
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
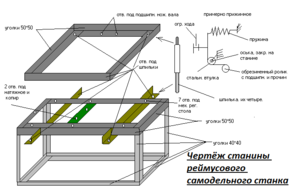
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
strport.ru
Рейсмусовый станок для домашней мастерской
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
woodschool.ru
Рейсмусовый станок своими руками: чертежи, видео
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
 Самодельный рейсмусовый станок
Самодельный рейсмусовый станокКлассификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).

Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.

Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.

Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
классификация рейсмусов для дома и производства, нюансы выбора
 Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Конструктивные особенности устройства станка позволяют обрабатывать детали или получать готовые изделия с требующимися параметрами с миллиметровой точностью. С помощью рейсмуса можно строгать заготовки в одной плоскости, регулируя толщину доски. Подвергающаяся обработке заготовка направляется посредством специального механизма, упрощающего работу станка.
Конструкция рейсмусового станка
 Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
 Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Виды оборудования
Есть различные рейсмусы:
 Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.- Двухсторонние. Станки такого типа имеют более сложную, по сравнению с односторонними рейсмусами, конструкцию и используются преимущественно на производстве. Они считаются профессиональным оборудованием. С их помощью осуществляется обработка как верхней, так и нижней части заготовки. Станки обладают довольно большой мощностью. Их также отличает и высокая скорость производимой обработки.
- Трёхсторонние, четырёхсторонние и многосторонние рейсмусы — это станки, используемые в промышленном производстве. С их помощью можно обрабатывать детали с любых сторон, придавая им определённую структуру и форму. Промышленные рейсмусы имеют большие размеры, за ними сложнее ухаживать, они требуют более тщательного ремонта. Но, кроме имеющихся сложностей, производственные рейсмусы имеют очевидное преимущество: их производительность максимальна.
 Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.По видам конструкции рейсмусы можно классифицировать на такие устройства:
- Мобильные. Они имеют небольшой вес и размер. Такие компактные устройства можно использовать для строгания небольших заготовок.
- Стационарные устройства. Их отличают внушительные размеры и большой вес. Крупногабаритные рейсмусы используются для обработки крупных деталей.
В независимости от составляющих частей и функционального предназначения, все станки оснащены специальным устройством, обеспечивающим автоматическую подачу заготовки. Оно состоит из системы роликов, с помощью которых пиломатериалы прижимаются к специальному валу. Ролики постепенно продвигают заготовку, пока она не достигнет рабочей поверхности рейсмуса.
Мощность используемого оборудования колеблется в пределах от 1,6 до 8 кВт. При строгании ширина может достигать 39 см, а глубина составляет примерно 3 мм.
Станки различаются по скорости вращения вала, количеству ножей в своём составе, количеству потребляемой энергии и иными существенными особенностями, которые обязательно нужно учитывать при приобретении рейсмусового оборудования.
Типы рейсмусовых станков
При разных способах обработки рейсмусы подразделяются на несколько типов.
- Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
- Фуговальные станки для обработки древесины могут быть односторонними и использоваться для домашних нужд. В основном при работе используют двусторонние станки, которые применяются для работы как и в домашней мастерской, так и для решения профессиональных задач при обработке древесины.
- Типовой рейсмус станок функционирует по принципу работы фуганок. При этом способе ножевой вал осуществляет возвратно-поступательные движения. Таким образом, он снимает поверхностный слой заданной толщины при обработке деревянных деталей. Работа осуществляется за очень короткий промежуток времени.
 Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.От обычного фугования работа рейсмуса отличается тем, что в результате использования такого деревообрабатывающего устройства можно подвергать обработке заготовки нужного размера и в любых количествах. Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Строгальное оборудование
 Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Строгально-рейсмусовые станки способны обеспечить создание наиболее ровной поверхности заготовок. Уменьшение толщины при такой обработке происходит при использовании продольного способа строгания. Таким образом, деталям придаётся нужная форма и требуемые размеры.
Обрабатывая пиломатериалы строгально-рейсмусовым станком также можно устранить возможные дефекты деревянных заготовок (сучки, задоринки, разнообразные неровности и так далее). Возвратно-поступательные движения при работе станка производятся за счёт вращения ножевого вала или перемещения обрабатываемой детали, крепко удерживаемой при помощи вальцов.
