
Сварка нержавейки электродом и инвертором для начинающих | ММА сварка для начинающих
Уже более века человек использует нержавейку для собственных нужд. Эта прочная и неподдающаяся коррозии сталь применяется практически повсеместно, начиная от крепежа и заканчивая промышленностью.
Незаменима нержавеющая сталь и в быту. Однако чтобы починить какую-либо вещь из неё понадобится дуговая сварка и электроды определённого типа. Также, при сваривании нержавейки у многих начинающих сварщиков возникают трудности.
Про особенности сварки нержавеющей стали электродом мы и поговорим в этой статье.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Какими электродами варить нержавейку
Для сварки нержавейки существуют два типа электродом, с основным и рутиловым покрытием. Новичкам, безусловно, проще и легче будет варить нержавеющую сталь электродами с рутиловой обмазкой, такими как ESAB OK 46.00 и Lincoln Electric Omnia 46.
Что же касается электродов с основным покрытием, то для сварки нержавейки применяются электроды следующих марок: ESAB FILARC 88S, СЭЗ ЗИО-8, СЭЗ ЦТ-15. Варить нержавейку инвертором можно во всех пространственных положениях, однако вертикальные швы поддаются лишь опытным сварщикам.
Сварка нержавейки электродом для начинающих
Перед тем как приступать к сварке нержавеющей стали электродом, изделия нужно тщательным образом подготовить к работе. Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Чтобы брызги расплавленного металла не прилипали к нержавейке, околошовную зону сварки нужно обработать специальным средством. Чтобы обеспечить оптимальную усадку, свариваемые изделия нужно располагать с небольшим зазором друг к другу.
Основные правила сварки нержавейки:
- Сварка нержавеющей стали инвертором осуществляется на обратной полярности. При выполнении сварочных работ необходимо стараться меньше проплавлять сварной шов;
- Для сварки нужно использовать тонкие электроды;
- При сварке нержавейки ток на сварочном инверторе должен быть выставлен на 20% ниже, чем при сварке любых низколегированных сталей. Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
Во время сварки нержавейки очень важно уметь отводить тепло после образования сварочного шва. Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Сварка нержавеющей стали — технологии и особенности
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали — аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:
Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности. - Ферритные стали:
Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах. - Мартенситные стали:
Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали — низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода.
 Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Сварка нержавеющей стали
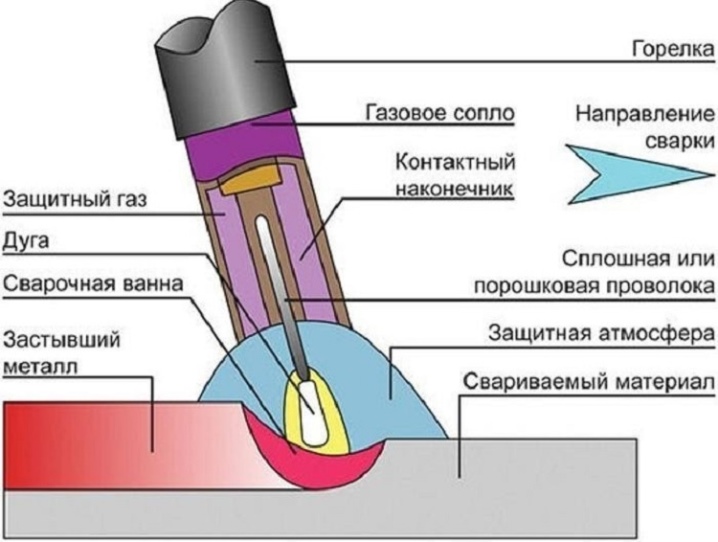
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- — Низкая температура плавления
- — Низкий коэффициент теплопроводности
- — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки — дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www. smart2tech.ru
smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 — TIG сварка нержавеющей стали для начинающих
Время сварки@8 — Сварка выхлопных систем из нержавеющей стали
Электроды для сварки нержавеющей стали их особенности и характеристики
На качество сварки влияет не только мастерство сварщика и наличие современного высокотехнологичного сварочного оборудования, но и качество используемых сварочных электродов. Так, что следует отнестись к этому со всей ответственностью.
Для каждого вида металла используют определенную марку электродов. Электроды для сварки нержавеющей стали обладают своими особенностями.
Электроды для сварки нержавеющей стали обладают своими особенностями.
Правильно подобранные электроды это уже пол дела
Особенности сварки высоколегированной стали
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
ЦЛ-11
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
ОЗЛ-6
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Важность правильного выбора
Целесообразно планировать соединение нержавейки с произведением предварительных расчетов использования необходимых компонентов. Выбрать подходящий сварочный аппарат. Рекомендую приобрести специальную сварочную головку, которая предназначена для сваривания тонкостенных труб из нержавейки, что обеспечит максимальную защиту в применении кольцевой камеры.
Электрод электроду рознь
Все электроды нужно использовать только по их назначению, то есть если электрод предназначен для соединения нержавеющих сталей, то вы не должны пытаться сварить цветной металл. Почему так? Если вы сварите изделие не соответствующим видом электродов, никто не гарантирует, что такой шов долго «проживёт». Чтобы правильно сориентироваться в выборе электродов для нержавеющих сталей, можно ознакомиться с прайс-листами заводов-изготовителей либо посмотреть обучающее видео.
Также необходимо учесть, что существуют электроды с покрытием и без него, бывают плавящиеся и неплавящиеся, для постоянного тока и переменного. Поэтому, выбирая электроды для конкретных задач, нужно быть особо внимательными.
Поэтому, выбирая электроды для конкретных задач, нужно быть особо внимательными.
Технологические особенности
Характерной особенностью соединения нержавеющей стали является хрупкость и возникновение коррозии. Во время пребывания металла в интервале температур от 500 до 800 градусов происходит выпад карбидов хрома, вызывающий разрушение изделия в процессе его эксплуатации. Для устойчивости стали к разрушениям, необходимо ослабить эффект выпадения карбидов, что обеспечит стабилизацию свойств стали в месте шва.
Существует несколько видов сваривания нержавеющей стали:
- Ручной способ;
- Плазменный способ.
Ручная сварка применяется в том случае, когда толщина листа нержавейки – 1,5 мм. Если лист тоньше данного параметра, подойдет ручная дуговая сварка с использованием вольфрамовых электродов либо импульсная дуговая с использованием плавящихся электродов. Для ручной дуговой сварки используется компактный сварочный аппарат, который называют инвертором. Для ознакомления с нюансами работы, используя инвенторный аппарат, рекомендую посмотреть обучающее видео.
Для ознакомления с нюансами работы, используя инвенторный аппарат, рекомендую посмотреть обучающее видео.
Плазменный способ применяют для сварки нержавеющей стали любой толщины. Также широко распространен плазменный способ дуговой сварки под флюсом, чаще использующийся в строительной и промышленной сфере.
По завершении сварочных работ, нержавеющая сталь подлежит определенной обработке, также необходимо произвести закрепление сварочных швов. После соединения нержавейки, на шве образуется тонкий слой хрома, который необходимо удалить, для обеспечения прочности соединения и исключения коррозии. Существует несколько способов удаления данного слоя:
- Изделие подлежит термической обработке, при температуре выше +1000 °C;
- Производится механическая обработка шлифовальными материалами и инструментами;
- Происходит травление фосфорной либо азотной кислотой, что, помимо удаления слоя хрома, обеспечивает высокую прочность шва.
 youtube.com/embed/M9981drabao» allowfullscreen=»» frameborder=»0″/>
youtube.com/embed/M9981drabao» allowfullscreen=»» frameborder=»0″/>
Несколько рекомендаций
В заключение хочется дать несколько рекомендации:
- При повышении температуры во время сварочных работ по нержавеющей стали до +450-500 °C, существует вероятность возникновения кристаллизационных трещин, значительно ослабевающих конструкцию.
- Во время длительной сварки нержавейки при интервале температур от +360 °C до +550 °C, пластические свойства конструкции снижаются, она становится хрупкой.
- Сведите к минимуму расстояние между прихватками, так как сварка нержавейки предполагает более длинные прихватки.
- Прежде чем приступить к сварке, накалите изделие при температуре +1000-1200 °C и охлаждайте на воздухе, на протяжении 3 часов.
- Качественная сварка требует максимальной быстроты, без подвергания свариваемого металла длительному воздействию тепла. При необходимости нескольких проходов, их выполняют поочерёдно, предварительно охлаждая металл до +100 °C.

Прежде чем самостоятельно приступить к сварке высоколегированной стали, рекомендую посмотреть обучающее видео.
Сварка нержавейки своими руками | Строительный портал
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
- Свойства нержавеющей стали
- Состав нержавеющей стали
- Разновидности нержавейки
- Виды аустенитной нержавейки
- Свариваемость нержавейки
- Особенности сварки нержавейки
- Ручная сварка нержавейки покрытыми электродами
- Сварка вольфрамовыми электродами в среде аргона
- Механические методы обработки нержавейки
- Профилактика дефектов после сварки
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.


Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

 С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Один из них обязательно подойдет и вам!
Как правильно варить нержавейку электродом
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.
Аргонная сварка нержавеющей стали
Блок: 1/6 | Кол-во символов: 282
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Блок: 2/6 | Кол-во символов: 2754
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Блок: 3/6 | Кол-во символов: 2149
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Блок: 3/7 | Кол-во символов: 1762
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».

Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Блок: 3/14 | Кол-во символов: 987
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва. Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.

Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
сила токов для электродов
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
технические характеристики электродов
Электроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
Блок: 6/6 | Кол-во символов: 5322
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali. html
html
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Блок: 3/9 | Кол-во символов: 1377
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.

Блок: 2/3 | Кол-во символов: 3959
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Электроды по нержавейкам специального назначения
Если общее свойство нержавеющей стали заключается в устойчивости в коррозии, то дополнительные свойства специального назначения будут различаться в зависимости от легирующих добавок в сплав. Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Для высокопрочных коррозионностойких сплавов
Такие сплавы не окисляются даже при температуре в 600°С. Широко применяются в авиационной промышленности, что говорит само за себя. Из этих сплавов делаются стальные тросы для мостов, самые важные детали в электрических машинах, сердечники трансформаторов, болты, шатуны, все системы, требующие высокой стойкости к ударам и другим силовым воздействиям.
Критерии выбора электродов для сварки нержавейки.
Даже в этом, казалось бы, очень специальном сегменте высокопрочные нержавеющие стали подразделяются на марки со своими особенностями.
Таким же образом рассматриваются и электроды: для каждой марки металла – свои расходники:
- Для стальных марок 12Х21Н5Т и 08Х21Н6М2Т идут электроды нескольких типов: Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б и др.
- Для марок особых высоколегированных сплавов 12Х25Н5ТМФЛ, 10Х25Н6АТМФ, 12Х21Н5Т и 08Х21Н6М2Т используется только один тип Э-08Х24Н6ТАФМ, который дает особый шов с прочностью, равной основному металлу.
- Для марок стали 08Х226Т и 08Х21Н6М2Т подходят типы ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б. Швы в данном случае отличаются чрезвычайно высокой коррозионной стойкостью к щелочным средам.

Для кислотостойких коррозионностойких сплавов
Эта группа сплавов не поддается воздействию в кислотной среде, то есть обладают коррозийной стойкостью в агрессивной среде. Они нужны во многих отраслях промышленного производства: авиационной, машиностроительной, горнодобывающей, химической и др. Главные функциональные слова в данном случае – агрессивная среда.
Именно из таких сплавов сделаны узлы и главные детали оборудования, предназначенного, например, для шахт с кислотными водами, канализационных труб, промышленных дымоходов и так далее. К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.
К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.
Марки электродов и область их применения.
К ним относятся:
- при «мягких» режимах – температурах, не превышающих 360°С, можно использовать обширную группу электродов типов ЭА-400/10Т, ЭА-400/10У, ОЗЛ-8, ОЗЛ-12, Л-39 и ЭА-606/10. Полученные швы не предполагают дальнейшего теплового воздействия, остается только кислотная устойчивость «в чистом виде».
- для стальных деталей с необходимым отпуском в конце сварки, нужны электроды типа ЭА-989/21, которые дают возможности выполнить швы, стойки к МКК до и после рабочего процесса.
- Для работы в азотной кислоте применяются наконечники типа Э-08Х19Н10Г2Б, из них – марок ЦТ-15 и ЗИО-3.
- Существуют специальные низкоуглеродистые кислотостойкие стали с низкой до 0,03% долей углерода с высокой пластичностью сплава, для них предназначены расходники типов Э-04Х20Н9 и Э-02Х20Н14Г2М2.

Блок: 11/14 | Кол-во символов: 3185
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Блок: 5/9 | Кол-во символов: 2693
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.

Блок: 6/6 | Кол-во символов: 1757
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Блок: 6/7 | Кол-во символов: 700
Источник: https://svarkaprosto. ru/tehnologii/kak-varit-nerzhavejku-elektrodom
ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Блок: 7/7 | Кол-во символов: 713
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
Если использовать ручную дуговую сварку с покрытыми наконечниками MMA – Manual Metal Arc, можно взять материалы для цветных металлов.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
- АНЖР-1 и АНЖР-2. С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
- ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
- ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.

Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Блок: 8/14 | Кол-во символов: 1377
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Блок: 9/9 | Кол-во символов: 937
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
 Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.Блок: 13/14 | Кол-во символов: 1321
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Блок: 14/14 | Кол-во символов: 719
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html: использовано 2 блоков из 6, кол-во символов 7471 (23%)
- https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom: использовано 3 блоков из 7, кол-во символов 3175 (10%)
- https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/: использовано 3 блоков из 9, кол-во символов 5007 (16%)
- http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 3 блоков из 6, кол-во символов 4793 (15%)
- https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke: использовано 5 блоков из 14, кол-во символов 7589 (24%)
- http://svarka-master. ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
 ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)варим нержавейку с черным металлом в домашних условиях, переходные сварочные электроды и другие варианты
Сварка нержавеющей стали электродами — очень важное и ответственное дело. Необходимо знать, как варить нержавейку с черным металлом в домашних условиях. Важные нюансы связаны также с использованием переходных сварочных электродов и других вариантов, с технологией подготовки и полярностью тока.
Особенности
Актуальность сварки нержавейки электродами связана с тем, что этот материал встречается крайне широко. Его применяют во всевозможных конструкциях, на транспорте и в иных сферах. В домашнем хозяйстве и на производстве систематически возникает необходимость сварки нержавеющей стали в различных вариантах. Стоит учитывать, что сам такой сплав может иметь неодинаковый состав, что прямо влияет на его физические свойства. По сравнению с черным металлом нержавейка имеет повышенный коэффициент линейного расширения при нагреве.
Его применяют во всевозможных конструкциях, на транспорте и в иных сферах. В домашнем хозяйстве и на производстве систематически возникает необходимость сварки нержавеющей стали в различных вариантах. Стоит учитывать, что сам такой сплав может иметь неодинаковый состав, что прямо влияет на его физические свойства. По сравнению с черным металлом нержавейка имеет повышенный коэффициент линейного расширения при нагреве.
Это существенно увеличивает линейную усадку и повышает опасность деформирования. Очень крупные трещины могут возникать, когда сварщики не соблюдают стандартные требования по зазорам.
Усиленное проплавление свариваемых зон обычно провоцируется пониженной теплопроводностью. В результате приходится сокращать силу тока на 15-20% по сравнению с идентичной обработкой черного металла. Так как типичные нержавеющие сплавы отличаются высоким электрическим сопротивлением, легированные электроды могут сильно накаляться в процессе работы.
Электрод с хромоникелевым стержнем не может быть длиннее 35 см. При большей длине отрицательный эффект часто перевешивает все достоинства. Очень важно соблюдать оптимальный тепловой режим и грамотно настраивать аппарат. При неисполнении таких требований вероятна даже потеря металлом нержавеющих свойств. Компенсировать опасность можно максимально быстрым охлаждением рабочей зоны – даже иногда поливают ее холодной водой.
Полезно руководствоваться ГОСТ 14771-76, также необходимо учитывать нормы ГОСТ 10052-75. Согласно им можно применять электроды для коррозионных либо для жаростойких типов металла. Для материала толщиной более 1,5 мм применяют ручную дуговую сварку. Если толщина превышает 10 мм, использовать ручную методику нельзя.
Обзор применяемых электродов
Соединить нержавеющую сталь с черным металлом при помощи обычных сварочных электродов невозможно. Но зато они отлично подходят для прямой работы с самой нержавейкой. Высоколегированные стали можно варить типовыми изделиями российских и иностранных изготовителей. Популярностью пользуется продукция шведской фирмы ESAB.
Но зато они отлично подходят для прямой работы с самой нержавейкой. Высоколегированные стали можно варить типовыми изделиями российских и иностранных изготовителей. Популярностью пользуется продукция шведской фирмы ESAB.
Она вполне качественная и быстро разжигает дугу, а затем стабильно поддерживает ее.
Электроды типа ОК 61.30 пригодятся для сталей:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
Продукция отечественных марок относится к средней ценовой группе. Однако работать с ней совсем неопытным людям весьма сложно. Велика вероятность залипания или колебаний дуги. Однако при правильной работе это не отражается на свойствах формируемых швов. Строгое исполнение технологии минимизирует риски внешней и межкристаллической коррозии.
Важно: все такие электроды получают на основе самой нержавеющей стали.
 Для соединения коррозионно-стойкого и обычного металла нужно применять переходные электроды.
Для соединения коррозионно-стойкого и обычного металла нужно применять переходные электроды.Проблемой при такой сварке является различие точек плавления. Легированный сплав будет растекаться по поверхности остающегося вязким черного металла. На изготовление переходных электродов, решающих эту проблему, действует специальный ГОСТ.
Говоря про лучшие марки инструментов постоянного тока, нужно обратить внимание на ЦЛ-11. Их состав подходит даже для стали с высокой концентрацией хрома и никеля. Шов будет пластичен и прочен. Он внешне выглядит аккуратно. Побочным качеством окажется приличная ударная вязкость и минимальная опасность разбрызгивания.
Электроды с маркировкой ОЗЛ-8 помогут сварить конструкции и детали для высокотемпературных участков — до 1000 градусов. В остальном они мало отличаются от ЦЛ-11. Что касается НЖ-13, то это оптимальное решение для сваривания пищевой стали. Пригодятся такие электроды и для работы со сплавами, содержащими никель, хром, молибден. При работе формируется сравнительно тонкая шлаковая оболочка, отделение которой не потребует усилий сварщика.
Пригодятся такие электроды и для работы со сплавами, содержащими никель, хром, молибден. При работе формируется сравнительно тонкая шлаковая оболочка, отделение которой не потребует усилий сварщика.
Вот еще несколько вариантов:
- ЗИО-8 – помогут сварить жаростойкий металл;
- НИИ-48Г – для наиболее ответственных объектов;
- ОЗЛ-17У – позволяют создать шов, устойчивый к фосфорной либо серной кислоте.
На переменном токе нержавеющий материал можно варить с использованием:
- ЛЭЗ-8;
- ОЗЛ-14/ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- АНВ-36 и некоторых других модификаций.
Для работы в инертной атмосфере прямым переменным током рекомендуется применять вольфрамовые электроды. Это отличное решение для соединения тонкостенных элементов. Пригодится оно и для заваривания, и в тех случаях, когда шов должен быть очень крепок.
Это отличное решение для соединения тонкостенных элементов. Пригодится оно и для заваривания, и в тех случаях, когда шов должен быть очень крепок.
Стоит учесть, что электроды для переменного тока менее популярны, чем рассчитанные на постоянный ток.
Изучая маркировку конкретного изделия, надо обращать внимание на:
- тип полярности;
- модификацию электрода;
- его сечение;
- общее назначение;
- слой обмазки;
- рекомендации по настройке напряжения;
- предназначение для переменного либо постоянного тока.
Оборудование
Варить нержавеющую сталь можно любым электрическим аппаратом. Подходят типы MIG, MMA, DC TIG, AC TIG.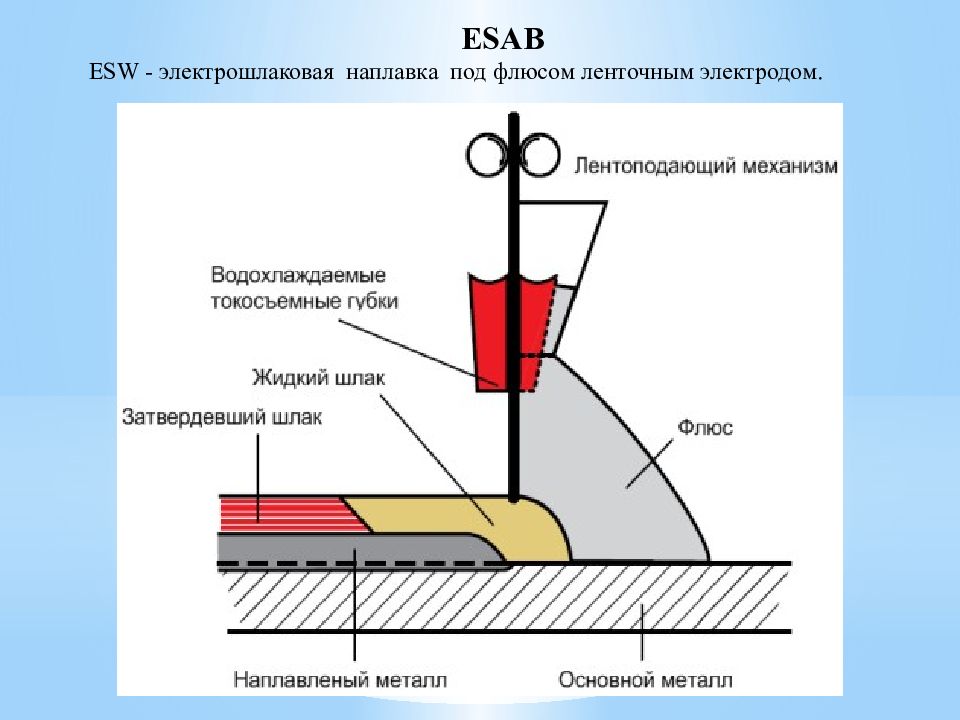 Однако в любом случае критическим моментом будет необходимость широко регулировать работу устройства. Важную роль играет возможность полноценно работать на более слабом, чем обычно, токе. В противном случае велик риск пережечь или даже прожечь материал.
Однако в любом случае критическим моментом будет необходимость широко регулировать работу устройства. Важную роль играет возможность полноценно работать на более слабом, чем обычно, токе. В противном случае велик риск пережечь или даже прожечь материал.
Еще актуальны:
- пригодность для работы в прямой и обратной поляризации;
- опция перехода на переменный ток;
- возможность импульсных сварочных работ.
Лишь сравнительно немногие профессиональные сварочные аппараты обладают всем этим функционалом. О бытовом сегменте и говорить не приходится. Потому подобрать, действительно, подходящее устройство трудно.
В частных домах и мелких производствах применяют как трансформаторные, так и инверторные аппараты.
 Системы MMA нужны, чтобы изготовить мелкосерийно не слишком важные с инфраструктурной точки зрения соединения.
Системы MMA нужны, чтобы изготовить мелкосерийно не слишком важные с инфраструктурной точки зрения соединения.В сварке нержавеющей стали по системе MMA используют «основные» либо «рутиловые» электроды. Их диаметр определяется толщиной соединяемого металла и его маркой. Отличным выбором окажется «Сварог PRO ARC». Альтернативами будут «ПАТОН ВДИ-200Р», «Сварог Tech ARC». Все подобные устройства могут:
- действовать при отрицательной температуре;
- варьировать ток от 30 до 180 А;
- взаимодействовать с электродами сечением до 4 мм;
- использовать функции горячего пуска, Arc Force, Anti-Stick.
Если говорить не про бытовую, а про профессиональную технику, то можно рекомендовать:
- Lincoln Electric;
- Kemppi Minarc;
- WM Pico 162.

Аргоновую сварку нержавейки в профессиональном и частично профессиональном режимах выполняют очень тщательно. Обычно для этой цели применяют устройства с функционалом SoftSwitch, которая уменьшает интенсивность тепловых потерь. А также полезны:
- подстройка баланса тока;
- пульсирующий режим;
- корректировка частот переменного тока.
Фундаментальную роль имеет опция MIX TIG. Такой параметр характерен для профессиональной и полупрофессиональной техники. Суть в том, что переменный ток сменяется постоянным и обратно. Первый ломает пленку оксидов, избавляя от перекала металла, а второй — отвечает за расплавление и сваривание.
У аргоновых систем почти всегда есть функция SpotArc, отвечающая за прихватку металла и точное исполнение лицевых швов.

