
Лаки пропиточные электроизоляционные МЛ-92, ГФ-95, ФЛ-98, ПЭ-993, ПЭ-9153М
описание
Лаки и компаунды электроизоляционные предназначены для пропитки обмоток электрических машин. В зависимости от химического состава изготавливаются различных марок и классов нагревостойкости, с различными диэлектрическими характеристиками. Чем выше класс нагревостойкости пропитки, тем дольше и надежней служит электроборудование. Еще отличия заключается в методе пропитки и времени сушки. Чем меньше показатель времени сушки, тем меньше затрат несет потребитель. Некоторые лаки изготавливаются в специальных версиях — с ускоренным временем сушки.
сферы применения
технические характеристики
МАРКИ ЛАКИ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ПРОПИТОЧНЫЕ
ЛАК МЛ-92 — самый популярный и доступный лак для пропитки обмоток электрических машин, аппаратов и трансформаторов. Сушка пропитанных лаком обмоток производится при температуре 120-130°С.
ЛАК ГФ-95 — химическая структура лака — модифицированный глифталь. Для пропитки обмоток электрических машин, аппаратов и трансформаторов, работающих в масле, а также подвергающихся действию кислых химических реагентов (паров кислот и хлора). Сушка пропитанных лаком обмоток производится при температуре 110-120°С. Отличительная особенность – способность длительно сохранять пластичность при тепловом старении, высокая маслостойкость и дугостойкость.
ЛАК ФЛ-98 — химическая структура лака — модифицированный глифталь. Для пропитки обмоток электрических машин и аппаратов, в том числе тяговых, крановых и других электродвигателей, работающих в тяжёлых условиях эксплуатации. Сушка пропитанных лаком обмоток производится при температуре 125-140°С. Отличительная особенность — хорошая высыхаемость в толстом слое. Гарантийный срок хранения — 6 месяцев при температуре от -40 до + 40°С. В случае необходимости лак разбавляют ксилолом по ГОСТ 9949-76 или ГОСТ 9410-78.
ЛАК ПЭ-993 — химическая структура лака — полиэфирэпоксид. Для пропитки обмоток электрических машин. Сушка пропитанных лаком обмоток производится при температуре 140-150°С. Отличительная особенность — хорошая цементирующая способность. Класс нагревостойкости — F (155°С). Гарантийный срок хранения — 6 месяцев при температуре от -40 до + 40°С.
ЛАК ПЭ-9153М — химическая структура лака — модифицированный олигоимидалкид. Для пропитки обмоток электрических машин и аппаратов. Отличительная особенность – пониженное содержание токсичных, пожаро- и взрывоопасных органических растворителей, сокращённое время и пониженная температура сушки. Может применяться взамен лаков ГФ-95, МЛ-92, ФЛ-98, ПЭ-933, ФА-97. Класс нагревостойкости — F (155°С). Гарантийный срок хранения 12 месяцев при температуре от -40 до + 45°С.
ИНТЕРЕСНЫЕ ФАКТЫ ЛАКИ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ПРОПИТОЧНЫЕ
Гарантийный срок хранения зависит от типа лака, но в любом случае он не очень высок. Поэтому рекомендуется приобретать столько лака, сколько Вы в состоянии израсходовать в течение гарантийного срока хранения. Эти материалы относятся к типу электроизоляционных материалов, которые не следует набирать впрок.
Эти материалы относятся к типу электроизоляционных материалов, которые не следует набирать впрок.
ФИЗИКО-МЕХАНИЧЕСКИЕ, ЭЛЕКТРИЧЕСКИЕ И ТЕМПЕРАТУРНЫЕ ХАРАКТЕРИСТИКИ ЛАКА ПРОПИТОЧНОГО ЭЛЕКТРОИЗОЛЯЦИОННОГО Вы найдете в файле ниже.
файлы для скачивания
ПРАВИЛА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЕЙ. — ПРОПИТКА ОБМОТОК —
ПРАВИЛА ПРОПИТКИ ОБМОТОК.
Пропитка обмоток электродвигателя осуществляется для заполнение пустот и пор изоляции. Пропитка обмоток защищает электрическую схему электродвигателя от влаги, создает прочную теплопроводящую изоляцию, что существенно влияет на срок службы изоляции.
Пропитка обмоток электродвигателей производиться при любом ремонте обмоток (частичный ремонт или полная замена обмотки электродвигателя), так же проводится профилактическая пропитка для восстановления изоляционных свойств электрической машины. Сроки проведения профилактических пропиток указаны в условиях эксплуатации электродвигателя или фактического состояния изоляции.
Для удаления пришедшего в негодность слоя изоляционного лака его размягчают погружением (на 15 — 20 мин) поверхностей обмотки в растворитель.
После размягчения лака его удаляют деревянными скребками и жесткими волосяными щетками. Поверхность обмотки и активной стали протирают после этого тряпками.
Подлежащая пропитке обмотка электродвигателя должна быть предварительно высушена для удаления влаги из пор изоляции, в специальной сушильной печи при температуре 100 — 115° С).
СПОСОБЫ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЕЙ:
Лучший способ пропитки это погружение статора электродвигателя целиком в бак с жидким лаком. Ротора электродвигателей с фазным ротором погружают в бак вертикально. Статор выдерживают в лаке до прекращения выделения пузырьков воздуха. Пропитку обмоток лаком можно производить обливанием обмотки расположив статор вертикально. Фазные ротора пропитывают прокатыванием их в ванне с лаком.
Погружаемый статор или ротор электродвигателя следует охладить до 55 — 70° С, иначе будет происходить бурное испарение разбавителя и повысится вязкость лака.

После окончания пропитки статор электродвигателя ставят под углом, чтобы дать стечь лаку, и несколько раз проворачивают.
Когда лак стечет его вытирают, протирают все поверхности, где недопустима лаковая пленка,тряпкой, смоченной в бензине и статор отправляют в сушку.
СУШКА ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ:
Температура в печи при сушке пропитанных изделий может быть выбрана выше, чем для не пропитанных, согласно техническим условиям.
класс изоляции А, Е 105 — 125° С.
класс изоляции В 120 — 140°С.
класс изоляции С F, Н 180 — 200° С
класс изоляции Н сушка обмотки после пропитки производится двумя ступенями: вначале в течение двух трех часов при температуре 120° С, а затем при температуре 180° С.
Просушенная в печи после пропитки обмотка должна иметь лаковую пленку, совершенно не липнущую к пальцам и имеет высокую величину сопротивления и примерным постоянством этой величины.

Пропитка обмоток с последующей сушкой бывает двух-, трех- и более) кратной. Повторные операции пропитка-сушка увеличивают влагостойкость изоляции.
Для многовитковых катушек и многослойной изоляции применяется пропитка под давлением (30 мин., при 3-4 ат, температура лака 60 — 70° С) после сушки вначале в печи (100 — 110°С, 23 ч), а затем под вакуумом (1 — 2 ч при 60 — 70° С, остаточное давление 20 — 40 мм рт. ст), и окончательная сушка в течение 1 часа на воздухе и затем в печи при 115° С.
Если по техническим условиям требуется защита лаковой пленки и для придания изоляции повышенной влагостойкости, пропитанные и высушенные обмотки покрывают покровными лаками и эмалями. Покрытие обмоток производится дважды, а затем повторяют процесс сушки.