Строгально-рейсмусовые станки производятся как отечественными, так и импортными фирмами. Благодаря широкому ассортименту продукции, есть возможность выбрать модель такого станка для использования в различных целях: в быту, как оборудование для домашней мастерской. Можно приобрести более мощные агрегаты для оснащения цеха по обработке древесины и использовать их в производстве.
Рейсмусы для домашних целей
Станки, используемые для бытовых целей, отличаются следующими характеристиками:
- Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
- Небольшим весом оборудования. Такие рейсмусы легко перемещать и устанавливать собственными силами.
- Средней или малой мощностью двигателя. Их можно использовать для обработки небольших деталей, требующих глубины пропила не более 1,5 мм.
- Бюджетной ценой. Рейсмусы, использующиеся в домашней мастерской, стоят значительно дешевле крупногабаритных станков, применяемых на производстве.
 Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.Используемые в домашних нуждах рейсмусы, оснащены ручной системой подачи деталей. Они не используются для максимально глубокого прорезывания поверхности изделия. Так как такие станки требуют определённых физических затрат, их не используют для выполнения трудозатратных работ или при работе с большим количеством пиломатериалов.
Производственные устройства
 Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Промышленные рейсмусы обладают большой мощностью, поэтому для правильной и долгосрочной работы они дооборудованы необходимой встроенной системой охлаждения.
Они характеризуются наличием следующих функций:
- максимальной мощности;
- высокой скорости строгания;
- возможности производить глубокие пропилы деталей и заготовок.
Ножи у таких станков могут располагаться с обеих сторон или находиться сверху. А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
Производственные рейсмусы снабжены специальным устройством, с помощью которого осуществляется управление его работой, благодаря чему имеется возможность устанавливать требуемую глубину пропила.
Критерии выбора
 Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
А также широко представлены модели, произведённые в некоторых европейских странах. Планируя покупку рейсмуса для различных целей, обязательно обращайте внимание на такие факторы:
- Качество его изготовления и функциональные особенности станка.
- Цель, в соответствии с которой покупается станок. Если требуется обработка деталей для дома, не нужно приобретать дорогостоящие модели. Вполне можно использовать компактные бюджетные варианты.
Перед покупкой станка можно почитать отзывы об этом оборудовании и принять решение о приобретении нужной модели.
tokar.guru
Рейсмусовые станки – принцип работы и правильная наладка…
В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола — для фуганка сверху, а так же для рейсмуса снизу.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков. В том случае, если Вы планируете заниматься только плоскостным строганием, то Вам обязательно стоит отдать предпочтение именно — рейсмусу.
mirax.ua
Рейсмусовый станок в домашних условиях: особенности сборки своими руками
 Очень часто при изготовлении деревянных деталей мастера должны обработать большое количество различных заготовок. Чтобы придать привлекательный внешний вид изделию, необходимо строгать доски, выровнять их толщину и сделать поверхность максимально гладкой. Затем эти детали можно использовать для конструирования мебели или отделки помещений. При выполнении подобных работ используют рейсмусовый станок. Если объем работ небольшой, то можно собрать рейсмус своими руками.
Очень часто при изготовлении деревянных деталей мастера должны обработать большое количество различных заготовок. Чтобы придать привлекательный внешний вид изделию, необходимо строгать доски, выровнять их толщину и сделать поверхность максимально гладкой. Затем эти детали можно использовать для конструирования мебели или отделки помещений. При выполнении подобных работ используют рейсмусовый станок. Если объем работ небольшой, то можно собрать рейсмус своими руками.
Предназначение рейсмуса
Самодельные рейсмусы могут быть разными по конструкции, но все они созданы для получения ровных по толщине деревянных деталей. Если набор досок имеет разную толщину, то с помощью этого станка можно привести заготовки к нужной. А также можно исправить всевозможные дефекты поверхности древесины.
Рейсмусовые станки разделяются на два основных типа:
- Шлифовальные.
- Режущие.