Хорошими образцами такой техники являются:
- Aurora Ironman;
- Triton Alutig;
- Fubag Intig;
- Aurora Pro Inter;
- «Сварог PRO TIG».
Эти устройства из разных ценовых категорий. Однако качество работы у них примерно одинаково. Разница, если не считать мелких нюансов, касается времени беспрерывной работы и мощностных ограничений. Еще стоит учесть полуавтоматическую сварку нержавеющей стали электродами. Даже не слишком опытные специалисты могут взяться за такую работу и успешно довести ее до конца.
Однако в руках продвинутых исполнителей сварочные устройства MIG способны на истинные чудеса. Они справятся и с очень тонким листом, и с крупногабаритными конструкциями. Для работы с тонкими материалами полезна опция задания короткой дуги. Важны также режимы струйного переноса и импульсных включений. Часто применяется комбинация газа и монолитной проволоки из нержавеющего сплава.
Для работы с тонкими материалами полезна опция задания короткой дуги. Важны также режимы струйного переноса и импульсных включений. Часто применяется комбинация газа и монолитной проволоки из нержавеющего сплава.
Порошковая проволока обычно используется автономно. Однако надо понимать, что она подходит только для не слишком ответственных работ.
Постепенно швы будут покрываться ржавым налетом. Рекомендуется выбирать устройства, которые рассчитаны на работу в аргоновой или аргоно-гелиевой атмосфере. Хорошим вариантом можно считать:
- «Сварог Easy Mig»;
- Brima;
- Kemppi Minarc Vig Evo 170;
- Lincoln Electric;
- Triton Mig 300;
- EWM Picomig;
- «Феб Норма».
Полярность
Основные рекомендации таковы:
- ручную работу по соединению нержавеющей стали можно применять только на постоянном токе с обратной полярностью;
- ручную аргоновую сварку ведут при прямой полярности, а переменный или постоянный ток — значения не имеет;
- инверторные аппараты применяют только с постоянным обратным током;
- при использовании вольфрамовых электродов по изделиям толщиной 1 и 4 мм — постоянный, а по изделиям толщиной 2 мм — переменный ток.
Технология
Процесс сварки нержавеющей стали электродами включает два основных этапа.
Подготовка
Приготовиться к сварке нержавеющей стали в домашних условиях правильно по силам даже начинающим сварщикам. Раньше всего намеченное место зачищают, используя наждак либо щетку, оснащенную стальным ворсом. Когда видимая визуально грязь убрана, надо обезжиривать поверхность ацетоном либо качественным бензином. Намеченные к сварке детали расставляют так, чтобы между ними был зазор. Сварка тонкой нержавейки начинается с прогрева до 200-300 градусов, что позволяет сократить напряжения в металле и исключить появление трещин.
Процесс
Первым шагом при электродуговой сварке нержавеющей стали является прокаливание стержня. Сообразно марке его прогревают до 160-220 градусов.
Сообразно марке его прогревают до 160-220 градусов.
Важно: заранее греть стержни не следует, иначе обмазка будет хрупка и станет осыпаться. При использовании тугоплавких стержней в плавленый стык надо вводить присадочную проволоку. Работать придется в защитной атмосфере.
Обычные углеродистые стержни применяют только при острой необходимости. Рассчитывать на прочный шов не получится. Уже во время остывания шва часто раздается потрескивание. Это нержавейка, сокращающаяся сильнее черного металла, рвет его на части. Через некоторое время непременно наступит коррозия, и даже незначительное давление может спровоцировать течь.
Потому простые электроды нельзя использовать для:
- канистр;
- отопительных и водогрейных котлов, бойлеров;
- полотенцесушителей;
- труб системы отопления и горячего водоснабжения;
- частей банных и дачных печей, каминов.

В любом случае намеченный шов прихватывают несколько раз. Стержень можно наклонять на себя либо в сторону. При этом неизменно его угол наклона составляет не менее 45 и не более 60 градусов. Сварщик должен быть настроен на формирование ванны с густым расплавом. Швы создают быстрыми аккуратными стежками, дуга должна быть короткой, колебания недопустимы.
Поддержание короткой дуги и ровных стежков будет легче при использовании аппаратов постоянного тока. Если используется трансформатор, нужно опасаться возникновения наплывов, уменьшающих прочность стыка. В среднем на заготовку 4 мм используют 100 А ток вольтажом 16 В. Применяют электроды, сечение которых меньше толщины заготовки. Соблюдение этих рекомендаций позволяет гарантировать повышенную прочность стыков даже в домашних условиях.
О том, как сваривать нержавейку электродом, смотрите далее.
технология процесса, основные виды сварки
Соединение листов или деталей из стали коррозионностойкого класса производится методом сваривания. Сварка нержавеющей стали происходит с учетом физико-химических особенностей материала, применяется несколько возможных вариантов сварных работ.
Факторы состава
Особенностью нержавеющих видов сплавов железа является то, что эта группа металлического материала относится к категории высоколегированных. В них содержится целый ряд элементов со своими характеристиками, которые приходится учитывать в работе.
Основное свойство – антикоррозийность, устойчивость к процессам ржавления, определяется содержанием хрома. В нержавеющих сталях процентная доля этого химического элемента бывает от 12 до 30%. Другие элементы также добавляют сплаву устойчивости к коррозийным воздействие, а также укрепляют стальной материал, добавляют прочности, твердости, влияют на иные свойства, включая свариваемость.
В нержавеющих сталях процентная доля этого химического элемента бывает от 12 до 30%. Другие элементы также добавляют сплаву устойчивости к коррозийным воздействие, а также укрепляют стальной материал, добавляют прочности, твердости, влияют на иные свойства, включая свариваемость.
В совокупности они определяют особенности процесса сварки нержавеющих сплавов.
Какие элементы входят в состав нержавеющих сталей
Основные компоненты стали: железо, на котором базируются все виды этого металлического материала, хром и углерод.
Легирование стали хромом позволяет значительно укрепить защитные свойства железа по отношению к коррозии в различных средах, включая агрессивные. Если хрома более 13%, ржавления не происходит в обычной, неагрессивной и слабоагрессивной среде, если содержание – свыше 17%, коррозионностойкость проявляется в агрессивных средах, таких как кислоты, щелочи, морская вода и другие.
В химическом отношении это выглядит как появление на поверхности деталей, заготовок из нержавейки пассивирующего слоя окислов Cr. Пленка пропускает кислород, останавливая окислительные процессы на поверхности, они не проникают вглубь металла. Если возникают на поверхности дефекты — порезы, царапины, оксидная пленка разрушается, но вступление атомов хрома в реакцию с кислородом образует новый окисел, образующий защиту от ржавчины. Это полезное свойство создает определенные условия при сварке, которые необходимо учитывать.
Пленка пропускает кислород, останавливая окислительные процессы на поверхности, они не проникают вглубь металла. Если возникают на поверхности дефекты — порезы, царапины, оксидная пленка разрушается, но вступление атомов хрома в реакцию с кислородом образует новый окисел, образующий защиту от ржавчины. Это полезное свойство создает определенные условия при сварке, которые необходимо учитывать.
В коррозионностойкой стали присутствуют и другие элементы: С – углерод, Si – кремний, Mn – марганец, S – сера, Ni – никель, P – фосфор и другие. Углерод существенным образом влияет на прочность материала, а никель стабилизирует аустенитную структуру металла, то есть укрепляет кристаллическую решетку исходного материала.
Добавление различных компонентов проводится на производстве по нормативным документам ГОСТ. Легирование проводится различными металлами, такими как Ti – титан (Т), Co – кобальт (К), Mo – молибден (М), Cu – медь (Д). Буквы скобках – это обозначение элементов для металлургического процесса по российским стандартам.
Физико-механические характеристики нержавеющей стали, влияющие на процессы сварки
Эффективность сварочных процессов определяется большим количеством входящих параметров. Основные из них – характеристики материала:
- Теплопроводящие свойства коррозионностойкой стали ниже, чем у железосодержащих сплавов низкоуглеродного класса. Разница может составлять 50-100%, это определяется маркой. Такие свойства приходится учитывать во время сварки, иначе может произойти прожог металла.
- Высокое электрическое сопротивление влияет на скорость сгорания электрода. Быстрое сгорание вызывается его активным и быстрым нагревом. Отсюда, существует рекомендация по отношению к сварочным стержням: желательно, что бы они были из хромоникелевых сплавов.
- Коэффициент линейного расширения достигает больших значений. Это вызывает необходимость выдерживания определенного зазора между электродом и свариваемым металлом. Он позволит обеспечить усадку шва, иначе возможно возникновение трещин и других дефектов.
- Температура сварного процесса проходит при температурах от 600 до 1200 гр. С.
- Возможность проявления межкристаллической коррозии.
При повышении температуры выше 500 гр. С в коррозионностойких сплавах в структуре металла могут образовываться слои карбида хрома Cr3C2. Это вызывает необходимость правильной настройки режима сварки. Это применимо к деталям из хромоникелевых вариантов стали, в которых присутствует аустенитная структура.

Способы сварки нержавеющей стали
Сваривание сплавов с большим процентным содержанием хрома проходит с применением ряда технологий:
- Аргонодуговая сварка с помощью стержней, изготовленных из вольфрама в режимах инверторного типа AC/DC TIG.
- Дуговая сварка ручного типа покрытым электродом – режим ММА.
- Сварка нержавейки полуавтоматом в газовой аргоновой среде MIG и с применением стержней из нержавеющей стали.
- Холодная сварка под давлением без плавления металла.
- Контактный точечный способ.
- Применение лазера.
- Плазменная сварка.