Режимы сушки обмоток и пропитки, температура и длительность процесса, определяются по техническим условиям указанным в ремонтной документации электрической машины.
Источник:
| Лак КО-916К для пропитки обмоток электрических машин и аппаратов, длительно работающих при температуре около 180 °С | ТУ 2311-396-05763441-2003 |
| Лак ФЛ-98 для пропитки обмоток электродвигателей класса нагревостойкости «В» | ГОСТ 12294-66 |
| Лак УР-231 для защиты металлических изделий и печатных узлов всеклиматического исполнения | ТУ 6-21-14-90 |
| Лак ЭП-9114 для защиты печатных узлов, эксплуатируемых при температуре от -60 до +125 °С в любом климатическом районе | ТУ 6-21-3-89 |
| Лак МЛ-92 для пропитки обмоток электрических машин, аппаратов, трансформаторов и для покрытия электроизоляционных деталей | ГОСТ 15865-70 |
| Лак БТ-987 для пропитки и покрытия обмоток электрических машин и аппаратов | ГОСТ 6244-70 |
| Лак БТ-99 для пропитки и покрытия обмоток электрических машин и аппаратов | ГОСТ 8017-74 |
| Лак КО-916 для лакировки электротехнической стали и изготовления проводов, для пропитки обмоток электрических машин и аппаратов тропического и маслостойкого исполнения | ГОСТ 16508-70 |
| Лак КО-921 для пропитки стеклянной оплетки проводов и кабелей, для изоляции и защиты электрических машин и аппаратов | ГОСТ 16508-70 |
| Эмаль ЭП-921 для окраски поверхности непроволочных резисторов типа МЛТ и других радиодеталей | ТУ 6-10-1018-76 |
| Эмаль ЭП-925 для окрашивания непроволочных резисторов, силовых, звуковых и импульсных трансформаторов | ТУ 6-10-1413-78 |
| Эмаль ЭП-91 для получения влагозащитных покрытий радиодеталей, узлов и обмоток электрических машин, работающих при температуре от -60 до +180 °С | ГОСТ 15943-80 |
| Эмаль АС-95 для защиты керамических конденсаторов от влаги и механических повреждений | ТУ 301-1226-92 |
| Эмаль ГФ-92 для покрытия вращающихся и неподвижных обмоток и деталей электромашин и аппаратов | ГОСТ 9151-75 |
| Эмаль ГФ-913 для окрашивания непроволочных резисторов и других радиодеталей | ТУ 6-10-850-76 |
| Эмаль ГФ-916 для окрашивания керамических конденсаторов с целью защиты их поверхности от загрязнения и действия влаги | ТУ 6-10-1305-77 |
| Эмаль МЛ-942 для покрытия низковольтных керамических конденсаторов с целью электрической изоляции проводящей поверхности | ТУ 2312-060-05034239 |
| Эмаль ПФ-910 для окраски металлических поверхностей, подлежащих электросварке, с целью защиты от коррозии | ТУ 6-10-1223-77 |
| Эмаль ХС-928 для создания токопроводящего слоя по различным поверхностям | ТУ 6-21-16-90 |
| Эмаль ЭП-933 для защиты различных поверхностей и окраски непроволочных резисторов | ТУ 6-10-1774-80 |
| Лак БТ-783 для защиты поверхностей аккумуляторов и их деталей от действия серной кислоты | ГОСТ 1347-77 |
| Эмаль КО-89 для окраски непроволочных резисторов, эксплуатирующихся в диапазоне рабочих температур от – 60 до +320 °С | ТУ 6-10-2042-85 |
| Эмаль ЭП-941 Ш для получения защитой маски при лужении и пайке печатных плат, а также для маркировки медицинских инструментов | ТУ 6-10-1663-78 |
| Эмаль ЭП-974 М для защиты резисторов, конденсаторов и других радиодеталей в изолированном и неизолированном исполнении | ТУ 6-10-11-19-211-87 |
| Эмаль ПЭ-991 М для нанесения защитных покрытий на пропитанные обмотки электрических машин и аппаратов, работающих при температуре до +155 °С | ТУ ОЯШ-504. 122-92 122-92 |
| Эмаль ЭП-969 для антикоррозионного и электроизоляционного покрытия стальных труб теплосетей, цоколей реле, ферритовых и керамических микросхем | ТУ 6-10-1985-84 |
| Лак ФА-97 для пропитки обмоток тяговых машин и лакировки обмоточных проводов со стекловолокнистой изоляцией | ТУ 6-10-1388-74 |
| Лак ЭФ-9179 для получения влагостойких электроизоляционных покрытий различных поверхностей | ТУ 2311-050-05758799-00 |
| Лак ГФ-95 для пропитки обмоток электрических машин, аппаратов и трансформаторов с изоляцией класса нагревостойкости «В» | ГОСТ 8018-70 |
| Эмаль МЛ-92 Д для пропитки и одновременной окраски пускорегулирующих аппаратов (ПРА) и других электротехнических изделий | ТУ 2311-019-00216415-99 |
| Эмаль ХП-5184 радиопрозрачная для антикоррозионного покрытия стеклотекстолитовых изделий с целью получения радиопрозрачной поверхности | ТУ 6-10-1887-83 |
| Эмаль ХВ-797 для защиты поверхности металла, не подлежащей травлению при контурном травлении алюминиевых сплавов с анодированной поверхностью | ТУ 6-10-1711-79 |
| Эмаль ХП-5237 для окраски изделий из органопластика, резины, стеклопластика с целью защиты изделий от зарядов от статического электричества | ТУ 6-10-1976-84 |
| Эмаль ЭП-9111 для электроизоляционной окраски обмоток электрических машин и электрооборудования в силовых цепях локомотивов и электропоездов | ТУ 2312-025-05758799-97 |
| Лак электроизоляционный ПЭ-933 для пропитки обмоток электрических машин с изоляцией класса нагревостойкости F (155 °С) | ТУ 2311-006-00214639-970 |
| Электроизоляционный термостойкий лак КО-923 для пропитки обмоток электрических машин и аппаратов, длительно работающих при 180-220 °С или в условиях повышенной влажности | ТУ У 24. 3-00203625-093-2002 3-00203625-093-2002 |
| Эмаль АС-588 токопроводящая для окрашивания стеклянных поверхностей с целью создания токопроводящего контура, а также для металлизации пластмасс и других диэлектриков | ТУ 301-10-936-92 |
| Эмаль ЭП-942 для использования в качестве водостойкого, химстойкого и маслостойкого и электроизоляционного покрытия различных поверхностей | ТУ 6-27-155-99 |
Лаки для пропитки обмоток электрических машин
Лак КО-964. Представляет собой раствор органо-полисилоксановой смолы в толуоле. Лак обладает повышенной нагревостойкостью, что обусловлено наличием в смоле дифенилсилоксановых звеньев. Обмотки электрических машин, пропитанных лаком КО-964, сушат при ступенчатом нагревании до 200 °С. Лак КО-964 применяют для пропитки обмоток электрических машин класса нагревостойкости И, в том числе морского исполнения. Свойства лака приведены в табл. 14.2. [c.174]
Свойства лака приведены в табл. 14.2. [c.174]Лак К-57 — для пропитки обмотки электрических машин и аппаратов, работающих при высоких температурах. [c.79]
Процесс пропитки, заполнения пор и пустот в обмотках лаком обеспечивает восстановление целостности, влагостойкости, диэлектрических свойств изоляции, повышает ее механическую прочность и теплопроводность, чем обеспечивается надежность и долговечность работы электрических машин. Пропитка обмоток является ответственной заключительной ремонтной операцией и должна выполняться в строгом соответствии с технологическим процессом. [c.221]