Основа станка — это П-образная станина. Обязательным элементом является вал, который крепится к чаше и фиксируется на специальной балке. Если станок режущий, то на валу закрепляется несколько ножей для срезания слоев древесины при вращении вала. В шлифовальных агрегатах используют абразивные валы, которые шлифуют деталь до нужного размера.
Классификация и возможности
Рейсмусовые аппараты разделяются по разным критериям. Несмотря на то что рейсмусы имеют одинаковое предназначение, они могут быть различны по исполнению.
Станки отличаются по следующим критериям:
- По приводу. Некоторые самодельные устройства имеют ручной привод, но чаще всего встречаются электрические. В бытовых моделях работает электропривод на 220 вольт, а в профессиональных стоит на 330 вольт.
- По типу подающих роликов. В станке может устанавливаться одна или две пары приводных роликов. Если установлена одна пара, то требуется очень сильный прижим заготовки к валу. Недостатком этой схемы является возможность вибрации при обработке. Более практичны и удобны системы с двумя парами подающих роликов. Их применяют в случаях, когда требуется обработать большой объем заготовок.
- По числу валов с ножами. Их количество влияет на разнообразие профилей, которые могут быть одновременно обработаны.
- По функционалу. Некоторые станки могут сделать не только черновую обработку изделия, но и последующую тонкую шлифовку. Таким образом, убираются различные сколы, вмятины и другие дефекты, которые неизбежно получаются при нарушении технологий фугования или ошибках мастера.
- По техническим характеристикам. Обычно эти устройства рассчитаны на мощность от одного до сорока киловатт с частотой вращения патрона до 12 тысяч оборотов в минуту. Рейсмусы могут обрабатывать заготовку от пяти до ста шестидесяти миллиметров при ширине строгания до 1350 миллиметров.
А также рейсмусы могут отличаться способами регулирования зазоров и устройством подшипникового узла на главном приводе.
Устройство и принцип действия
 Стандартный станок может выполнять задачи приводного фуганка и строгального станка. Поперечный станок может применяться для коротких заготовок, а продольный подходит для длинных.
Стандартный станок может выполнять задачи приводного фуганка и строгального станка. Поперечный станок может применяться для коротких заготовок, а продольный подходит для длинных.
Самый простой станок имеет обязательный минимальный набор узлов:
- Электродвигатель, который обеспечивает вращение валов.
- Приводную передачу, которая может быть ременной, зубчатой или, если оборудование маломощное, со сменными шкивами.
- Вал с ножами. Ножи могут быть различной формы. На сегодняшний день лучшими считаются ножи спиральной формы. При работе они создают минимальный шум.
- Верхний узел, состоящий из переднего и заднего вальцов. Первый валец, который встречает заготовку, обладает рифленой поверхностью. Таким образом, он улучшает сцепление с доской и поддерживает правильное направление движения заготовки. Второй валец имеет гладкую поверхность, чтобы не испортить обработанную деталь.
- Прижимной узел. Он убирает стружку и предотвращает раскалывание детали. Изготавливается в виде массивного элемента из металла с подпружиненными зубьями или когтевых захватов.
- Нижний узел. Он отвечает за подачу бруска в рабочую область.
- Стол с узлом регулировки зазоров между вальцами верхнего и нижнего уровня.
- Станина. На ней размещаются все оставшиеся элементы рейсмуса.
Вращение от электродвигателя станка передается рабочему валу при помощи приводной передачи.
Заготовочная доска помещается в рабочий зазор и плотно прижимается к нижнему узлу. Затем деталь заводится под верхние прижимные вальцы. Рифлёный валик захватывает переднюю часть доски и подает её к рабочему валу. Верхние и нижние направляющие зажимают полуфабрикат и фиксируют изделие при обработке. Прижимное устройство препятствует сбору стружки.
Когда деталь выходит с заднего гладкого вальца, в передний подается следующая деталь и таким образом, обеспечивается непрерывный рабочий процесс.
Сборка из электрорубанка
Ручным прибором тяжело долго и продуктивно работать, поэтому многие умельцы собирают рейсмус из электрорубанка своими руками. Конструкция несложная, много материалов не требуется, и любой мастер может её повторить в домашних условиях или в небольшой мастерской.
