У нас есть дежурный опытный обслуживающий персонал, который может установить вашу новую (или бывшую в употреблении) машину и при необходимости провести на ней обучение. Наш отдел запчастей готов оперативно и профессионально отреагировать на ваши потребности. Ответ — «Станки Бада», потому что у нас всегда — и всегда будет — ставить наших клиентов на первое место!
Описание 5 основных компонентов гибочного инструмента
При первом подходе к инструменту для гибки необходимо иметь представление о гибке в целом, а также о различных компонентах, которые используются в этой задаче.Каждый компонент способствует успеху операции, но основные компоненты включают гибочную матрицу, зажимную матрицу, нажимную матрицу, грязесъемную матрицу и оправку. Однако, прежде чем мы углубимся в каждый из этих конкретных компонентов инструмента, давайте рассмотрим некоторые основы гибки труб в целом.
Труба и гибка труб в простейшем виде — это любой процесс изменения формы части трубы или трубы. Гибка труб и труб выполняется таким образом, чтобы их можно было подогнать к определенным машинам, как часть более крупного целого, например, в выхлопной системе, или в определенных средах, таких как трубы, которые используются под землей для переноса материала из одной точки в другую.
Трубы и трубы можно найти в широком диапазоне применений и почти во всех отраслях промышленности. Однако одними из наиболее распространенных применений являются автомобильные системы (выхлопные системы, подголовники и т. Д.).
Каждый компонент инструмента, который мы рассмотрим позже, необходим для достижения правильного изгиба для любого конечного применения. Каждый компонент играет жизненно важную роль в том, как изгибается кусок трубы или трубки .
Как изгибаются трубы и трубы? Трубку и трубу можно гнуть вручную, но это не очень распространено. Две основные причины, по которым гибка вручную является непопулярным решением, — это непостоянство и сложность масштабирования.
Две основные причины, по которым гибка вручную является непопулярным решением, — это непостоянство и сложность масштабирования.
Гораздо более распространена гибка труб и труб, выполняемая на станках. Некоторые гибочные станки полагаются на сотрудников, которые используют станок, настраивают инструмент и управляют станком вручную, но все чаще компании выбирают обработку с ЧПУ.
ЧПУ, числовое программное управление, обработка более последовательна, чем машины с приводом от человека. Станки с ЧПУ также могут помочь в выполнении расчетов.Кроме того, станки с ЧПУ помогают избежать путаницы в том, какой метод гибки использовать в данных обстоятельствах.
Существует множество методов сгибания труб, и использование неправильного из них может принести больше вреда, чем пользы. Даже обученные и опытные рабочие могут совершать ошибки в процессе, который они используют, или при физическом выполнении изгиба. Таким образом, даже владельцы и менеджеры, у которых есть квалифицированные сотрудники, захотят использовать трубогибочные станки с ЧПУ, которые помогают снизить значительную часть риска и напряжения изгиба труб.
Как видно из диаграммы выше, в процессе гибки используется ряд инструментов. Каждый из этих компонентов необходимо точно настроить, чтобы добиться правильного изгиба. Станки с ЧПУ могут помочь в использовании правильного инструмента.
Кроме того, успешность или неудача любого изгиба часто определяется расчетами, которые выполняются еще до настройки инструмента. При гибке необходимо произвести ряд расчетов. Некоторые из этих расчетов определяют такие вещи, как идеальный радиус изгиба, а другие определяют, может ли ваше конкретное оборудование даже выполнить изгиб.
Расчеты и формулы изгиба труб могут быть непростыми даже для опытных трубогибов, поэтому мы рекомендуем ознакомиться с некоторыми из наших ресурсов по расчетам изгиба, если вам нужна помощь или вы хотите узнать больше.
Скоропортящиеся и нескоропортящиеся компоненты наборов инструментов для трубогибов Компоненты для гибки труб состоят как из скоропортящихся компонентов (те, которые вам в конечном итоге придется заменить), так и из нескоропортящихся компонентов (тех, которые вам не придется заменять).