В качестве растворителя чаще всего применяется толуол. Лак ЭФ-1 используется для некоторых специальных покрытий лак ЭФ-3 применяется для пропитки обмотки электрических машин и для изготовления теплостойких замазок, а лак ЭФ-5 — [c.345]
Хорошие результаты получены при использовании кремний— органического лака ЭФ-ЗБС4 для пропитки обмоток якоря и статора электрических машин. Обмотки после пропитки этим лаком приобретают высокую термостойкость (до 180°), электрическую прочность и водостойкость. [c.46]
Обмотки после пропитки этим лаком приобретают высокую термостойкость (до 180°), электрическую прочность и водостойкость. [c.46]
Полиметакрилаты входят в состав компаундов для заливки и пропитки электрических машин и аппаратов и герметизации блоков электронной аппаратуры. Технология пропитки и получения герметичной (литой) изоляции основана на применении маловязких составов, способных при нагревании или действии ускорителей переходить в твердое неплавкое состояние. Малая вязкость, необходимая для хорошего проникновения пропиточных компаундов в толщу обмотки, достигается не за счет летучих растворителей (содержащихся в пропиточных лаках), а вследствие использования жидких в условиях пропитки олигомеров. Эти соединения при отверждении образуют сетчатые пространственные полимеры, благодаря чему получаемый защитный слой неплавок, нерастворим и обеспечивает хорошую защиту изделия в условиях эксплуатации. [c.131]
Лак К-47 представляет собой раствор в этилцеллозольве полиметилфенилсилоксановой смолы, модифицированной полиэфиром. Лак К-47 предназначается для изготовления проводов ПЭТК (под обмотку из стекловолокна), ПЭТКСО и ПЭТКСОТ, лакирования технической стали, а также для пропитки обмоток электрических машин и аппаратов. [c.345]
Лак К-47 предназначается для изготовления проводов ПЭТК (под обмотку из стекловолокна), ПЭТКСО и ПЭТКСОТ, лакирования технической стали, а также для пропитки обмоток электрических машин и аппаратов. [c.345]
Масляно-битумные лаки применяются для пропитки обмоток электрических машин с изоляцией класса нагревостойкости А, Е и В общего назначения. Лаки эти обладают высокими диэлектрическими свойствами, влагостойкостью и стойки против слабых кислот и щелочей. Они изготавливаются из недефицитного сырья и дешевы. Однако вся эта группа лаков имеет общие, присущие им недостатки, а именно а) лаки эти не просыхают в толстом слое, поэтому плохо просыхают внутри обмотки б) имеют низкую цементирующую способность в) имеют невысокую нагревостойкость и термоэластичность г) немаслостойки. К этой группе относятся следующие масляно-битумные лаки БТ-988 и БТ-987. [c.188]
Пропитка и сушка обмоток — Электромонтер-ремонтник
Пропитка и сушка обмоток
Категория:
Электромонтер-ремонтник
Пропитка и сушка обмоток
Нормальная технология пропитки изоляции обмоток предусматривает предварительную сушку, пропитку лаками и окончательную сушку. Многократное пропитывание обмоток обеспечивает более высокое качество изоляции. Для создания влагонепроницаемой пленки и гладкой поверхности, на которой меньше скопляется пыль, чем на шероховатой, после окончательной пропитки и сушки обмотки покрывают покровным лаком или эмалью.
Многократное пропитывание обмоток обеспечивает более высокое качество изоляции. Для создания влагонепроницаемой пленки и гладкой поверхности, на которой меньше скопляется пыль, чем на шероховатой, после окончательной пропитки и сушки обмотки покрывают покровным лаком или эмалью.
Предварительную сушку производят до полного удаления влаги из обмотки и выполняют в специальных сушильных шкафах при температуре воздуха 110—120 °С.
Существует несколько способов пропитки. Наиболее распространена для машин небольшой мощности пропитка погружением в пропиточный состав. После предварительной сушки статоры и роторы (якоря) с обмоткой охлаждают до температуры 60 – 70 °С и опускают в пропиточный бак с лаком. Якорь опускают вертикально, коллектором вверх так, чтобы петушки коллектора не доходили до поверхности лака в баке на 15-20 мм. Пропитку продолжают до тех пор, пока не перестанут выделяться пузырьки воздуха, что свидетельствует о заполнении лаком всех пор обмотки. Пропиточный лак применяют малой вязкости. Необходимая вязкость лака достигается добавлением растворителя.
Необходимая вязкость лака достигается добавлением растворителя.
После пропитки обмотку устанавливают на 15-20 мин на решетку, чтобы излишек лака стек в бак. За это воемя тщательно очищают тряпкой, смоченной в растворителе, сердечник, вал ротора, выводные концы и другие поверхности, где не должно быть лаковой пленки. После этого пропитанную обмотку сушат в сушильном шкафу с целью удаления остатков растворителя из пор изоляции и запекания лаковой пленки. Изоляцию считают хорошо высушенной после пропитки, если ее лаковая пленка совершенно не липнет к пальцам.
Рис. 1. Сушка обмоток электродвигателей:
а — лампами инфракрасного излучения, б — воздуходувкой, в — потерями в стали станины; 1 — двигатель, 2 — лампы, 3 — временный шкаф (будка), 4 — воздуходувка с электроприводом, 5 — изолированный провод
Еще не остывшие после сушхи лобовые части обмотки покрывают слоем покровного лака или эмали, которые наносят кистью или пульверизатором. После этого обмотки окончательно сушат в печах или на воздухе.
На ремонтных базах, имеющих специальное оборудование, применяют способы вакуумной пропитки и пропитки под давлением или же комбинируют эти способы. Они совершеннее описанного выше, но требуют более сложного оборудования.
Печи для сушки на разных ремонтных базах различны по конструкции. Но для них обязательна механизация подачи деталей машин и обмен воздуха, обеспечивающий удаление паров растворителя. Воздух в печи нагревают паром под высоким давлением или электрическим током в зависимости от энергетических возможностей предприятия.
Применяют сушку обмоток небольших электродвигателей инфракрасными лучами. Обмотку можно облучать непосредственно на участке ремонта лампами инфракрасного излучения ЗС-1, ЗС-2, ЗС-З, в которых 80 — 90% подводимой электрической энергии преобразуется в энергию теплового излучения. Этот способ не требует громоздких и сложных сушильных печей и шкафов.
Для сушки можно применять и воздуходувки. В этом случае поток горячего воздуха направляют на станину, от нагрева которой нагревается и обмотка.
Распространен также индукционный способ сушки: за счет потерь в стали последняя нагревается и подсушивает обмотку. Различные способы сушки электродвигателя показаны на рис. 1, а —в.