Для изготовления самодельного рейсмуса нужны следующие инструменты:
- Токарный станок для вытачивания валиков.
- Сверлильный станок для сверления отверстий под различные крепёжные элементы.
- Сварочный аппарат, чтобы собрать тяжелую станину и подающий стол.
- Дрель. С её помощью можно быстро просверливать мелкие отверстия и закручивать болты.
- Болгарка потребуется для вырезания деталей будущего станка по чертежам. При работе надо не забывать делать припуски на толщину режущего полотна болгарки, чтобы конструкция получилась правильной и ровной.
Обычно общие размеры самодельных станков не превышают 1х1 метра. Поэтому рейсмусы легко переносить и размещать в любых удобных и доступных местах. Главное, чтобы подход к ним был всегда свободным.
Схема расположения основных элементов, следующая:
- Стол основной для подачи и выдачи изделия (1)
- Собственно, само деревянное изделие (2)
- Предохранитель (3)
- Верхний рифлёный валик, который подает заготовку (4)
- Прижимная колодка, следящая, чтобы стружка не забивалась (5)
- Главный ножевой вал (6)
- Вторая прижимная колодка (7)
- Верхний гладкий валик (8)
- Нижний валик с гладкой поверхностью (9).
Сначала надо собрать станину. Отлично подойдет железный угол или профильная квадратная труба с размерами пятьдесят на пятьдесят миллиметров. Чем больше размер этих элементов, тем больше возможна вибрация запущенного станка.
После подготовки деталей для станины при помощи сварочного аппарата собирается каркас. Перед этим надо просверлить сверлильным станком отверстия. Для погашения вибрации каркас лучше всего забетонировать.
На токарном станке изготавливаются валы: ножевой и вспомогательный. Если есть возможность, то лучше приобрести готовые. От качества этих элементов больше всего зависит внешний вид будущих изделий.
Электромотор может иметь мощность четыре — пять киловатт. Для шкивов мотора и валов подойдут шестерёнчатые варианты. В этом случае можно использовать в качестве передачи вращения цепи.
Прижимные валы лучше всего получаются из выжимающего узла от старых стиральных машин. Резиновое покрытие этих валиков очень нежно обращается с поверхностью древесины и не деформирует её.
С помощью сварочного аппарата создается обрамление для валиков. Сами валики крепятся на болты. Если с одной стороны вала использовать пружины, то появится возможность перемещать валы по вертикали.
Сварочный аппарат поможет сделать часть рулевой тяги — это будет ограничителем. На регулировочные крепления крепится столешница. Она состоит из передней и задней части.
Перед началом пусковых работ проверяют правильность расположения и заточки ножей.
После окончания сборки станка можно приступать к наладке и проверке его работоспособности.
Наладка оборудования
Перед началом работ необходимо убедиться в надежности всех креплений и достаточной затянутости болтов.
Регулируют станок, проверяя степень натяжения подающих валов. В случае полного заполнения рабочего стола увеличивают давление передних валиков.
При обработке небольших элементов давление уменьшают, чтобы не повредить деревянную поверхность.
При правильном понимании принципов работы рейсмуса его настройка проходит быстро и результативно.
Необходимо помнить, что для качественной работы не надо устанавливать максимальную глубину строгания. Лучше произвести несколько операций подряд и тогда хороший результат не заставит себя ждать.
Изготовление шлифовально-рейсмусового станка
Несложный шлифовальный рейсмус можно самостоятельно изготовить из обычной электродрели.
Требуется лишь немного терпения и времени.
Понадобятся следующие детали:
- Дрель электрическая или шуруповерт.
- Лист фанеры толщиной около пятнадцати миллиметров.
- Гайка с «ушками».
- Болт М16 и несколько саморезов.
Из фанеры собирается небольшая станина удлиненной формы, на которую с одного края устанавливают изготовленную угловую конструкцию с отверстием. Собранный узел представляет собой раму, к которой прикрепляется электродрель, а её патрон вставляется в подготовленное отверстие.
После чего вырезаются две боковые в форме равносторонней трапеции, в которых просверливают сквозные отверстия под ось будущего вала. В эти отверстия вставляются посадочные подшипники. Боковые станины закрепляются на фанерном основании на противоположных сторонах. Крепление элементов происходит за счет столярного клея и саморезов.