Две большие части скоропортящегося инструмента — это грязесъемники и оправка (хвостовик, корпус, носик и шариковые оправки — все в комплекте). К нескоропортящимся компонентам относятся:
- Плашки для гибки
- Зажимные плашки
- Плашки под давлением
- Колодки цанговых патронов
- Держатели стеклоочистителей
- Стойки стеклоочистителя
- Зажимной валик
- Регулятор зажима
- Bend Die Base (бобышка)
- Гибочная стойка (инструментальная стойка)
Первым элементом, который следует учитывать, является гибочная матрица.Гибочный штамп используется для формирования трубы и определяет радиус изгиба. Существует ряд стандартных конфигураций штампов, а также штампов для гибки на опоре и фланце. Требования к применению будут определять, какой тип гибочного штампа является подходящим, но гибочные штампы для опоры и фланца используются в ситуациях, когда высота больше ширины, и в ситуациях, когда не остается достаточно материала для стойки через отверстие.
Зажимная матрица прижимает трубу к гибочной матрице, когда гибочная матрица вращается.В то время как пресс-форма применяется, как следует из ее названия, давление, необходимое для изгиба трубки. Пресс-матрица прикладывает давление, вдавливая трубку в гибочную матрицу.
СтеклоочистительГрязесъемник поддерживает трубку с внутренней стороны изгиба, предотвращая образование складок. Стальные грязесъемные плашки используются для гибки стальных медных, алюминиевых и бронзовых труб. В то время как стеклоочистители из алюминия / бронзы используются для труб из нержавеющей, титановой и инконелевой стали.
Держатели Оправка — это компонент, который поддерживает внутреннюю часть трубы, что предотвращает сжатие и складки во время изгиба.Стальные / хромированные оправки используются для гибки стальных, медных, алюминиевых и бронзовых труб.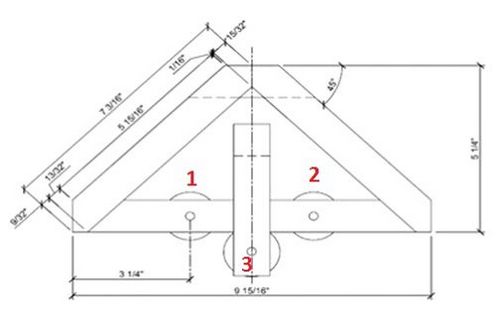 В то время как оправки из алюминия / бронзы используются для гибки труб из нержавеющей, титановой и инконелевой стали. Помимо оправок со стандартным шагом, оправки с малым шагом могут использоваться для тонкостенных труб и гибов с малым радиусом.
В то время как оправки из алюминия / бронзы используются для гибки труб из нержавеющей, титановой и инконелевой стали. Помимо оправок со стандартным шагом, оправки с малым шагом могут использоваться для тонкостенных труб и гибов с малым радиусом.
Введение в инструменты для гибки с вращающейся вытяжкой, объясняет эти основные компоненты, а также многие другие основы работы с инструментами для гибки. В этом бесплатном руководстве вы найдете:
- Введение в поворотную гибку с вытяжкой
- Инженерное руководство
- Гибка с малым радиусом
- Завершение рассмотрения заявки
- Особые соображения и приложения
- Резюме и преимущества
Нажмите здесь или нажмите кнопку ниже, чтобы загрузить «Введение в инструменты для поворотной гибки».
Квадратный трубогиб для гибки труб
Наши трубогибочные машины, например, могут специализироваться на следующих областях применения. Если вам нужно специальное решение для гибки или правки труб для вашего трубного проекта — возможно, это будет возможно со Stierli Bieger.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно гнуть на гибочном станке Stierli с помощью стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный сегмент гибки.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил можно гнуть без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы всегда необходимо гнуть на оправке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки труб на оправке.
Гибка прямоугольных / квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента.При этом трубка изнутри слегка сжимается, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем на станке для гибки труб на оправке.
Колено трубы American
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичного изгиба.Таким образом, не требуется дорогостоящая машина для гибки оправки, и процесс гибки также выполняется быстрее.
Сплющивающие трубы
Трубы могут быть плоскими в металлической или стальной конструкции. Плоские трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
Трехвалковые гибочные машины для большего диапазона диаметров очень дороги или даже не производятся производителями трехвалковых гибочных машин.
Если радиус изгиба не должен быть слишком маленьким, такую трубу можно также пошагово согнуть на гибочном прессе Stierli.