В современных технологиях задействуется большой спектр сварочного оборудования. Они предоставляют возможности работы на производстве, а также позволяют самостоятельным мастерам в условиях гаражной мастерской или дома проводить сварку стали.
Электроды для сварочного процесса
Важный момент- правильный подбор сварных стержней, которые предлагаются в самых разных вариантах. Специалисты отмечают, что сваривание нержавеющих сплавов можно осуществлять обычными электродами, но такой вариант рекомендуется только для деталей и изделий бытового ряда. Промышленные конструкции требуют для работы специальных расходных материалов. Они отличаются специализированными видами покрытий.
С точки зрения расходных материалов для нержавеющих сталей применяют два основных вида соединения кромок изделий:
- Использование покрытых электродов.
- Применение стержней, изготовленных их вольфрама.
Первые относятся к категории плавящихся металлических стержней. Они покрываются органическими и неорганическими веществами, которые при горении дуги создают защитное газовое облако. Оно собирается вокруг места сварки, образуя сварную ванну. Часть покрытия становится жидкой, садится на сплавляемый металл, образуя границу с кислородом воздуха. Таким способом свариваемый шов защищается от окружающей среды и элементов, находящихся в ней. Отлаживается стабильное горение стержня, меняются физико-химические свойства металлических изделий.
Они покрываются органическими и неорганическими веществами, которые при горении дуги создают защитное газовое облако. Оно собирается вокруг места сварки, образуя сварную ванну. Часть покрытия становится жидкой, садится на сплавляемый металл, образуя границу с кислородом воздуха. Таким способом свариваемый шов защищается от окружающей среды и элементов, находящихся в ней. Отлаживается стабильное горение стержня, меняются физико-химические свойства металлических изделий.
Второй вариант, вольфрамовые стержни – металлические неплавящиеся. К основному материалу добавляются другие элементы. Так получают стержни лантанированного, иттрированного, торированного вольфрама. Они работают в режиме сварки аргоном нержавейки, с переменным и постоянным током. Характеризуются хорошей износостойкостью, применяются для сваривания высоколегированных нержавеющих металлических материалов.
Варианты использования стержней помогают выбрать стандарты ГОСТ. В них описывается, какие электроды применимы при сварке сталей, которые легированы различными элементами: никелем, хромом и другими.
Примеры использования различных марок электродов
При задействовании технологии ММА — ручной дуговой сварки покрытым стержнем, широко используются электроды для металлов разных классов: АНЖР-1 и АНЖР-2.
На упаковке указывается, что это спецэлектроды. Их особенность – проведение сварочных работ в любых пространственных направлениях, за исключением положения сверху-вниз. Характеристика положения в пространстве прописывается в нормативных документах как ключевая для сварных работ.
АНЖР-1 работает на постоянном токе с обратной полярностью (+). Вариант покрытия — основной. Можно применять для стальных конструкций, которые сооружаются в промышленном масштабе. При применении стержни нужно предварительно подогревать. Предельная температура – 600 гр. С.
АНЖР-2 имеет те же характеристики, что и предыдущий тип, за исключением того, что не требуется предварительный подогрев и термообработка после сварки. Но температура эксплуатации от 450 до 550 гр. С.
Марка ЦТ-28. Электроды покрыты рутиловым покрытием, вариант основной. Работают при постоянном токе во всех пространственных направлениях, за исключением положения сверху-вниз. Характерная особенность — высокая жаростойкость и жаропрочность.
Работают при постоянном токе во всех пространственных направлениях, за исключением положения сверху-вниз. Характерная особенность — высокая жаростойкость и жаропрочность.
Специальные стержни для нержавеющих сплавов: ESAB, шведского производства. Изготавливаются из низкоуглеродистой стали, добавки идут в покрытие. Обладают свойством легкого поджига. Работают как на переменном, так и на постоянном токе. Среди них есть ряд вариантов для сваривания разнородных сплавов.
Вольфрамовые электроды требуют специального оборудования и внимательного отслеживания положения стержня: получение качественного шва требует вертикального положения. Сила тока различна, определяется толщинами свариваемого материала. Этот фактор определяет и диаметр рабочего сварного прутка.
ММА — ручная дуговая сварка с помощью инвертора и использованием покрытого электрода
Сварочный процесс по технологии ММА с применением стержней с покрытием – широко распространенный вариант работы. Отличается простотой исполнения, применим в домашней мастерской. Недостатком является невозможность получить высококачественный шов.
Недостатком является невозможность получить высококачественный шов.
Для работы используются аппараты инверторного типа.
Инвертор – это блок, в котором собрано несколько устройств:
- Трансформатор, снижающий сетевое напряжение.
- Блок схем транзисторного типа.
- Дроссель, стабилизирующий пульсации тока.
Для работы с аппаратом — сварки нержавейки инвертором подбираются покрытые электроды определенного типа. Они различаются компонентами покрытия. Используется два вида плавящихся металлических стержней:
- С рутиловой обмазкой. Рутил — материал, в основе которого диоксид титана — TiO2. По стандарту обозначаются Р.
Стержни характеризуются малой разбрызгиваемостью, обеспечивают поддержание стабильной дуги. Аппаратура постоянного тока обратной полярности (+). Работают со всеми пространственными направлениями, за исключением вертикального, и деталей с большой толщины. Отрицательный момент: шлаки, образующиеся на швах, приходится убирать молотком. - С покрытием карбонатом кальция-магния CaMg (CO3)2. Это электроды смешанного типа, обозначение по стандартам – АЦ. Основная особенность –низкий расход на единицу наплавления металла. Работают в любом пространственном положении, кроме потолочного. Широко применяются при сваривании труб в системах трубопроводов.
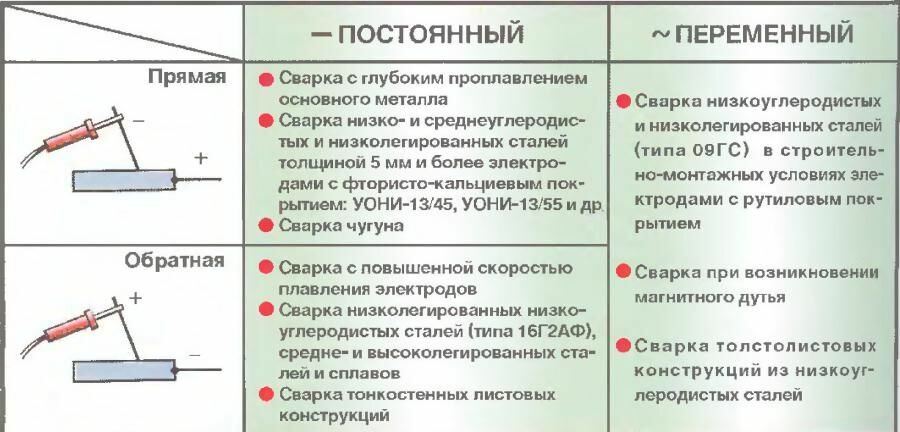
Ручная и полуавтоматическая сварка коррозионностойкой стали в аргоне
Метод дуговой сварки в защитной ванне из активного инертного газа на основе плавящихся электродов. Аргонодуговое сваривание реализуется аппаратами, имеющими такое же название, либо инверторами.
Обозначается
— AC/DC TIG – сварка переменным током — AC, постоянным током — DC с использованием вольфрамового электрода в режиме ручной работы – TIG — Tungsten Inert Gas
— AC/DC MIG — сварка переменным током- AC, постоянным током- DC с использованием вольфрамового электрода в полуавтоматическом режиме – MIG — Metal Inert Gas . Происходит автоматическая подача присадочных компонентов.
Технология обеспечивает получение высококачественных швов небольшой толщины, отличающихся долговечностью и прочностью. Хорошо зарекомендовала себя при монтаже и соединении систем трубопроводов, которые пропускают различные среды под давлением, как жидкие, так и газообразные.
Работа с применением аргоновой технологии с неплавящимися стержнями из вольфрама отличается определенными особенностями:
- Есть возможность включения устройств постоянного и переменного тока.
- Режимы работы аппаратуры выбираются в зависимости от толщины изделий, которые нужно соединять. Параметры режима:
— сила тока,
— диаметр прутка и присадочной проволоки,
— расход инертного газа,
— скорость ведения сварочного процесса. - Подбор присадки определяется степенью ее легирования. Она должна превышать уровень легирования свариваемого материала.
- Дугу поджигают бесконтактно, чтобы вольфрам прутка не попал на сталь.
- Необходимо ровно вести электрод, без колебательных движений. В противном случае происходит нарушение сварочного пространства, которое приводит к окислительным процессам и появлению дефектов.
 В противном случае происходит нарушение сварочного пространства, которое приводит к окислительным процессам и появлению дефектов.
В противном случае происходит нарушение сварочного пространства, которое приводит к окислительным процессам и появлению дефектов.Существуют способы экономии дорогостоящего вольфрамового материала стержня. После окончания процесса на краткий период времени – около 15 секунд, оставляют включенной подачу аргона. Газ защищает стержень от окисления.
При работе полуавтоматического оборудования используются техники
- Струйного переноса. Используется для изделий большой толщины.
- Сваривание короткой дугой. Хорошо работает на деталях с малыми толщинами.
- Импульсной сварки. Используется пульсирующий ток с неконтактным капельным переносом присадки в шов в момент кратковременного роста силы тока.
Холодное сваривание стали под давлением
Технология не предполагает температурного нагрева материала до стадии плавления. Соединение проходит под давлением, меняются кристаллические решетки металлов. Под давлением может находиться одно или оба свариваемых изделия или заготовки. Внутренняя структура стального материала изменяется, выделяется энергия, а сталь приобретает свойство пластичности. Процесс выглядит как вдавливание одной детали в другую с образованием диффузного слоя.
Внутренняя структура стального материала изменяется, выделяется энергия, а сталь приобретает свойство пластичности. Процесс выглядит как вдавливание одной детали в другую с образованием диффузного слоя.
На прессы могут устанавливаться штампы для получения четких точечных или линейных вариантов соединений. Не образуются дефекты, не формируются трещины, отсутствуют внутренние напряжения металла., а также отсутствует окалина.
Контактная точечная сварка
Предполагает применение роликовой или точечной технологии. Сваривание проходит по точкам, расположенным на определенном расстоянии друг от друга. Детали собираются внахлест, помещаются между электродами.
Быстрый нагрев образует зону расплавления – жидкого ядра в обеих заготовках, образуется уплотняющий поясок, играющий защитную роль. Он предохраняет от разбрызгивания и взаимодействия со средой.
Когда ток перестает подаваться, металл быстро охладевает и твердеет. Усилие с электродов убирают не сразу, это позволяет провести проковку, то есть кристаллизацию под давлением. Получают прочный шов высокого класса, без трещин, дефектов, раковин и остаточных напряжений.
Получают прочный шов высокого класса, без трещин, дефектов, раковин и остаточных напряжений.
Технология позволяет работать на очень тонком нержавеющем материале – до 2х мм толщиной.
Лазерная сварка
Применение лазерных аппаратов соединения металлов и неметаллов – один из наиболее современных методов работы с материалами, включая коррозионностойкие.
Для технологии характерно сохранение прочностных свойств сплава, поскольку не требуется температурное воздействие, способное вызвать деформацию. Остывание проходит быстро, почти исключено появление дефектов и трещин. Структура характеризуется зернистостью минимальных размеров. Расплав заполняет целиком стыковое соединение.
Плазменная сварка
Используется принцип ионизации газа в плазмотроне под воздействием электрической дуги. Основывается на работе неплавящихся электродов из вольфрама с тугоплавкими добавками. Плазменный поток плавит край изделия, подлежащему свариванию. Работа проходит на оборудовании, которое работает как
- Ручное. Одним из контактов выступает сама свариваемая деталь. Свариваются изделия и детали до 3х мм толщиной.
- Автоматическое. В этом виде устройств дуга соединяет электрод и стенку камеры. Допустимо проводить сваривание изделий с большой толщиной– до 160 мм. Требуется предварительная разделка кромок. Формируется шов одним прохождением плазменного аппарата.
 Одним из контактов выступает сама свариваемая деталь. Свариваются изделия и детали до 3х мм толщиной.
Одним из контактов выступает сама свариваемая деталь. Свариваются изделия и детали до 3х мм толщиной.Технология процесса
Применение различных методов, таких как сварка нержавейки аргоном и другие, представляет собой достаточно сложный процесс. Это обусловлено особенностями коррозионноустойчивых сплавов. Процесс трудоемкий, сварщик должен обладать хорошими теоретическими знаниями и практическим опытом работы, чтобы обеспечит высококачественный шов.
Сварочный процесс проходит в несколько этапов:
- Подготовительный.
- С поверхности, которая пойдет под сварку, удаляются следы ржавления, масляные потеки, различные загрязнения. Самый подходящий инструмент на этой стадии – металлическая щетка.
- Проводится обработка кромок разделкой, в особенности, при толщине более 4-х мм. Для этого берут напильник или болгарку и разделывают кромку. В результате будет обеспечено нормальное проплавление материала и образуется оптимальная сварочная ванна.
- Тонкие листы металла плотно сводятся и прихватываются для недопущения смещения по ходу производственного процесса.
- Если толщина изделия больше 7 мм, ее подогревают до 150 гр. С. В домашней мастерской для этого берут паяльную лампу.
 Для этого берут напильник или болгарку и разделывают кромку. В результате будет обеспечено нормальное проплавление материала и образуется оптимальная сварочная ванна.
Для этого берут напильник или болгарку и разделывают кромку. В результате будет обеспечено нормальное проплавление материала и образуется оптимальная сварочная ванна.- Рабочий этап.
- Поджигается электрическая дуга. Стержень подносят к поверхности, чтобы его активировать.
- Соединение проходит на короткой дуге.
- Когда шов доведен до конечного пункта, осуществляется технологический прием «замок». Если он проведен правильно, то исключает появление свищей и трещин.
- Когда сварка завершена, металлу дают возможность остыть и «отдохнуть». Принудительное охлаждение может создать дефекты.
- После этого можно провести зачистку шлаковой корки, применяя для этого различные инструменты, часто это делают с помощью молотка.
- Завершающая стадия — обработка изделия в месте шва. Она может проходить одним из двух методов:
- механическим — шлифованием и полировкой железной щеткой, шлейф инструментом, наждачной бумагой;
- химическим- с использованием соляной и серной кислот и дальнейшей промывкой.