Затем собирается подъемный стол, по которому будет скользить обрабатываемая деталь. Регулируемый подъем нужен для того, чтобы менять расстояние между столом и валом. Это расстояние и определяет толщину детали, которая обрабатывается.
Подвижная станина крепится к основной раме специальной направляющей.
Основной вал собирается из нескольких кусков фанеры круглой формы. Заготовки склеиваются между собой и в результате получается шлифовальный барабан. Полученный вал аккуратно протачивается насквозь дрелью. Потом с помощью циркулярной пилы делается продольный паз для закрепления наждачной бумаги.
Из листа наждачной бумаги вырезается полотно нужного размера и наматывается на вал. Края полотна заправляются в паз вала и закрепляется на нём шурупами или саморезами.
Готовый наждачный вал насаживается в опорные подшипники и рейсмусовый станок своими руками готов.
Техника безопасности при работе
Перед включением станка необходимо проверить состояние заточки ножей и правильность их положения. Надо убедиться, что ножевой вал надежно огражден. Запрещается обрабатывать заготовки если они короче, чем расстояние между валами.
Основные требования техники безопасности очень требовательны и включают в себя:
- Обязательное заземление, для предотвращения ударов тока или пожара.
- Ни в коем случае нельзя приближать руки к крутящимся валам.
- Длинные волосы должны быть убраны под головной убор.
- Рукава одежды должны быть или закатаны, или плотно застегнуты на запястьях.
- Под рабочим столом должен находиться резиновый коврик.
- При включенном станке запрещено проводить любые ремонтные работы.
- Перед включением устройства проверяют исправность всех узлов и электрического провода.
Деревянные бруски подаются на рабочую поверхность и в станок торцом к торцу. При этом должна использоваться вся доступная ширина рабочего стола.
Соблюдение несложных правил предотвращает травмы и порезы.
tokar.guru
назначение конструкции, сооружение своими руками и наладка рейсмуса

Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки. При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке. Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка

Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.При разработке чертежа следует убедиться в наличии всех основных составляющих:
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки, поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
- Сначала электрорубанок фиксируют на бруске, а затем зажимают при помощи струбцин и оставляют зазор, размеры которого должны соответствовать толщине заготовки.
- Для надежного крепления стоит взять 4 струбцины. 2 элемента держат основание, а еще 2 – сам электрорубанок.
- Между основным элементом и нижней поверхностью устанавливают небольшой промежуток, поворачивая шпильку.
- После выставления нужной высоты агрегат подключают к сети и начинают обработку деревянных изделий.

Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
Наладка готового станка
Перед началом обработки заготовок следует наладить рейсмус своими руками, ведь при наличии даже незначительно неточности возможны дефекты обработки и даже снижение производительности оборудования. Чтобы избежать этого, следует всегда заниматься наладкой и избегать распространенных ошибок:
- Если на рабочем столе будет перекос, то поверхность после обработки не будет гладкой.
- В случае когда валик расположен слишком низком, возможно образование поперечных вмятин.
- Особое внимание следует уделить размещению нижних валиков. Если они будут находиться чуть выше, возникнет вибрация, в результате которой строгание получится недостаточно гладким.
- Важно убедиться в том, что задняя колодка не оказывает давления на обрабатываемую заготовку. В противном случае сила подачи снизится, а ножи продолжат работать. Соответственно, на обрабатываемой поверхности останется небольшой желобок. Стоит отметить, что подобный дефект появляется даже при короткой остановке агрегата.
- Если в процессе обработки стружка будет сыпаться на задний валик, появятся вмятины. Также возможна задержка детали. К таким дефектам чаще всего приводит неправильная установка накидного козырька.

Рейсмус по праву считается одним из наиболее распространенных инструментов, которые задействуются в деревообрабатывающей сфере. Выполнить такой станок можно самостоятельно из обычного электрорубанка. Несмотря на простоту конструкции, агрегат поможет сделать обработку деталей очень точной и удобной.
Оцените статью: Поделитесь с друзьями!stanok.guru