Реклама:
Читать далее:
Ремонт подшипниковых щитов, валов и подшипников
Статьи по теме:
Способ удаления лакокрасочных, электроизоляционных покрытий обмоток электродвигателей, в том числе погружных электродвигателей (пэд), пропитанных лаком
Изобретение относится к области электротехники и может быть использовано для удаления обмоток статора или якоря любого электродвигателя, в том числе погружных электродвигателей, обмоточный провод которых пропитан лаковым составом. Техническая сущность предлагаемого изобретения заключается в том, что статор ПЭД с двух сторон закручивается металлическими крышками, причем в одной крышке имеются три резьбовых отверстия: два для штуцеров подачи технической воды и углекислого газа в полость статора при размягчении обмоток статоров ПЭД, третье для штуцера слива жидкости после размягчения обмотки; а другая крышка глухая. Процесс размягчения происходит при нагреве статора, заполненного технической водой с углекислым газом, помещенным в печь, до температуры 60-80°С в течение 4-6 часов. Предлагаемое изобретение не требует сложного и дорогостоящего технологического оборудования и легко реализуется на практике. Техническим результатом изобретения является повышение эффективности проникновения размягченного состава в обмотку статора и размягчение электроизоляционного лака обмотки при снижении пожароопасных характеристик предложенного способа. 1 ил.
Процесс размягчения происходит при нагреве статора, заполненного технической водой с углекислым газом, помещенным в печь, до температуры 60-80°С в течение 4-6 часов. Предлагаемое изобретение не требует сложного и дорогостоящего технологического оборудования и легко реализуется на практике. Техническим результатом изобретения является повышение эффективности проникновения размягченного состава в обмотку статора и размягчение электроизоляционного лака обмотки при снижении пожароопасных характеристик предложенного способа. 1 ил.
Изобретение «Способ удаления лакокрасочных, электроизоляционных покрытий обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком» относится к электротехнике и может быть использовано для удаления обмоток статора или якоря любого электродвигателя, в частности погружных электродвигателей (в дальнейшем ПЭД), обмоточный провод которых пропитан лаковым составом.
При ремонте электродвигателей (демонтаже старой обмотки) для извлечения обмотки ее лобовую часть предварительно вырезают на фрезерном станке, затем статор двигателя выдерживают в течение 4 ч в электропечи при 350-400°С для выжига лакового покрова обмотки, после чего с горячего двигателя извлекают обмотку. Однако при такой обработке электродвигателей происходит ухудшение характеристик электродвигателя из-за выгорания изоляционного слоя пакета стали, кроме того, невозможен выжиг обмотки якоря двигателя постоянного тока с двойной (пластмассовой) изоляцией, сложен ремонт электродвигателей в алюминиевом корпусе из-за расплавления и коробления.
Однако при такой обработке электродвигателей происходит ухудшение характеристик электродвигателя из-за выгорания изоляционного слоя пакета стали, кроме того, невозможен выжиг обмотки якоря двигателя постоянного тока с двойной (пластмассовой) изоляцией, сложен ремонт электродвигателей в алюминиевом корпусе из-за расплавления и коробления.
Целью данного изобретения является сохранение технических характеристик статора путем повышения эффективности проникновения размягчающего состава в обмотку статора электродвигателя и размягчения электроизоляционного лака (например, ГФ95) обмотки, снижение пожароопасных характеристик состава.
Техническая сущность предлагаемого изобретения заключается в том, что статор ПЭД герметично с двух сторон закрыт закручиваемыми металлическими крышками, причем в одной крышке имеются три резьбовых отверстия: два для установки штуцеров подачи технической воды и углекислого газа в полость статора при размягчении обмоток статоров ПЭД, а третье — для штуцера слива жидкости после размягчения обмотки.
На чертеже изображен продольный разрез ПЭД с устройством для удаления лакокрасочных, электроизоляционных покрытий обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком, содержащего корпус ПЭД 1, обмотку статора 2, верхнюю крышку 3, нижнюю крышку 4, штуцер 5 для подсоединения к линии подачи технической воды, штуцер 6 для подсоединения к линии подачи углекислого газа, сквозное резьбовое отверстие под штуцер 7 (не показан) для слива жидкости после гидролизного размягчения обмотки, предохранительный клапан 8 со свинцовой прокладкой 9 для аварийного слива жидкости и контроля давления по манометру, уплотнительные кольца 10, статорное железо 11.
Предложенное устройство работает следующим образом. На торцы статора ПЭД — 1 с обмоткой 2 устанавливаются уплотнительные кольца 10 и закручиваются крышка 3 с резьбовыми отверстиями и крышка 4 глухая. В резьбовые отверстия крышки 3 устанавливаются три штуцера: один штуцер 5 для присоединения к линии подачи технической воды, второй штуцер 6 для присоединения к линии подачи углекислого газа CO2, третий штуцер (не показан, показано только место его установки — сквозное резьбовое отверстие 7) для присоединения к линии слива жидкости после гидролизного размягчения. Штуцеры расположены по окружности крышки на одинаковом расстоянии друг от друга (по углам равностороннего треугольника, вписанного в окружность диаметром, равным внутреннему диаметру крышки 3). На боковой (цилиндрической) поверхности крышки 3 устанавливается клапан 8 с прокладкой 9, предназначенный для контроля давления в полости статора ПЭД. В полость статора 1, закрытого крышками 3 и 4, через штуцер 5 подается техническая вода до заполнения всего объема (100% заполнение). Затем через штуцер отверстия 7 сливается 20% технической воды от объема, залитого в корпус 1, и через штуцер 6 подается углекислый газ (CO2) до создания в полости статора избыточного давления 2 кг/см2. При превышении давления более 2 кг/см2 срабатывает предохранительный клапан 8 и жидкость стравливается в емкость. Статор в таком состоянии помещается в печь, где нагревается до температуры 60-80°С в течение 4-6 часов. При этом в полости создается гидролитическая деструкция или гидролитическое расщепление — химическая реакция между газом и водой, ускоренная воздействием температуры.
Штуцеры расположены по окружности крышки на одинаковом расстоянии друг от друга (по углам равностороннего треугольника, вписанного в окружность диаметром, равным внутреннему диаметру крышки 3). На боковой (цилиндрической) поверхности крышки 3 устанавливается клапан 8 с прокладкой 9, предназначенный для контроля давления в полости статора ПЭД. В полость статора 1, закрытого крышками 3 и 4, через штуцер 5 подается техническая вода до заполнения всего объема (100% заполнение). Затем через штуцер отверстия 7 сливается 20% технической воды от объема, залитого в корпус 1, и через штуцер 6 подается углекислый газ (CO2) до создания в полости статора избыточного давления 2 кг/см2. При превышении давления более 2 кг/см2 срабатывает предохранительный клапан 8 и жидкость стравливается в емкость. Статор в таком состоянии помещается в печь, где нагревается до температуры 60-80°С в течение 4-6 часов. При этом в полости создается гидролитическая деструкция или гидролитическое расщепление — химическая реакция между газом и водой, ускоренная воздействием температуры. При гидролитическом расщеплении образуются слабые кислоты. Органические вещества гидролизуются в присутствии кислот в растворимые или легколетучие вещества, реакция идет практически до полного разложения исходного вещества.