Работа с нержавеющими сплавами требует от сварщика хорошего уровня теоретических знаний, хорошей практической подготовки. Приходится учитывать целый ряд параметров: свойства сплавов, характеристики аппаратуры, адекватный подбор расходных материалов- электродов. Оборудование требует точной настройки с учетом всех характеристик.
Используемая литература и источники:
- Скороходов В. Н., Одесский П. Д., Рудченко А. В. «Строительная сталь»
- Автоматическая электродуговая сварка. Под ред. Е. О. Патона. К., 1953.
- Руководство по электродуговой сварке под флюсом. Под ред. Б. Е. Патона. К., 1957.
- Статья на Википедии
Сварочные процессы для нержавеющей стали
Деформированный металл, сварные швы угольного цвета и разочарование; вот некоторые из вещей, которые могут произойти при сварке нержавеющей стали. Хотя нержавеющая сталь содержит элементы, аналогичные элементам углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, что представляет собой совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий расплавленную ванну нержавеющей стали, должен быть сведен к абсолютному минимуму.Сварочная ванна будет вести себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что делает деформацию и подвод тепла большой проблемой. Хотя при сварке нержавеющей стали необходимо учитывать множество моментов, одним из наиболее важных решений является выбор используемого сварочного процесса.
Хотя нержавеющая сталь содержит элементы, аналогичные элементам углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, что представляет собой совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий расплавленную ванну нержавеющей стали, должен быть сведен к абсолютному минимуму.Сварочная ванна будет вести себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что делает деформацию и подвод тепла большой проблемой. Хотя при сварке нержавеющей стали необходимо учитывать множество моментов, одним из наиболее важных решений является выбор используемого сварочного процесса.
Сварочные процессы для нержавеющей стали
Ниже мы обсудим наиболее популярные процессы сварки нержавеющей стали.
Сварка металла в среде инертного газа (MIG)/Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Сварка MIG, или дуговая сварка металлическим газом, как она более официально известна, является одним из наиболее популярных способов сварки нержавеющей стали. Есть много общего между сваркой MIG нержавеющей стали и сваркой углеродистой стали. Нет необходимости использовать специальные приводные ролики, и электрическая полярность остается прежней. Однако составы защитного газа обычно различаются. При сварке нержавеющей стали допустимо меньшее количество кислорода, поэтому уровни O2 или CO2 должны поддерживаться на уровне около 2% или ниже. Довольно часто при сварке MIG нержавеющей стали используются трехкомпонентные защитные газы, содержащие аргон, гелий и двуокись углерода или кислород.Поскольку коррозионная стойкость обычно требуется как для сварного шва, так и для основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистыми или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы сварочного сигнала также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Есть много общего между сваркой MIG нержавеющей стали и сваркой углеродистой стали. Нет необходимости использовать специальные приводные ролики, и электрическая полярность остается прежней. Однако составы защитного газа обычно различаются. При сварке нержавеющей стали допустимо меньшее количество кислорода, поэтому уровни O2 или CO2 должны поддерживаться на уровне около 2% или ниже. Довольно часто при сварке MIG нержавеющей стали используются трехкомпонентные защитные газы, содержащие аргон, гелий и двуокись углерода или кислород.Поскольку коррозионная стойкость обычно требуется как для сварного шва, так и для основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистыми или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы сварочного сигнала также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Сварка вольфрамовым электродом в среде инертного газа (TIG)/Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка TIG, более известная как дуговая сварка вольфрамовым электродом, представляет собой еще один процесс, который часто используется для сварки нержавеющей стали.Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали. Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно используется почти 100% аргон или гелий в защитных газах. Как и при сварке MIG, при сварке TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование сварного шва, который будет легко подвержен коррозии. В качестве присадочных металлов следует использовать низкоуглеродистые или стабилизированные марки нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными.Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали методом TIG важно поддерживать несколько высокие скорости перемещения и низкое тепловложение.
Дуговая сварка порошковой проволокой
Как правило, процессы сварки с использованием флюса не оптимальны для сварки нержавеющей стали. При этом можно сваривать нержавеющую сталь порошковой проволокой. Необходимо использовать специальные газовые смеси. Дуговая сварка в среде защитного газа с флюсовой проволокой, как правило, является лучшим выбором для сварки нержавеющей стали, чем дуговая сварка с флюсовой проволокой, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла сварного шва от атмосферы.
Дуговая сварка металлическим сердечником
Лучшей альтернативой дуговой сварке порошковой проволокой с самозащитной проволокой и дуговой сварке в среде защитного газа является дуговая сварка металлическим сердечником. В основном это связано с тем, что дуговая сварка металлическим сердечником вообще не зависит от флюса. Металлическая сердцевина наполнителя, хотя и содержит некоторые виды раскислителей, в основном заполнена порошкообразными металлами для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлическим сердечником может использоваться для получения высококачественных сварных швов на нержавеющей стали.По большей части для получения высококачественного сварного шва из нержавеющей стали с помощью дуговой сварки с металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлическим сердечником может использоваться для получения высококачественных сварных швов на нержавеющей стали.По большей части для получения высококачественного сварного шва из нержавеющей стали с помощью дуговой сварки с металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Лазерная сварка часто используется для соединения нержавеющей стали при очень высоких скоростях перемещения и с очень низким подводом тепла. Необходимо соблюдать осторожность, чтобы избежать пористости и растрескивания при сварке лазером. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки.Лазерная сварка никогда не выполняется вручную и, следовательно, должна быть автоматизирована, если она выбрана в качестве процесса, используемого для сварки нержавеющей стали.
Другие процессы сварки нержавеющей стали
Вышеупомянутые процессы, возможно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали. Есть много других, несколько менее популярных в отрасли процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменно-дуговая сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка металлическим электродом в среде защитного газа (SMAW), сварка трением с перемешиванием (FSW) и сварка сопротивлением (RW).Этот список не является исчерпывающим, и существует множество других сварочных процессов, с помощью которых можно сваривать нержавеющую сталь с разным уровнем успеха.
Есть много других, несколько менее популярных в отрасли процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменно-дуговая сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка металлическим электродом в среде защитного газа (SMAW), сварка трением с перемешиванием (FSW) и сварка сопротивлением (RW).Этот список не является исчерпывающим, и существует множество других сварочных процессов, с помощью которых можно сваривать нержавеющую сталь с разным уровнем успеха.
Металлические супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелких партий металла с более чем 100 обычными магазинами в США, Канаде и Великобритании. Мы являемся экспертами в области металлов и предоставляем качественное обслуживание клиентов и продукцию с 1985 года.
В супермаркетах металлов мы поставляем широкий ассортимент металлов для различных применений.Наш склад включает в себя: мягкую сталь, нержавеющую сталь, алюминий, инструментальную сталь, легированную сталь, латунь, бронзу и медь.
У нас есть широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем порезать металл по вашим точным спецификациям.
Посетите сегодня один из наших более чем 100 офисов в Северной Америке.
Сварка аустенитной нержавеющей стали
Существует ряд различных типов сталей, которые можно отнести к «нержавеющим»; в предыдущих статьях рассматривались, например, ферритные стали и стали с дисперсионным твердением.Поэтому рекомендуется быть конкретным и ссылаться на группу, к которой принадлежит сталь, чтобы избежать путаницы. Хотя стали, рассматриваемые в этой статье, обычно называют «нержавеющей сталью», правильнее называть их аустенитными, 18/8 или хромоникелевыми нержавеющими сталями.
Как и другие типы нержавеющих сталей, аустенитные нержавеющие стали устойчивы к коррозии и окислению благодаря присутствию хрома, который образует самовосстанавливающуюся защитную пленку на поверхности стали. Они также обладают очень хорошей ударной вязкостью при экстремально низких температурах, поэтому широко используются в криогенных приложениях. Их можно упрочнить и повысить их прочность путем холодной обработки, но не термической обработки. Они являются наиболее легко свариваемыми из семейства нержавеющих сталей и могут быть сварены всеми способами сварки, основные проблемы которых заключаются в предотвращении горячих трещин и сохранении коррозионной стойкости.
Они также обладают очень хорошей ударной вязкостью при экстремально низких температурах, поэтому широко используются в криогенных приложениях. Их можно упрочнить и повысить их прочность путем холодной обработки, но не термической обработки. Они являются наиболее легко свариваемыми из семейства нержавеющих сталей и могут быть сварены всеми способами сварки, основные проблемы которых заключаются в предотвращении горячих трещин и сохранении коррозионной стойкости.
Удобным и широко используемым сокращением для идентификации отдельного сплава в группе аустенитных нержавеющих сталей является система ASTM.При этом используется трехзначный номер «3XX», «3», обозначающий сталь как аустенитную нержавеющую сталь, и дополнительные буквы для обозначения состава и определенных характеристик сплава , например, , тип 304H, тип 316L и т. д.; этот метод ASTM будет использоваться в этой статье.
Типовые составы некоторых сплавов приведены в таблице 1 . Марка типа 304 может рассматриваться как архетипическая аустенитная нержавеющая сталь, из которой производятся другие марки, и изменения в составе по сравнению с типом 304 приводят к изменению идентификационного номера и выделяются красным цветом.
Таблица 1 Типичные составы некоторых аустенитных сплавов нержавеющей стали
| ASTM № (тип) | Композиция WT% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C (MAX) | SI (MAX) | MN (Макс) | CR CRNI | MO | Другое | Austenite — Феррит — F | |||
| 0.08 | 0,75 | 2,0 | 18/20 | 8/11 | — | — | А+2/8%F | ||
| 304л | 0,035 | 0,75 | 2,0 | 18/20 | 8/11 | — | — | А + 2/8%F | |
| 304Х | 0,04 — 0,10 | 0,75 | 2,0 | 18/20 | 8/11 | — | — | А + 2/8%F | |
| 304Н | 0. 08 08 | 0,75 | 2,0 | 18/20 | 8/11 | — | 0,1/0,16 Н | А + 2/8%F | |
| 316 | 0,08 | 0,75 | 2,0 | 16/18 | 14/11 | 2/3 | — | А + 3/10%F | |
| 347 | 0,08 | 0,75 | 2,0 | 17/20 | 13 сентября | — | № : 10xC | А + 4/12%F | |
| 321 | 0.08 | 0,75 | 2,0 | 17/19 | 9/12 | — | Ти: 5xC | А + 4/12%F | |
| 310 | 0,15 | 0,75 | 2,0 | 24/26 | 19/22 | — | — | 100% А | |
| 309 | 0,08 | 1,0 | 2,0 | 22/24 | 15/12 | — | — | А + 8/15%F | |
| 308L (обычно только присадочный металл) | 0. 03 03 | 1,0 | 2,0 | 19/21 | 12/10 | А + 4/12%F | |||
За 3XX может следовать буква, содержащая дополнительную информацию о конкретном сплаве, как показано в таблице . «L» — низкоуглеродистая аустенитная нержавеющая сталь для использования в агрессивной коррозионной среде; «H» для высокоуглеродистой стали с улучшенной жаропрочностью для использования в условиях ползучести; «N» для азотсодержащей стали, где требуется более высокая прочность на растяжение, чем у обычной стали.Эти суффиксы используются с большинством обозначений сплава , например, типа 316L, типа 316LN, типа 347H, где состав был изменен по сравнению с составом основного сплава.
Аустенитные нержавеющие стали представляют собой металлургически простые сплавы. Они состоят либо из 100% аустенита, либо из аустенита с небольшим количеством феррита (см. Таблица 1 ). Это не тот феррит, который можно найти в углеродистой стали, а высокотемпературная форма, известная как дельта (δ)-феррит. В отличие от углеродистых и низколегированных сталей аустенитные нержавеющие стали не претерпевают фазовых переходов при охлаждении от высоких температур.Поэтому они не могут подвергаться закалке с образованием мартенсита, и на их механические свойства в значительной степени не влияет сварка. Таким образом, холодное (вызванное водородом) растрескивание ( Job Knowledge No. 45 ) не является проблемой, и предварительный нагрев не требуется независимо от толщины компонента.
В отличие от углеродистых и низколегированных сталей аустенитные нержавеющие стали не претерпевают фазовых переходов при охлаждении от высоких температур.Поэтому они не могут подвергаться закалке с образованием мартенсита, и на их механические свойства в значительной степени не влияет сварка. Таким образом, холодное (вызванное водородом) растрескивание ( Job Knowledge No. 45 ) не является проблемой, и предварительный нагрев не требуется независимо от толщины компонента.
Легирующие элементы в аустенитной нержавеющей стали можно разделить на две группы; те, которые способствуют образованию аустенита, и те, которые способствуют образованию феррита. Основными аустенитообразователями являются никель, углерод, марганец и азот; важными ферритообразователями являются хром, кремний, молибден и ниобий.Изменяя количество этих элементов, сталь можно сделать полностью аустенитной или сконструировать так, чтобы она содержала небольшое количество феррита; важность этого будет обсуждаться позже.
В 1949 году Антон Шеффлер опубликовал конституционную или фазовую диаграмму, иллюстрирующую влияние состава на микроструктуру. На диаграмме Шеффлера каждому элементу присвоен коэффициент, коэффициент, отражающий силу влияния на образование феррита или аустенита; эти факторы можно увидеть на диаграмме.Затем элементы объединяются в две группы, чтобы получить «эквиваленты» хрома и никеля. Они образуют оси х и у диаграммы и, зная состав аустенитной нержавеющей стали, позволяют определить пропорции фаз.
Типичные положения некоторых наиболее распространенных сплавов приведены в Рис.1 . Также на эту диаграмму наложены цветные области, обозначающие некоторые проблемы изготовления, которые могут возникнуть при использовании аустенитных нержавеющих сталей.
Хотя все аустенитные нержавеющие стали чувствительны к горячему растрескиванию ( Знания о работе № 44 ), полностью аустенитные стали, попадающие в вертикальную синюю область на Рис. 1 , такие как тип 310, особенно чувствительны.