Большие диаметры> 400 мм по запросу.
Складные трубы
Мы создали решения для гибки труб в металлических и стальных конструкциях. Благодаря этому можно сэкономить на трудоемких работах по распиловке и сварке.
Процесс гибки труб при вытяжке
Более тонкие трубы и меньшие радиусы можно гнуть, чем на стандартной трубогибочной машине (процесс гибки труб под давлением).Процесс гибки труб с вытяжкой имеет еще несколько возможных применений, чем процесс гибки под давлением.
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
| Какой тип гибочного станка мне подходит? При гибке трубы, трубы, уголка, профилей и т. Д.Существует четыре основных категории гибочных станков, каждая из которых имеет свои преимущества и ограничения.
J&S Machine предлагает машины трех из этих категорий (за исключением формовки растяжением). Ротационно-вытяжные гибочные машины обычно используются для гибки в основном труб и труб.В случае наших ротационно-вытяжных гибочных машин YLM можно использовать оправки и зачистные плашки для получения очень крутых изгибов при сохранении чистого внешнего вида. Инструмент может быть спроектирован так, чтобы выполнять несколько гибов с минимальными прямолинейными длинами между гибами на нескольких плоскостях гибки. Ротационно-вытяжные с толкающими роликами Гибочные машины — это, пожалуй, самый универсальный из имеющихся гибочных станков. Многие из имеющихся у нас станков с ЧПУ YLM способны комбинировать ротационно-вытяжные и гнутые изгибы за одну операцию. Сжатие Гибочные станки обычно используются с толстостенными материалами или материалами, которые изгибаются до радиуса, превышающего внешний диаметр трубы в 2,5 раза. В случае наших двухголовых компрессионных гибочных станков YLM инструмент может быть изготовлен для одновременного выполнения двух гибов на нескольких трубах. Профилегибочные машины обычно используются для гибки углового железа, нестандартных профилей и рулонов.В случае с нашими гибочными станками TreC могут быть изготовлены нестандартные валки, подходящие для большинства специальных профилей, а также доступны различные насадки для гибки углового железа и материала двутавровых балок. Решая, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
Позвоните нам — мы здесь, чтобы помочь вам в принятии решения. |
 Эти категории:
Эти категории: Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию.
Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию.Ротационный волочильный станок: пояснения по основам гибки труб
Чтобы приступить к изгибу трубы или трубы с помощью ротационного волочильного станка Memoli, мы составили эти основные условия изготовления металла, чтобы максимально упростить начало вашего первого опыта гибки.
Радиус центральной линии (CLR):
Говоря о радиусе штампа, мы имеем в виду радиус центральной линии (CLR), возникающий в результате изгиба.CLR — это расстояние от центра кривизны до центральной линии (оси) трубы.
При выборе штампа факторы, которые будут влиять на выбранную CLR, включают тип и марку материала, который будет изгибаться, толщину стенки, наружный диаметр, применение или конструкцию конечного продукта, а также требуемый общий внешний вид.
Внешний диаметр (OD):
Внешний диаметр (OD) — это расстояние по крайним внешним размерам трубы или трубы.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между внешним диаметром и внутренним диаметром трубы, измеренное в тысячных долях дюйма. Для трубы: График определяет толщину стенки. При измерении этого значения важно использовать точные измерители.
Соотношение между внешним диаметром и толщиной стенки имеет важное значение при выборе штампа.
Угол изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинная:
Причина упругого возврата — неравномерное растяжение материала при изгибе. Материал осевой линии пытается вернуться к своей первоначальной форме, но его сдерживает неподатливый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Пружинность должна быть компенсирована добавлением коэффициента упругости в программное обеспечение Memoli до желаемой степени изгиба. Вы можете легко определить коэффициент упругого возврата, выполнив тестовые изгибы.Пружинность не является постоянным фактором для всех материалов и даже может меняться в материалах с одинаковым наружным диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии материала, которую вы покупаете.
Пример настройки Springback с ротационным ленточнопильным станком Memoli:
Если вы хотите согнуть кусок трубки под углом 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить назад на 5 градусов, вы должны установить пружинение изгиба программного обеспечения Memoli на 5 градусов и добиться желаемого изгиба на 90 градусов.