При гидролитическом расщеплении образуются слабые кислоты. Органические вещества гидролизуются в присутствии кислот в растворимые или легколетучие вещества, реакция идет практически до полного разложения исходного вещества.
При протекании реакции гидролиза для размягчения лака происходит следующее: при растворении СО2 в воде начинается барбатаж, образуется угольная кислота (H2CO3). Реакция, образовавшаяся в результате этого растворения, обратимая:
H2O+CO2↔Н2СО3
Слабая угольная кислота оказывает разрушение связующих компонентов лакового покрытия. После окончания реакции CO2 улетучивается. Техническая вода удаляется через отверстие штуцера 7 в емкость для сбора отработанной технической воды. В воде остаются распределенные жировые капли от лака, имеющие молочный цвет, и остаточные компоненты лакового покрытия в виде желеобразных нетоксичных отходов, которые затвердевают через определенный период времени (2-4 часа). Затем вынимается обмотка из железа статора.
Затем вынимается обмотка из железа статора.
Заявляемый способ был опробован в ЦБПО ЭПУ ОАО «Сургутнефтегаз» при ремонте ПЭД, стендовые испытания которых подтвердили приемлемость данного способа и хорошее состояние статорного железа.
Техническая или иная эффективность.
1. Упростилась технология ремонта ПЭД.
2. Сократилось количество бракованных статоров ПЭД.
3. Сократилось время капитального ремонта ПЭД.
4. Способ не требует сложного и дорогостоящего технологического оборудования и легко реализуется на практике.
Способ удаления лакокрасочных, электроизоляционных покрытий обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком, включающий установку герметизирующих крышек на торцах статора, имеющих резьбы под установку заглушек, причем одна крышка имеет предохранительный клапан и три штуцера — один для подачи технической воды, второй для подачи углекислого газа, третий для слива технической воды, а вторая крышка глухая, подачу в полость статора технической воды до заполнения всего внутреннего объема статора, слив технической воды в размере 20% от заполненного внутреннего объема статора, подачу углекислого газа СО2 в заполненный технической водой внутренний объем статора до создания в полости статора избыточного давления 2 кг/см2, нагрев статора с технической водой и углекислым газом в печи до температуры 60-80°С с выдержкой в течение 4-6 ч при указанной температуре, слив отработанной технической воды с остатками растворенного лака, удаление обмотки из железа статора.
Применение композиционного материала «Нитрид алюминия – кремнийорганический лак КО-916к» в качестве пазовой изоляции обмоток статора асинхронных электродвигателей малой и средней мощности Текст научной статьи по специальности «Технологии материалов»
ПРОЦЕССЫ И АППАРАТЫ ХИМИЧЕСКОЙ ТЕХНОЛОГИИ
УДК: 66.022.4
А. И. Ягупов, А. А. Елагин, В. В. Лыткин, А. Р. Бекетов,
М. В. Баранов, В. И. Денисенко, А. Т. Пластун, О. В. Стоянов
ПРИМЕНЕНИЕ КОМПОЗИЦИОННОГО МАТЕРИАЛА
«НИТРИД АЛЮМИНИЯ — КРЕМНИЙОРГАНИЧЕСКИЙ ЛАК КО-916К»
В КАЧЕСТВЕ ПАЗОВОЙ ИЗОЛЯЦИИ ОБМОТОК СТАТОРА
АСИНХРОННЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ МАЛОЙ И СРЕДНЕЙ МОЩНОСТИ
Ключевые слова: нитрид алюминия, электрическая изоляция, асинхронный, электродвигатель, пропитка, кремнийорганический лак, теплопроводность, энергоэффективность.
На основании результатов исследования теплопроводности, вязкости, устойчивости и электрофизических параметров композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К» предложена технологическая схема пропитки статоров асинхронных электродвигателей пропиточным составом из кремнийорганического лака КО-916К наполненного нитридом алюминия.
Key words:aluminum nitride, electrical isolation, the asynchronous electric motor, impregnation, silicone varnish, thermal
conductivity, energy efficiency.
The technological scheme of impregnation of induction motor stators by impregnating composition of КО-916Кsilicone lacquer filled with aluminum nitride is developed on the basis of investigation results of thermal conductivity, viscosity, sustainability and electrophysical parameters of a «aluminum nitride — silicone lacquer КО-916К» composite material.
В настоящее время расчетный срок службы асинхронных электродвигателей средней и малой мощности (до 100 кВт) производимых на предприятиях РФ составляет от 3 до 5 лет [1], что значительно меньше, чем у электродвигателей большой мощности (30 — 40 лет) [2]. Основной причиной выхода из строя асинхронных электродвигателей является пробой электрической изоляции статора по причине ее перегрева и механического разрушения [3, 4]. Снизить рабочую температуру электродвигателя можно
интенсификацией теплообмена между обмотками статора и корпусом электродвигателя за счет применения электроизоляционных материалов с увеличенным коэффициентом теплопроводности для заполнения межвиткового пространства обмоток статора электродвигателя. В работе [5] предлагается использовать для пропитки статоров асинхронных электродвигателей композиционный материал «нитрид алюминия —
кремнийорганический лак КО-916К». Кроме того там отмечается, что этот композиционный материал может быть применен в существующей технологии производства электродвигателей без внесения в нее значительных изменений. Для того чтобы предложить технологическую схему пропитки статоров асинхронных электродвигателей композиционным материалом «нитрид алюминия -кремнийорганический лак КО-916К» необходимо определить оптимальные параметры основных технологических операций, основанные на всестороннем исследовании физико-химических свойств композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К».
Кроме того там отмечается, что этот композиционный материал может быть применен в существующей технологии производства электродвигателей без внесения в нее значительных изменений. Для того чтобы предложить технологическую схему пропитки статоров асинхронных электродвигателей композиционным материалом «нитрид алюминия -кремнийорганический лак КО-916К» необходимо определить оптимальные параметры основных технологических операций, основанные на всестороннем исследовании физико-химических свойств композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К».
Так как теплопроводность изоляции статора полностью определяет тепловой режим работы электродвигателя, то основным параметром,на который следует обратить внимание при рассмотрении возможности применения нового композиционного материала, является коэффициент теплопроводности.
В работе [6] методом лазерной вспышкиизмерены коэффициенты
теплопроводности образцов из газофазного АШ,изготовленных методом горячего прессования с добавкой оксида иттрия, образцов чистого кремнийорганического лака КО-916К и образцов композитов «АШ — кремнийорганический лак КО-916К». Значение коэффициента теплопроводности для нитрида алюминия, полученного газофазным способом, составило 99,9 Вт/(м-К), а для чистого лака КО-916К — 0,17 Вт/(м-К).Измерение
Значение коэффициента теплопроводности для нитрида алюминия, полученного газофазным способом, составило 99,9 Вт/(м-К), а для чистого лака КО-916К — 0,17 Вт/(м-К).Измерение
теплопроводности композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К» проводили при содержании наполнителя от 0 до 55 об.%в температурном диапазоне от 50 до 200°С. Результаты представлены на рисунке 1. Полученные значения теплопроводности образцов показали, что введением нитрида алюминия в кремнийорганический лак можно добиться увеличения коэффициента теплопроводности в 4,5 раза по сравнению с исходным материалом. Этот результат позволяет говорить о перспективности применения композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К» в качестве пропиточного состава для обмоток статора асинхронных электродвигателей.