Основными виновниками являются сера и фосфор. С этой целью эти случайные элементы были постепенно уменьшены, так что теперь легко доступны стали с содержанием серы менее 0,010% и фосфора менее 0,020%. В идеале сплавы типа 310 или 317 должны иметь уровни серы и фосфора ниже примерно 0.003%. Чистота также очень важна, и тщательное обезжиривание должно быть выполнено непосредственно перед сваркой.
Стали типа 304, 316, 347, попадающие в небольшую неокрашенную треугольную область в центре диаграммы или близкие к ней, содержат небольшое количество дельта-феррита и, хотя и не обладают иммунитетом к горячему растрескиванию , обладают повышенной стойкостью к образованию серосодержащих жидких пленок. Причины этого заключаются в том, что а) феррит может растворять больше серы и фосфора, чем аустенит, поэтому они остаются в растворе, а не могут образовывать жидкие пленки по границам зерен, и б) присутствие довольно небольшого количества феррита увеличивает размер зерна. граничной области, так что любые жидкие пленки должны распространяться на большую площадь и больше не могут образовывать непрерывную жидкую пленку. 100% аустенитные стали не обладают этим преимуществом.
100% аустенитные стали не обладают этим преимуществом.
Одной из проблем, возникающих при работе со сталями с очень низким содержанием серы, является явление, известное как «вариация от литья к литью» или «переменное проникновение». Сварочная ванна в стали с низким содержанием серы (<0,005%) имеет тенденцию быть широкой с неглубоким проплавлением; сталь с содержанием серы более 0,010% имеет более узкий и более глубоко проникающий валик сварного шва.
Как правило, это проблема только при использовании полностью автоматизированного процесса сварки TIG, поскольку ручной сварочный аппарат способен справиться с изменениями в проплавлении из-за различий в содержании серы в разных стальных отливках.Однако процедуры автоматизированной сварки TIG, разработанные для стали с высоким содержанием серы, при использовании для сварки стали с низким содержанием серы могут привести к отсутствию дефектов типа проплавления; обратная ситуация может привести к чрезмерному проникновению.
Изменения в процедуре, которые смягчили, но никогда не устранили эту проблему, включали низкую скорость перемещения, импульсный ток, использование смесей защитного газа Ar/H 2 . Другие методы включают указание минимального содержания серы, скажем, 0,010%, или разделение сталей на партии с известными характеристиками проплавления и разработку подходящих процедур сварки.Процесс активированного флюса A-TIG также оказался полезным.
Другие методы включают указание минимального содержания серы, скажем, 0,010%, или разделение сталей на партии с известными характеристиками проплавления и разработку подходящих процедур сварки.Процесс активированного флюса A-TIG также оказался полезным.
Проблемы сварки полностью ферритных сталей, которые попадают в розовую область, где рост зерна и охрупчивание являются проблемой, уже рассматривались в Знаниях о работе № 101 .
Аустенитные нержавеющие стали, попадающие в желтую область, также будут охрупчиваться, но это происходит в результате образования твердых хрупких фаз, называемых «сигма» (σ) и «хи» (χ). Это охрупчивание происходит в диапазоне температур примерно от 500 до 900°С.Это медленный процесс, и он не представляет проблемы при сварке аустенитных нержавеющих сталей, но может иметь место при эксплуатации при повышенных температурах или при снятии напряжений со свариваемого компонента. Образованию этих фаз способствует высокое содержание хрома и молибдена (ферритообразующие элементы), поэтому такие стали, как тип 310 и тип 316, особенно чувствительны и могут демонстрировать существенную потерю пластичности после снятия напряжения. Дельта-феррит также трансформируется быстрее, чем аустенит, поэтому сплавы, содержащие большое количество этой фазы, будут разрушаться быстрее, чем аустенитная сталь с небольшим процентом феррита; отсюда и проблемы с дуплексными и супердуплексными нержавеющими сталями.
Дельта-феррит также трансформируется быстрее, чем аустенит, поэтому сплавы, содержащие большое количество этой фазы, будут разрушаться быстрее, чем аустенитная сталь с небольшим процентом феррита; отсюда и проблемы с дуплексными и супердуплексными нержавеющими сталями.
Когда необходимо снять напряжение с изготовления, необходимо учитывать потерю пластичности. В сталях, содержащих дельта-феррит, эта фаза должна быть сведена к минимуму, что соответствует минимизации риска горячих трещин, путем контроля ферритообразующих элементов, требуя обычно от 2% до 5% дельта-феррита.
В следующей статье Job Knowledge будут рассмотрены вопросы выбора присадочного металла, некоторые проблемы эксплуатации аустенитных нержавеющих сталей и пути их решения.
Эта статья была написана Джин Мазерс .
Методы сварки нержавеющей стали
Сварка нержавеющей стали имеет свои проблемы и отличия. Хотя нержавеющая сталь не так сложна в сварке, как некоторые металлы, она обладает особыми свойствами, которые отличаются от других более распространенных сталей, на которые следует обратить внимание перед сваркой.
представляет собой сплав цветного металла из железа, углерода и не менее 10,5% хрома. Он известен своей прочностью и коррозионной стойкостью.Множество различных сортов нержавеющей стали определяется степенью и комбинацией других элементов, смешанных с железом, углеродом и хромом, таких как никель, ниобий, молибден и титан. Добавление хрома в сплав, который устойчив к ржавчине и потускнению, также придает металлу знакомый блеск.
Нержавеющая стальимеет широкий спектр промышленных применений. В первую очередь используется для архитектурных панелей, пищевой промышленности и другого кухонного оборудования, аэрокосмического, автомобильного и морского оборудования.Из-за его широкого применения он является популярным металлом во многих сварочных работах для промышленного оборудования.
Для достижения эстетичного результата при сварке нержавеющей стали, независимо от вашего метода, необходимо контролировать нагрев и охлаждение металла. Известно, что металл сохраняет тепло, что может привести к таким проблемам, как деформация, ржавчина или охрупчивание. Слишком много тепла, всего пять ампер, может означать разницу между сожженным швом и совершенством. Во-вторых, убедитесь, что присадочный металл соответствует свариваемому материалу.Наконец, обеспечьте чистоту рабочего места и не допускайте попадания мусора на сварочный стол, так как нержавеющая сталь может очень легко поцарапаться.
Слишком много тепла, всего пять ампер, может означать разницу между сожженным швом и совершенством. Во-вторых, убедитесь, что присадочный металл соответствует свариваемому материалу.Наконец, обеспечьте чистоту рабочего места и не допускайте попадания мусора на сварочный стол, так как нержавеющая сталь может очень легко поцарапаться.
Самое главное, сварка нержавеющей стали требует вентиляции. Из-за хрома пары могут быть токсичными. Настоятельно рекомендуется использовать вытяжные вентиляторы, специальные наконечники для всасывания дыма, прикрепленные к сварочной горелке, и дыхательный аппарат для защиты сварщика от паров и вредного дыма.
Тремя наиболее распространенными методами сварки нержавеющей стали являются сварка TIG, сварка MIG и сварка сопротивлением.Каждый из них имеет свои преимущества и уникальные характеристики.
Сварка ВИГ TIG расшифровывается как Tungsten Inert Gas, сокращение от Gas Tungsten Arc Welding (GTAW). Он назван в честь вольфрамового электрода и оболочки из инертного газа, окружающей его. Неплавящийся вольфрамовый электрод подает ток на сварочную дугу. Газ аргон используется потому, что он защищает и охлаждает вольфрам, создает гораздо меньше дыма, чем другие газы, и предотвращает окисление.
Неплавящийся вольфрамовый электрод подает ток на сварочную дугу. Газ аргон используется потому, что он защищает и охлаждает вольфрам, создает гораздо меньше дыма, чем другие газы, и предотвращает окисление.
идеально подходит для ответственных соединений и широко используется в промышленности для получения тонких и точных сварных швов, а также является наиболее распространенным методом сварки тонких профилей из нержавеющей стали с более тонкими металлами.Преимущества использования сварки TIG на нержавеющей стали включают в себя низкий износ электрода, отсутствие пор, прочные сварные швы, концентрированный источник тепла, что, в свою очередь, приводит к узкой зоне плавления, точное управление, очень стабильную дугу, сварку с присадкой или без нее и остатки окисления удаляются, что упрощает процесс окончательной очистки.
Сварка МИГ Metal Inert Gas, сварка MIG, также известная как дуговая сварка металлическим газом (GMAW), представляет собой процесс сварки, в котором используется электричество для расплавления и соединения кусков металла вместе. В мире сварки его часто называют «пистолет для горячего клея», он был разработан в 1940-х годах для сварки цветных металлов. Для сварки MIG требуется, чтобы проволока была подключена к источнику постоянного тока, который действует как электрод для соединения двух кусков металла, в то время как он непрерывно проходит через сварочный пистолет. Смесь защитного газа для сварки MIG нержавеющей стали состоит из 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа.
В мире сварки его часто называют «пистолет для горячего клея», он был разработан в 1940-х годах для сварки цветных металлов. Для сварки MIG требуется, чтобы проволока была подключена к источнику постоянного тока, который действует как электрод для соединения двух кусков металла, в то время как он непрерывно проходит через сварочный пистолет. Смесь защитного газа для сварки MIG нержавеющей стали состоит из 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы «сварки электродом».Метод сварки MIG обеспечивает получение длинных непрерывных швов намного быстрее и может использоваться для более толстой нержавеющей стали в тех случаях, когда необходимы длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием.
Сварка сопротивлением Сварка сопротивлением — это процесс точечной и шовной сварки. Когда электрический ток, проходящий через электрод, вступает в контакт с металлом, выделяется как тепло сопротивления, так и самородок.В итоге получается металлическое соединение. Хотя ему требуется значительное количество тока от источника питания, для работы он использует низкое напряжение.
Когда электрический ток, проходящий через электрод, вступает в контакт с металлом, выделяется как тепло сопротивления, так и самородок.В итоге получается металлическое соединение. Хотя ему требуется значительное количество тока от источника питания, для работы он использует низкое напряжение.
В производстве, по сравнению с другими методами сварки, контактная сварка может быть намного более эффективной, поскольку для выполнения процесса требуется всего лишь нажать кнопку. В частности, в отношении нержавеющей стали время нагрева и концентрация тепла меньше, и, таким образом, меньше воздействуют на обрабатываемую площадь. Для производителей этот процесс может быть механизирован и автоматизирован и не требует длительной предварительной подготовки сварщиков.Результатом является не только эстетическое удовольствие, но и высокая производительность и низкая стоимость, создание меньшего количества дыма и более здоровая рабочая среда, что в целом является более рентабельным для производителей.
Не знаете, какой метод подойдет именно вам? Не стесняйтесь обращаться к нам сегодня, наш знающий и дружелюбный персонал здесь, чтобы помочь!
| Введение Сплавы из нержавеющей стали обычно имеют содержание хрома не менее 10%.Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L). Ниже приведено основное пошаговое руководство по сварке нержавеющей стали.
Начните с определения наилучшего способа соединения основных металлов.Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стыковые, угловые, краевые, внахлестку и тавровые. Три наиболее распространенных процесса сварки нержавеющей стали:
SMAW — не требуется GTAW — аргон рекомендуется для толщин приблизительно до 1/2 дюйма.Для более толстых срезов можно использовать смеси аргона и гелия или чистый гелий. Чистый гелий также может быть использован для более глубокого проникновения. Наиболее часто используемый вольфрам содержит 2% тория. FCAW — 100% CO 2 или аргон/CO 2 . Напряжение может быть несколько ниже, если выбрана смесь аргона с 20-25% CO 2 . GMAW — Для распыления r используйте аргон и от 1% до 2% кислорода. Преимущественно используется смесь 99% аргона/1% кислорода. 98 % аргона/2 % кислорода при сварке более тонких материалов. Для переноса короткого замыкания используйте 90 % гелия/7,5 % аргона/2,5 % CO 2 . Дополнительную информацию см. в руководстве по защитному газу Выберите подходящий присадочный металл Для применений, где обе детали изготовлены из одного и того же сплава, выберите присадочный металл с составом, аналогичным составу основных металлов.Это обеспечит аналогичные свойства сварного шва. Применение разнородных основных металлов требует выбора на основе механических свойств, отсутствия растрескивания и совместимости. Установка параметров Установка параметров SMAW — использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, то есть отрицательный электрод, либо обратную полярность, то есть положительный электрод.Постоянный ток непрерывно протекает в одном направлении через сварочную цепь. Есть несколько преимуществ постоянного тока. Он хорошо работает при низких настройках тока и с малыми диаметрами. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (пример: 308-15) используют постоянный ток обратной полярности. Их ключевой характеристикой является быстрое замерзание шлака, что делает их подходящими для сварки в нерабочем положении. Внешний вид бусин выпуклый. AC использует комбинацию прямой и обратной полярности, которые чередуются в регулярных циклах. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая возникает из-за дисбаланса магнитного поля вокруг дуги, вызывающего изгиб дуги. Он также хорошо работает на толстом металле с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов, от плоского до слегка выпуклого. Сила тока Наиболее распространенные настройки:
GTAW — Для дуговой сварки вольфрамовым электродом в среде защитного газа используйте постоянный ток прямой полярности (отрицательный электрод). FCAW — Проволока для сварки нержавеющей стали с порошковым сердечником обычно использует постоянный ток обратной полярности (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Сварка порошковой проволокой требует более длинного удлинения проволоки или «торчания». Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки из нержавеющей стали обычно составляет от 5/8 до 3/4 дюйма. GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW: Короткое замыкание передачи:
Спрей-перенос:
 Очистка основного металла Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение.Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения. Предварительный нагрев, если применимо Предварительный подогрев не требуется для большинства аустенитных нержавеющих сталей марки 300. Хорошая техника сварки развивается по мере того, как сварщик приобретает опыт.Ниже приведены основные советы по сварке:
Может потребоваться последующий нагрев для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварки.Последующий нагрев помогает замедлить процесс охлаждения, чтобы свести к минимуму растрескивание.
|