измерения удельного объемного сопротивления и напряжения пробоя приведены в таблице 1.
Рис. 1 — зависимость коэффициента
теплопроводности композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К» от температуры и содержания наполнителя
Для прогнозирования коэффициента теплопроводности композиционного пропиточного состава в работах[7, 8] рассмотрены 11 современных моделей, описывающих теплопроводность
наполненных полимеров в зависимости от объемного содержания наполнителя,сделана оценка их применимости для композиционного материала «АШ — кремнийорганический лак КО-916К» и проведены расчеты коэффициента
теплопроводности [9, 10, 11].
Для описания экспериментальных данныхпо теплопроводности композиционного материала «нитрид алюминия —
кремнийорганический лак КО-916К» больше других подходит модель, предложенная В. И. Оделевским [12]:
И. Оделевским [12]:
А = 1———9—— (1)
Л, 1 1-О, ( )
V -1 3
где Л, — коэффициент теплопроводности; С, -объёмная концентрация.
Модель В.И. Оделевского основана на том представлении, что частицы модификатора в материале изолированы друг от друга слоем матрицы и не соприкасаются между собой. На рисунке 2 приведена фотография композиционного материала «АШ — кремнийорганический лак КО-916К» сделанная с помощью оптического микроскопа. Расчеты по моделям, предусматривающим взаимодействие компонентов системы, суммирование свойств проводимости (обобщенной проводимости), взаимопроникновение компонентов и перколяции в системе дают завышенные значения коэффициентов
теплопроводности.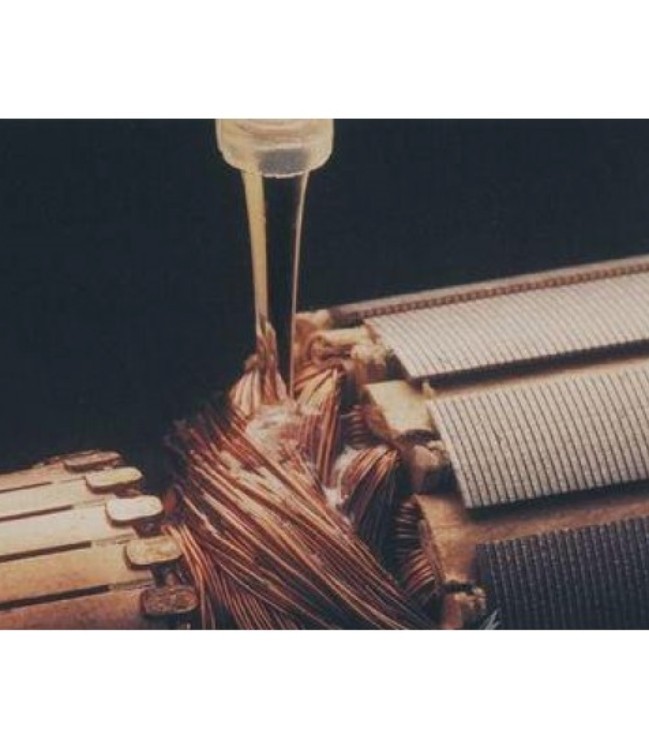
Для оценки применимости нового композита в качестве электроизоляционного материала и определения влияния нитрида алюминия на диэлектрические характеристики связующего (лака КО-916К) в работе [13] проведено определение электрофизических свойств композиционного материала «АШ —
кремнийорганический лак КО-916К». Результаты
Рис. 2 — Фотография отвержденного
композиционного материала «АШ —
кремнийорганический лак КО-916К»
Таблица 1 — Результаты измерения удельного объемного сопротивления рт и напряжения пробоя композиционного материала «АШ -кремнийорганический лак КО-916К»
Содержание АШ (об.%) Удельное объемное сопротивление, (Ом-м) Напряжение пробоя, (кВ/мм)
0 (чистый лак) 3,0-1013 75
10 3,3-1013 102
30 3,4-1013 109
Приведенные в таблице 1 результаты согласуются с опубликованными данными [5, 13] о том, что введение неорганических модификаторов повышает электрофизические свойства
пропиточных электроизоляционных лаков. Так же в работе [14] отмечено, что пробой образцов происходил по объему материала, без консолидации в местах расположения частиц неорганического модификатора.
Так же в работе [14] отмечено, что пробой образцов происходил по объему материала, без консолидации в местах расположения частиц неорганического модификатора.
Для определения оптимальной степени содержания наполнителя (АШ) в композиционном материале можно воспользоваться результатами, полученными в работе [15], где изучалась вязкость электроизоляционного лака КО-916К с различным содержанием нитрида алюминия. Чтобы оценить влияние температуры и содержания наполнителя (АШ)на вязкость кремнийорганического лака КО-916Кавторами были проведены измерения вязкости для составов ссодержанием наполнителя от 0 до 50
об.% в интервале температур от 20 до 80°С. Результаты измерений представлены на рисунке 3.
Из приведенных данных (рис. 3) видно, что увеличением температуры до значений, при которых не начинаются процессы отверждения (80°С), можно добиться многократного снижения вязкости исходного лака. В свою очередь, добавление нитрида алюминия увеличивает значение вязкости, причем полученная зависимость нелинейная. Представленные результаты
В свою очередь, добавление нитрида алюминия увеличивает значение вязкости, причем полученная зависимость нелинейная. Представленные результаты
свидетельствуют о том, что вязкость кремнийорганического лака КО-916К наполненного нитридом алюминия закономерно изменяется с увеличением содержания наполнителя и температурой измерений: с ростом содержания нитрида алюминия вязкость увеличивается, а с ростом температуры — уменьшается.Характерно, что при содержании нитрида алюминия менее 20 об.% изменение вязкости незначительно, а при дальнейшем увеличении содержания нитрида алюминия происходит резкоеувеличение вязкости кремнийорганического лака КО-916К наполненного нитридом алюминия.
Рис. 3 — зависимость коэффициента вязкости композиционного материала «нитрид алюминия — кремнийорганический лак КО-916К» от
температуры и содержания наполнителя
При синтезе нитрида алюминия газофазным способом получается порошок с размерами частиц 50 — 200 нм[3], но в процессе хранения эти частицы агломерируются в агломераты со средним размером 8 мкм [3]. Уменьшение размера частиц, как об этом свидетельствуют опубликованные данные [16], повышает устойчивость дисперсных систем и поэтому целесообразно проводить процесс
Уменьшение размера частиц, как об этом свидетельствуют опубликованные данные [16], повышает устойчивость дисперсных систем и поэтому целесообразно проводить процесс
измельчения порошка в планетарных мельницах.Но с экономической точки зрения введение такой операции в технологический процесс для получения кремнийорганического лака КО-916К наполненного
вряд ли
менее затратные которых можно систему в течение практического её
нитридом алюминия
целесообразно. Существуют способы, с помощью
стабилизировать дисперсную времени, необходимого для использования. В качестве таких методов можно рекомендовать как ультразвуковую обработку, так и интенсивное механическое перемешивание [17-19].