 1 «Безопасность при сварке, резке и смежных процессах», опубликованный Американским обществом сварщиков, 550 N.W. LeJeune Road, Майами, Флорида 33126; Стандарты безопасности и гигиены труда Управления по охране труда и здоровья (OSHA), доступные в США.Типография правительства С., Вашингтон, округ Колумбия 20402.
1 «Безопасность при сварке, резке и смежных процессах», опубликованный Американским обществом сварщиков, 550 N.W. LeJeune Road, Майами, Флорида 33126; Стандарты безопасности и гигиены труда Управления по охране труда и здоровья (OSHA), доступные в США.Типография правительства С., Вашингтон, округ Колумбия 20402.  Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия.
Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия.
 Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.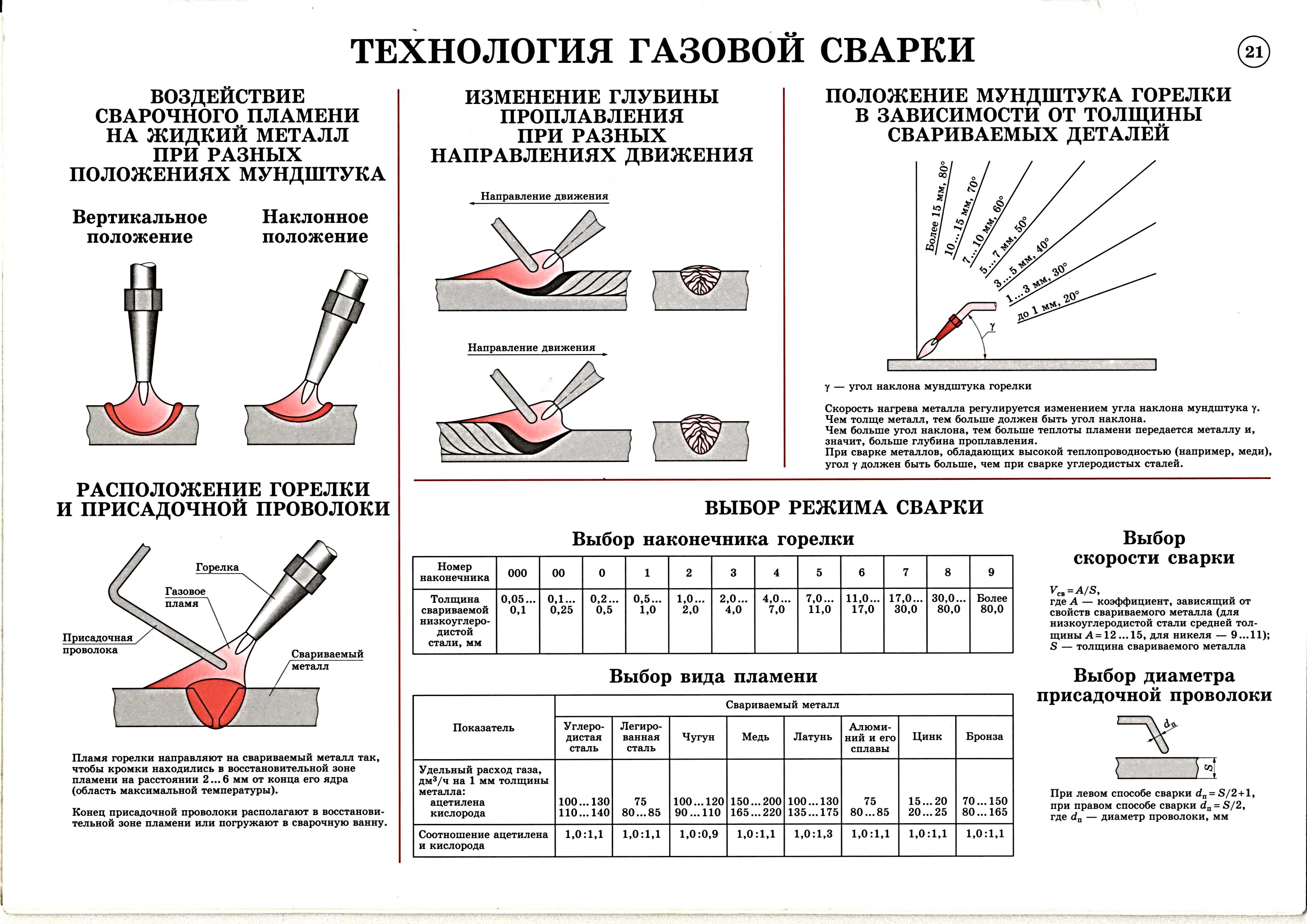 Как правило, рекомендуется скорость потока газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены коррективы.
Как правило, рекомендуется скорость потока газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены коррективы.
 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. 030
030 035
035 Основной металл должен быть доведен до комнатной температуры, от 60 до 75°F. Предварительный подогрев необходим при сварке ферритных или мартенситных марок стали. Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Основной металл должен быть доведен до комнатной температуры, от 60 до 75°F. Предварительный подогрев необходим при сварке ферритных или мартенситных марок стали. Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
 Это хорошая процедура для использования при соединении толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.
Это хорошая процедура для использования при соединении толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.(PDF) Обзор механических характеристик нержавеющей стали 304 с использованием сварки SMAW
Публикация маски MASK International Journal of Science and Technology, Vol.2, № 2, февраль 2017 г.
Рукопись получена в декабре 2016 г., переработана в феврале 2017 г. Copyright © 2016 Mask Publication — Все права защищены
Обзор механических характеристик нержавеющей стали 304 с использованием
.Muthukumaran2, J.Gowthaman3, C.Arun41,2,3Доцент, кафедра машиностроения, Инженерно-технологический колледж PSNA, Диндигул, Тамилнаду, Индия
4 Доцент, кафедра машиностроения, В.С.Б. Инженерный колледж, Карур, Тамилнаду. Индия.
Индия.
Электронная почта: [email protected]
Резюме – Сварка является одним из широко используемых методов постоянного крепления, используемых для различных
применений. Сварка требует меньше рабочего места в промышленности. В этом исследовании мы оцениваем влияние
процесса сварки Дуговая сварка под флюсом (SMAW) на аустенитную нержавеющую сталь 304. Процесс сварки
был выполнен на пластине толщиной 6 мм из нержавеющей стали 304 с использованием метода SMAW.Пластины
размером 200 мм X 150 мм X 6 мм были сварены с использованием вольфрамовой сварки в среде инертного газа.
Прочность на растяжение, ударная вязкость, микроструктура и коррозионное воздействие процесса сварки сварных соединений
изучены и сравнены со свойствами процесса, относящегося к основному металлу, что показывает
лучший процесс сварки нержавеющей стали. Это исследование показывает, что соединения SMAW имели относительно близкие значения
, но лучшую прочность сварных соединений на нержавеющей стали 304.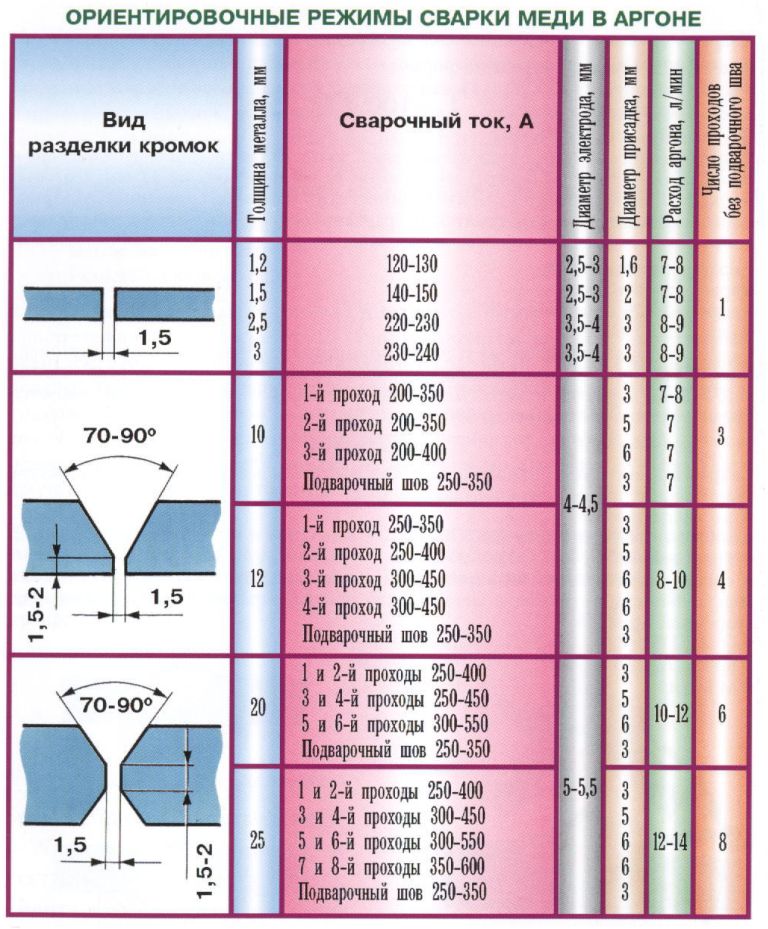
Ключевые слова: Дуговая сварка под флюсом (SMAW), Механические характеристики
I. Введение
Сварка представляет собой процесс соединения сходных металлов, но
в настоящее время это также соединение разнородных металлов с применением тепла. Сварка может производиться с
или без применения давления и присадочных материалов. При сварке
кромки металлических деталей либо оплавляются, либо
доводятся до пластического состояния и используется для неразъемных соединений
.Во всех производственных компаниях сварка очень важна. Поскольку сварка использовалась в производстве стали
, ее использование расширилось в других промышленных секторах
, таких как строительство, машиностроение и производство автомобилей
и т. д. Он прошел через бронзовый
век и железный век, и он разветвился вокруг мир
. С 17 века, после промышленной революции
, технологии сделали нашу жизнь комфортной.
Человек начал использовать железо и сталь, и с тех пор они играют
решающую роль в нашей повседневной жизни.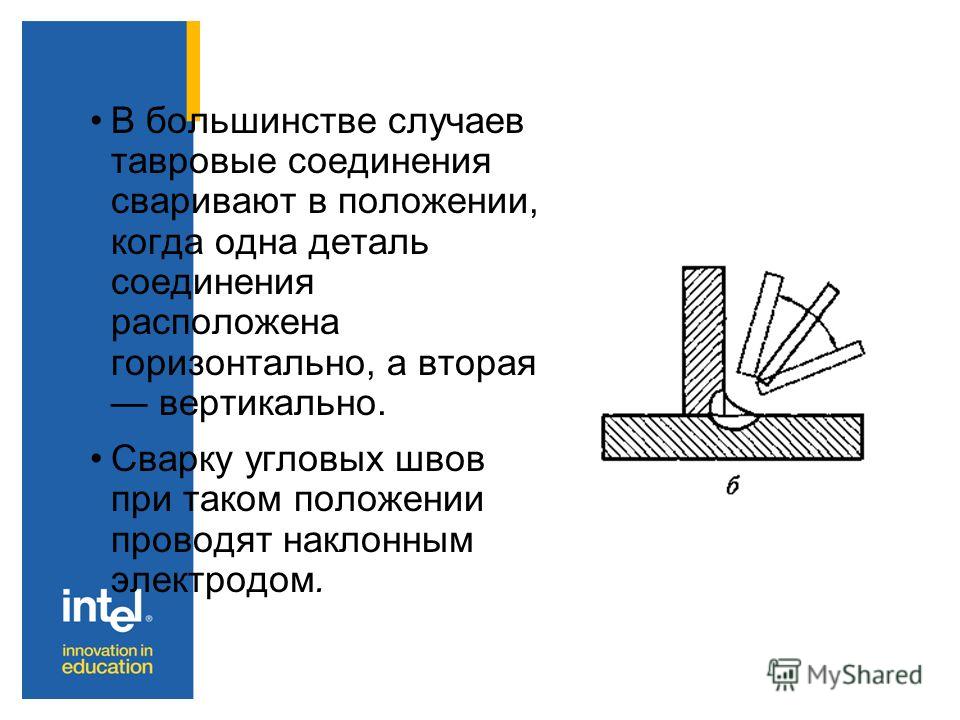 Есть просто
Есть просто
окруженных металлами. Таким образом, он помог почти во всех
секторах нашей жизни. В большинстве случаев это вещи, которые
делают или используют для выполнения нашей работы. Один из
самых прочных способов соединения любого металла — это сплавление
с помощью дуговой сварки. Для сварки можно использовать множество различных источников энергии
, в том числе газовое пламя,
электрическую дугу, лазер, электронный луч, трение и сверхзвук
.Это связано с пайкой и пайкой твердым припоем, которые
включают плавление материала с более низкой температурой плавления между
заготовками для соединения между ними без плавления
заготовок. Сварка является наиболее осторожной и требует
мер предосторожности во избежание ожогов, повреждений деталей,
поражения электрическим током, защиты от ядовитых газов и паров,
и воздействия ультрафиолетового излучения. Хотя в своей нынешней форме
он использовался в начале 20-го века
, он быстро заменил другие процессы соединения, такие как клепка
и болтовое крепление. В настоящее время сварка
В настоящее время сварка
широко используется для изготовления различных компонентов кузовов автомобилей
, мостов, рам самолетов, химических заводов, ядерных
реакторов, конструкционного и землеройного оборудования,
железнодорожных вагонов, труб и труб, судостроения,
общие ремонтные работы и т.п. Почти все материалы (металлы,
пластмассы, керамика и композиты) могут быть сварены, но не
одним и тем же процессом, для достижения универсальности
было разработано большое количество сварки и связанных с ней процессов.Большинство важных промышленных процессов классифицируются
в зависимости от характера источника тепла и
его движения, приводящего к точечной, шовной сварке или низкотемпературному
или высокотемпературному. Сегодня разработки продолжаются
Развитие роботизированной сварки является обычным явлением в промышленных
условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
Большинство сварочных работ, рассмотренных в рамках
, нацелены на прогнозирование или анализ реакции конструкции сварной конструкции
, уделяя основное внимание
остаточным напряжениям и деформациям.
I. 1. Дуговая сварка под флюсом
Дуговая сварка под флюсом представляет собой процесс ручной дуговой сварки
, в котором используется плавящийся электрод, покрытый флюсом.
Электрический ток, переменный или постоянный
ток, образует электрическую дугу между электродом и
соединяемыми металлами. По мере наложения шва флюсовое покрытие
электрода распадается, образуя защитный газ
и слой шлака, оба из которых защищают сварной шов от загрязнения
, пока он не остынет.Из-за универсальности
процесса и простоты его оборудования и операции
дуговая сварка защищенным металлом является наиболее
широко используемым процессом сварки.
SMAW также известен как ручная дуговая сварка металлическим электродом (MMA или MMAW) под флюсом
дуговая сварка в среде защитного газа и сварка стержнем,
SMAW называется просто дуговой сваркой. Это один из
Это один из
методов сварки плавлением в процессе соединения. двух металлических
кусков путем оплавления их краев электрической дугой между
двумя проводниками.Электрод одножильный
Руководство по сварке нержавеющей стали
Трудно ли сваривать нержавеющую сталь?Во втором уроке по процессам сварки и их применению наш инструктор по сварке Том знакомит нашего ученика Пола с различными аспектами сварки нержавеющей стали. Как и со многими подобными предметами, с этой темой связаны мифы, некоторые из которых основаны исключительно на незнании того, что такое «нержавеющая сталь».
Можно ли сваривать нержавеющую сталь? Том: Начнем с самого начала.Как вы думаете, можно ли дуговой сваркой нержавейки? Если да, то какие процессы, по вашему мнению, вы можете использовать?
Пол: Ну, я знаю, что такие предметы, как цистерны для молока, сделаны из нержавеющей стали, и они сварены, так что да, вы должны уметь дуговую сварку. Что касается процессов, я полагаю, что можно использовать большинство, если не все распространенные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» — это не просто один «металл». Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе подходящего сварочного газа.Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на их долю приходится около 70% всех производимых нержавеющих сталей, свариваемость хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими характеристиками при высоких температурах, поэтому их используют для выхлопных газов, каталитических нейтрализаторов и т. д. Мартенситные марки намного труднее сваривать, но обладают высокой прочностью и используются для шасси автомобилей, железнодорожных вагонов и т. д. Наконец, дуплексные марки обладают лучшими свойствами как аустенитных, так и ферритных марок, сочетая в себе высокую прочность и высокую коррозионную стойкость, и используются на химических предприятиях, где целостность сварных швов имеет решающее значение
Что касается процессов, я полагаю, что можно использовать большинство, если не все распространенные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» — это не просто один «металл». Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе подходящего сварочного газа.Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на их долю приходится около 70% всех производимых нержавеющих сталей, свариваемость хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими характеристиками при высоких температурах, поэтому их используют для выхлопных газов, каталитических нейтрализаторов и т. д. Мартенситные марки намного труднее сваривать, но обладают высокой прочностью и используются для шасси автомобилей, железнодорожных вагонов и т. д. Наконец, дуплексные марки обладают лучшими свойствами как аустенитных, так и ферритных марок, сочетая в себе высокую прочность и высокую коррозионную стойкость, и используются на химических предприятиях, где целостность сварных швов имеет решающее значение
Сварка в ограниченном пространстве
Пол: Одна область, которую мы не рассмотрели, — это здоровье и безопасность. Есть ли серьезные проблемы со сваркой нержавеющей стали?
Есть ли серьезные проблемы со сваркой нержавеющей стали?