В настоящей работе предлагается технологическая схема пропитки обмоток статора асинхронного электродвигателя пропиточным составом на основе кремнийорганического лака КО-916К наполненного нитридом алюминия (рисунок 5), основанная на стандартной технологии, существующей в промышленности
(ЗАО «Уралэлектромаш», г. Каменск-Уральский) для проведения процесса пропитки статоров асинхронных электрических двигателеймалой и средней мощности (рисунок 4). Основной особенностью предлагаемой технологической схемы
является то, что в качестве пропиточного состава обмоток статора используетсякремнийорганический лак КО-916К наполненный нитридом алюминия. После проведения операции пропитки, в процессе сушки из пропиточного состава улетучивается растворитель и в межвитковом пространстве происходит термическое отверждение
электроизоляционного композиционного материала «нитрид алюминия — кремнийорганический лак-КО916К».
Для равномерного распределения
агломератов частиц модификатора (АШ) в кремнийорганическом лаке КО-916К необходимо дополнительное воздействие, поэтому введение
модификатора осуществляется в стандартный
растворитель ксилол, при воздействии
ультразвуковых колебаний (УЗК). После обработки ультразвуком дисперсионная среда сохраняет
седиментационную устойчивость в течение времени достаточного для последующего введения
растворителя с частицами АШ в
кремнийорганический лак КО-916К.
Вводить растворитель, с равномерно распределенным по объему модификатором, в кремнийорганический лак КО-916К наиболее целесообразно с помощью интенсивного механического перемешивания. При оценке
При оценке
возможности использования ультразвуковой
обработки на данной стадии необходимо учитывать два противоборствующих фактора: с одной стороны применение интенсивных ультразвуковых
колебаний позволяет более эффективно проводить деструкцию агрегатированных частиц и равномерно распределять частицы в объеме композита, что положительно сказывается на свойствах конечного композиционного материала. С другой стороны ультразвук оказывает существенное влияние на структуру кремнийорганического лака, вызывая даже деструкцию определенных связей полимера [17] и нагреваетпропиточный состав, что может вызвать нежелательное преждевременное отверждение. В свою очередь, проведение операции пропиткистатора асинхронногоэлектродвигателяпри воздействии ультразвуком оказывает
положительное влияние на процесс, вследствие того, чтопринцип действия узла акустической пропитки основан на изменении свойств жидкой среды при возбуждении в ней ультразвуковых колебаний высокой интенсивности с помощью специального ультразвукового излучателя,
приведенного в соприкосновение со средой. При этом в прилегающем к рабочей поверхности излучателя слое пропиточного состава возникает акустическая кавитация, ультразвуковые течения и звукокапиллярный эффект, благодаря которым увеличивается текучесть состава, и его проникающая способность, а, следовательно, повышается эффективность и качество пропитки. На основании этого впредложенной технологической схеме трехкратная пропитка обмоток статора по существующей технологии заменена однократной операцией пропитки с применением ультразвуковых колебаний, что помимо вышеизложенных
При этом в прилегающем к рабочей поверхности излучателя слое пропиточного состава возникает акустическая кавитация, ультразвуковые течения и звукокапиллярный эффект, благодаря которым увеличивается текучесть состава, и его проникающая способность, а, следовательно, повышается эффективность и качество пропитки. На основании этого впредложенной технологической схеме трехкратная пропитка обмоток статора по существующей технологии заменена однократной операцией пропитки с применением ультразвуковых колебаний, что помимо вышеизложенных
преимуществ дополнительно позволяет сократить время обработки статора на 20 часов.
Время проведения отдельной операции пропитки и температурный режим сушки статора (отверждения композита) можно оставить неизменными,как и в существующей технологии.
Приготовление пропиточного раствора
.
2 пропитка статора
Отверждение
3 Пропитка статора і =
Отверждение
Контроль свойств
«I ~
Готовая продукция
Рис. 4 — Технологическая схема пропитки
обмотки статора асинхронного
электродвигателя, применяемая на ЗАО
Уралэлектромаш, г. Каменск-Уральский
Рис. 5 — Технологическая схема пропитки
асинхронного электродвигателя пропиточным составом из кремнийорганического лака КО-916К наполненного нитридом алюминия
Для экспериментального подтверждения предложенной технологической схемы (рисунок 5) были проведены лабораторные и промышленные испытания четырех электродвигателей ДТР80А2. Номинальные данныеэлектродвигателей:
Номинальные данныеэлектродвигателей:
— полезная мощность Р = 1,5 кВт;
— схема соединения обмотки статора У;
— номинальное линейное напряжение ил = 380 В;
— ток номинального режима 1н = 3,5 А;
— скорость вращения при номинальной нагрузке пн = 2715 об/мин;
— коэффициент мощности cosqн= 0,89;
— коэффициент полезного действия п = 73,0%.
Статор одного из двигателей был триждыпропитан по технологии принятой на ЗАО «Уралэлектромаш» для изоляции асинхронных двигателей класса нагревостойкости Н.У трех оставшихся электродвигателей, статоры
былиоднократнопропитанылаком КО-916К
наполненным нитридом алюминия (АШ) с применением УЗК.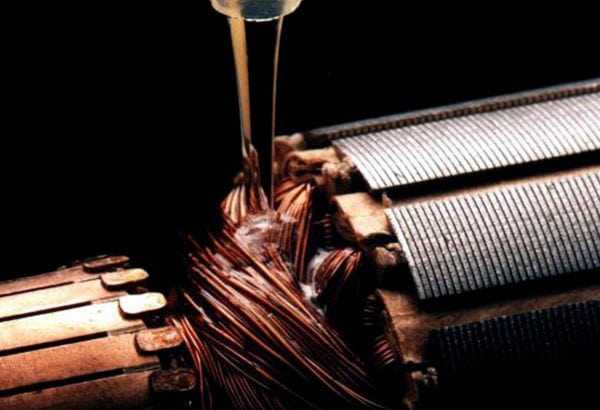
Все опытные образцыэлектродвигателей успешно прошли испытания на проверку электрической прочности витковой и корпусной изоляции, проведенные по стандартной методике. При проведении всех испытаний асинхронных электродвигателей с новой пазовой изоляцией принимались меры по обеспечению одинаковых условий экспериментов. Все двигатели с разными модификациями статоров испытывались с одним и тем же ротором при одинаковой температуре окружающейсреды. Каждый из циклов испытаний проводился на одном и том же испытательном стенде при использовании одинаковых приборов по стандартной программе испытаний и выполнялся одной группой испытателей.
Согласно стандартной методике тепловых испытаний двигатель в течение 20 минут нес нагрузку равную 130% от номинальной. Затем в течение двух часов работал при номинальной нагрузке. Перегрев обмотки статора определялся по методу сопротивления. В соответствии с этим методомсначала измерялось сопротивление обмотки при температуре равной температуре окружающей среды, а затем при температуре установившегося теплового режима электродвигателя.При этом были выравнены постоянные потери двигателей для более строгого выявления влияния температуры на КПД (в этом отношении двигатели были поставлены в равные условия).