Том: Вы наверняка знаете, какие вопросы задавать! Проблемы во многом ничем не отличаются от проблем, возникающих при любом процессе дуговой сварки. Однако есть некоторые специфические проблемы. Любой процесс сварки будет генерировать сложную смесь металлического дыма, твердых частиц и газов. Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром – доказанный возбудитель астмы.По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть площадок, хотя и имеют адекватные средства контроля воздействия, на практике не используют их. Приведенные причины включают нежелание регулярно менять положение кожуха LEV по ходу сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Следует отметить, что во многих случаях сварка нержавеющей стали осуществляется в закрытых помещениях, например, в резервуарах. Эффективность некоторых используемых процессов зависит от инертных газов. Однако, если задача не будет тщательно спланирована, сварочные газы, такие как аргон, двуокись углерода, азот и гелий, могут вытеснить воздух в закрытых помещениях. Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Эффективность некоторых используемых процессов зависит от инертных газов. Однако, если задача не будет тщательно спланирована, сварочные газы, такие как аргон, двуокись углерода, азот и гелий, могут вытеснить воздух в закрытых помещениях. Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Иногда для преднамеренной замены воздуха используются инертные газы, чтобы предотвратить окисление сварного шва или снизить риск возгорания.Газы также могут накапливаться, поскольку они используются в процессе сварки. Если вы не соблюдаете безопасную систему работы и попадаете в зону, где имеется большое количество инертного газа, вы рискуете умереть от удушья. Если количество инертного газа достаточно велико, вы не будете кашлять, отплевываться, задыхаться или чувствовать одышку, вы просто потеряете сознание. Это происходит так быстро, что вы не сможете спасти себя. Если инертный газ лишь частично заменил воздух, вы можете почувствовать сильную слабость, усталость и спутанность сознания. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода.Если вас не спасут и вы не начнете дышать обычным воздухом в течение нескольких минут, вы, скорее всего, потеряете сознание и в конце концов умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Пол, тебя не должно смущать то, что я тебе только что сказал. Как и в любом производственном процессе, девизом является «ЗАБОТА»; это постоянно заботиться о себе, чтобы работать правильно, заботиться о своем благополучии, а также о благополучии окружающих. Сделайте это, и вы будете в безопасности.
Tom: Можно использовать все распространенные процессы дуговой сварки – MMA, MIG/MAG, TIG, плазма и т. д., но вы обнаружите, что в большинстве случаев обычно выбирается сварка TIG.
A. Сварка нержавеющей стали TIG
Том: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа — просто два разных названия одного и того же процесса — является наиболее часто используемым процессом. Согласно опросу, проведенному Управлением по охране труда и технике безопасности Великобритании (небольшой обзор воздействия дыма при сварке нержавеющей стали, Matt Coldwell & Chris Keen — Research Report RR770), на сварку TIG и MIG приходится около 90% сварки. Это связано с универсальностью и высококачественным сварным швом, который получается не только с качеством сварного шва, но и с его законченным внешним видом.Как вы уже знаете, при сварке TIG обычно используется меньший ток, тем самым уменьшая подвод тепла к основному металлу, в сочетании с возможностью добавления присадочного металла в сварочную ванну все вместе делает ее пригодной для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов в гораздо более толстый материал. В то время как обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором наполнитель не добавляется.
Этот процесс также можно использовать для укладки корневых каналов в гораздо более толстый материал. В то время как обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором наполнитель не добавляется.
Б.Сварка нержавеющей стали MIG/MAG
Пол: Что насчет сварки MIG?
Том: Дуговая сварка металлическим газом (GMAW) или сварка металлом в среде инертного газа/металла в активном газе (MIG/MAG), представляющая собой полуавтоматический процесс, может использоваться как в ручном, так и в автоматизированном режиме. В этом процессе используется сплошной проволочный электрод и защитный газ, богатый аргоном, обычно в ситуациях с высокой производительностью либо в режиме переноса металла с коротким замыканием для тонкого материала, либо в режиме струйной дуги для более толстых применений.Для позиционной сварки источники питания, генерирующие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
Для повышения стабильности дуги разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
C. Сварка нержавеющей стали порошковой проволокой
Пол: Разве некоторые сварщики не используют порошковую сварочную проволоку? Если да, то каковы преимущества?
Том: Опять же, ты прав. Это вариант процесса MIG/MAG, в котором вместо сплошной проволоки в том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную либо флюсом (FCW), либо металлическим порошком (MC).Поставщики предлагают два варианта — один для сварки во всех положениях, а второй — для сварки сверху вниз. Вы не только получаете более высокую скорость наплавки, но и значительно сокращаете объем очистки после сварки. Опять же, в отчете HSE подсчитано, что FCW составляет не более 5% всей сварки нержавеющей стали.
D. Сварка ММА нержавеющей стали
Том: Можно легко использовать дуговую сварку металлическим электродом с защитой (SMAW) или ручную дуговую сварку металлическим электродом (ММА). Действительно, большое разнообразие покрытий электродов обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений.Следует соблюдать осторожность, если вы собираетесь использовать ММА. Наиболее широко используются электроды с кислотным рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самоотделяющийся шлак и эстетически приятный профиль сварного шва. Как правило, они используются в нижнем положении. Если вы ищете сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток, заключающийся в наличии микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не такие хорошие.
Действительно, большое разнообразие покрытий электродов обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений.Следует соблюдать осторожность, если вы собираетесь использовать ММА. Наиболее широко используются электроды с кислотным рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самоотделяющийся шлак и эстетически приятный профиль сварного шва. Как правило, они используются в нижнем положении. Если вы ищете сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток, заключающийся в наличии микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не такие хорошие.
Пол: Нержавеющая сталь по определению — это яркий блестящий металл. Повреждает ли сварка это покрытие, и если да, то следует ли его удалять?
Том: Несмотря на то, что существует множество литературы по очистке нержавеющей стали после изготовления и после сварки, есть одна проблема, вызывающая вопросы, а именно «тепловое окрашивание». Это утолщение естественного оксидного слоя на поверхности нержавеющей стали в результате интерференции света.Хотя с течением времени это обесцвечивание будет сливаться с остальной частью нержавеющей стали, жизненно важно удалить сварочный нагревательный элемент, чтобы не повлиять на полную коррозионную стойкость готового изделия. Действительно, в Своде правил инспекции по питьевой воде (Руководство по эксплуатации и Свод правил для изделий из нержавеющей стали в питьевом водоснабжении) говорится, что «для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, щелей, загрязнения и, по крайней Сварочные пластины, имеющие более глубокий цвет, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой!»
Пол: Каково влияние различных сварочных газов?
Том: Существует множество заблуждений относительно роли защитных газов при сварке.Многие считают, что именно электрод определяет качество конечного сварного шва. В значительной степени это верно, но, выбрав правильный газ, можно получить значительные преимущества.
Если взять этот процесс в качестве примера, сварка MIG/MAG нержавеющей стали обычно выполняется с использованием аргона или смеси на основе аргона/гелия. Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с поглощением углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% двуокиси углерода, так как он обладает хорошим смачивающим действием и обеспечивает гладкий шов с небольшим разбрызгиванием или без него. В случае сварки более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и углекислый газ. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим плавлением и низким уровнем армирования в сочетании с высокой скоростью сварки.
Наконец, поскольку сварка нержавеющей стали порошковой проволокой становится все более популярной, основным выбираемым газом обычно является двуокись углерода или смешанный газ, содержащий до 20% двуокиси углерода.
Том: Пол, я думаю, что мы рассмотрели все основные моменты сварки нержавеющей стали, так что увидимся в следующий раз, когда следующей темой, которую мы затронем, будет орбитальная сварка.
Пол: Спасибо, Том, мне очень понравилось предыдущее занятие по точечной сварке.
Если вам показалась интересной функция вопросов и ответов о сварке нержавеющей стали , вы найдете много других статей на веб-сайте Института сварки здесь. TWI — это технологический и исследовательский центр, предоставляющий экспертные консультации по всем технологиям сварки, соединения и проектирования.
Еще одним источником информации является Международный форум по нержавеющей стали (ISSF), некоммерческая исследовательская организация, которая служит всемирным форумом по различным аспектам международной промышленности по производству нержавеющей стали.
Ищете сварочное оборудование для нержавеющей стали? Ассортимент огромен, поэтому звоните, чтобы получить несколько советов и предложений. Или вы можете найти новые и подержанные сварочные аппараты для продажи здесь.
Родни Питт, автор и бывший редактор Welding Review, Welding & Metal Fabrication and Metal Construction.
Нержавеющая сталь 316L — электроды и сплавы
Посмотреть техническое описание продукта
Посмотреть паспорт безопасности продукта
МЕЖДУНАРОДНЫЕ КЛАССИФИКАТЫ |
AWS/ASME A 5.4 E 316L-26
EN 1600: E 19.12.3LR 73
DIN 8556: E 19.12.3 LMPR 26 160
ISO 3581: E 19.12.3 LR 73
NFA 81-343: EZ 19.12.3 LR 160 23 X
Для сварки и плакирования стабилизированных и нестабилизированных нержавеющих сталей между собой и с углеродистыми сталями.
- Полностью синтетический электрод из нержавеющей стали 316 для сварки и наплавки.
- Настоящий не перегревающийся электрод из нержавеющей стали 316.
- Очень высокая скорость наплавки по сравнению со сваркой MIG.
- Самоотделяющийся шлак – привлекательные сварные швы.
Анализ всего металла сварного шва (типовой вес %) |
Микроструктура: Аустенит с 7-9% феррита.Типовой феррит номер 6.
Цвет флюса: Серый
| Пн | Ni | С | Си | Р | Мн | С | Кр | Медь | Кб |
| 2,8 | 12,6 | .06 | .90 | .02 | .91 | .01 | 17,91 | .11 | .05 |
Типичные механические свойства |
Неразбавленный наплавленный металл Максимальное значение До:
Прочность на растяжение: 107 000 фунтов на квадратный дюйм (750 МПа)
Предел текучести: 75 000 фунтов на квадратный дюйм (520 МПа)
Удлинение: 36%
Энергия удара 40 Дж: -157°F (-105°C),
Твердость: Бринелль 190, Роквелл B92
Сварочный ток и инструкции |
Рекомендуемый ток: Обратный постоянный ток (+) или переменный ток
| Диаметр (мм) | 5/64 (2.0) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4.0) |
| Минимальная сила тока | 50 | 65 | 90 | 145 |
| Максимальная сила тока | 75 | 105 | 145 | 215 |
Техника сварки: Сварка со слегка наклоненным электродом с использованием короткой дуги или методом волочения.Этот электрод с высоким восстановлением позволяет использовать электроды меньшего, чем обычно, диаметра.
Позиции сварки: плоско, горизонтально, вертикально вверх
Скорость осаждения:
Диаметр (мм) | Длина (мм) | Сварной металл/электрод | Электродов на фунт (кг) Weldmetal | Время дуги осаждения мин/фунт (кг) | Настройки силы тока | Скорость восстановления |
1/16 (1.6) | 10″ (250) | 0,35 унции (10 г) | 46 (102) | 36 (79) | 65 | 170% |
3/32 (2,5) | 14″ (350) | 0,7 унции. (20 г) | 23 (50) | 25 (56) | 85 | 170% |
1/8 (3.25) | 14″ (350) | 1,14 унции (32 г) | 14 (30) | 17 (38) | 120 | 170% |
5/32 (4.0) | 14″ (350) | 1,78 унции (50 г) | 9 (20) | 10 (23) | 180 | 170% |
ПРИМЕРНАЯ УПАКОВКА ЭЛЕКТРОДА И РАЗМЕРЫ |
| Диаметр (мм) | 1/16 (1.6) | 5/64 (2,0) | 3/32 (2,5) | 1/8 (3,25) | 5/32 (4.0) |
| Длина (мм) | 10″ (250) | 12″ (300) | 12″ (300) | 14″ (350) | 14″ (350) |
| Электроды / фунт | 67 | 42 | 28 | 13 | 9 |
| Электроды / кг | 147 | 92 | 62 | 29 | 20 |
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
.