На первом этапе эксперимента проводился расчет рабочих характеристик электродвигателясо статором, изготовленным по технологии принятой на ЗАО «Уралэлектромаш» (серийного
электродвигателя) и электродвигателей, обмотки статоров которых подверглись однократной ультразвуковой пропитке кремнийорганическим лаком КО-916К наполненным нитридом алюминия. Этот расчет показал, что перегрев обмоток статоровэлектродвигателей с пазовой изоляцией из композиционного материала «нитрид алюминия-кремнийорганический лак КО-916К» снизился более чем на 8% (4°С) по сравнению с серийным электродвигателем. Такое снижение нагрева обмотки дает увеличение коэффициента полезного действия (КПД) электродвигателя на 0,6%, величина которого была найдена работниками испытательной станции ЗАО «Уралэлектромаш» по
экспериментальным характеристикам нагрузочного режима по методу разделения потерь. Таким образом, испытания показали положительную тенденцию на увеличение КПД и снижение температуры обмоток статора при однократной ультразвуковой пропитке.
Далее проводилась оценка влияния капсулирования лобовых частей компаундами с теплопроводящими наполнителями. Работа проводилась в УрФУ в НИЛ Электромеханики кафедры электрических машин по результатам сравнительных тепловых испытаний трёх двигателей,с пазовой изоляцией из композиционного материала «АШ -кремнийорганический лак КО-916К». Из трех двигателей капсулирование было выполнено на
двух, притом на одном клинья и лобовые части изолировались стеклотканью, а у второго электродвигателя клинья в пазовой части статора были вынуты, а лобовые части стягивались только шнуром. Для каждого электродвигателя были проведены тепловые испытания в номинальном режиме до капсулирования и после него. В результате капсулирования перегрев обмотки статора в первом электродвигателе, клинья и лобовые части которого изолировались стеклотканью, снизился на 8,2°С. Перегрев второго электродвигателя, в котором клинья в пазовой части статора были вынуты, а лобовые части стягивались только шнуром, снизился в большей степени и составил 11,8°С. Результирующее снижение нагрева обмоток статора по сравнению с серийной машиной, пропитанной по стандартной технологии без капсулирования лобовых частей, составило для первого электродвигателя12,2°С и 15,8°С для второго двигателя. В результате КПД этих машин увеличился соответственно на 1,0% и 1,15%.
Выводы
1. Проведение ультразвуковой пропитки
статоров асинхронных электродвигателей
пропиточным составом на основе
кремнийорганического лака КО-916К наполненного нитридом алюминия (АШ) позволят сократить количество операций пропитки статора в 3 раза по сравнению с существующей на ЗАО «Уралэлектромаш» технологией и, соответственно, уменьшить время обработки статора более чем на 20 часов.
2. Использование композиционного
материала «нитрид алюминия —
кремнийорганический лак КО-916К» в качестве пазовой изоляции статора асинхронного электродвигателя позволяет добиться снижения нагрева обмоток статора по сравнению с серийной машиной, пропитанной по стандартной технологии без капсулирования лобовых частей от 4°С до 15,8°С и увеличения коэффициента полезного действия на 0,6 — 1,15%.
Литература
1. Оценка влияния капсулирования лобовых частей статора с всыпными обмотками на техникоэкономические показатели асинхронных двигателей /
В.И. Денисенко [и др.] // Электромеханические и электромагнитные преобразователи энергии и управляемые электромеханические системы: сборник научных трудов IV Международной научнотехнической конференции. — Екатеринбург: Уральский федеральный университет имени первого Президента России Б.Н. Ельцина, 2011. — С. 276-281.
2. Троицкий В.А. Магнитодиэлектрики в силовой электротехнике / В.А. Троицкий, А.И. Ролик, А.И. Яковлев. -Киев: Техника, 1983. — 202 с.
3. Оксидонитридные наноматериалы для повышения
эффективности электромеханических и
электромагнитных преобразователей: отчет о НИР (заключ.) / ГУП СО «УралМонацитТехно»; рук.
А.Р. Бекетов; исполн.: М.В. Баранов [и др.]. —
Екатеринбург, 2010. — 76 с.
4. Котеленец Н.Ф. Испытания и надёжность электрических машин: Учебное пособие для вузов по специальности «Электромеханика»/ Н.Ф. Котеленец, Н.Л. Кузнецов. — М.: Высшая школа, 1988. — 232 с.
5. Оценка влияния капсулирования лобовых частей статора с всыпными обмотками на нагрев и КПД асинхронных двигателей / Денисенко В.И. [и др.] // Проблемы и достижения в промышленной энергетике: Сборник докладов 9 международной научнопрактической конференции в рамках выставки «Энергетика и электротехника. Автоматизированные системы и приборостроение. Светотехника 24 — 26 ноября 2010 г.». — Екатеринбург: УГТУ-УПИ, 2010. — С. 155-158.
6. Влияние добавок порошкообразного нитрида
алюминия на теплопроводность полимерных материалов/ Д.А. Бекетов [и др.] //
Электромеханические и электромагнитные
преобразователи энергии и управляемые электромеханические системы: труды III
Международной научно-технической конференции. -Екатеринбург: УГТУ-УПИ, 2007. — С. 157-162.
7. Бекетов Д.А. Применимость современных моделей для оценки теплофизических характеристик композиций полимерный лак — нитридно-оксидная керамика/ Д.А. Бекетов, А.И. Ягупов, А.Р. Бекетов // Химическая технология. — М.: НаиТ, 2009.- №7. — С. 396-400.
8. Теплопроводность полимерного композита АШ — лак КО-916к [Электронный ресурс] / Д.В. Грахов [и др.] // Современные проблемы науки и образования. — 2011. -№ 5. — иКЬ: www.science-education.ru/99-4954.
9. Красильников С.М. Моделирование свойств новых
композиционных электроизоляционных материалов/ С.М. Красильников, Д.В. Грахов, А.И. Ягупов // Энерго-и ресурсосбережение. Нетрадиционные и
возобновляемые источники энергии: Сборник
материалов Всероссийской студенческой олимпиады 1619 ноября 2009 г., научно-практической конференции и выставки студентов, аспирантов и молодых ученых 1418 декабря 2009. — Екатеринбург: УГТУ-УПИ, 2009. — С. 336-338.
10. Теплопроводность композиционных материалов с дисперсным наполнителем/ И.А. Фургель [и др.] // Инженерно-физический журнал. — 1992. — Т. 62, №3. -С. 453-459.
11. Дульнев Г. Н. Теплопроводность смесей и композиционных материалов : Справочная книга / Г. Н. Дульнев, Ю.П. Заричняк. — Л.: Энергия, 1974. — 264 с.
12. Бекетов Д.А. Применимость современных моделей для оценки теплофизических характеристик композиций полимерный лак — нитридно-оксидная керамика/ Д.А. Бекетов, А.И. Ягупов, А.Р. Бекетов //Химическая технология. — М.:НаиТ, 2009.- №7. — С. 396-400.
13. Красильников С. М. Электрические характеристики композиционных материалов «органический электроизоляционный лак нанооксидо-нитридный модификатор»/ С.М. Красильников, Ю.А. Хлюпин, А.И. Ягупов // Научные труды XVIII Уральской международной конференции молодых учёных по приоритетным направлениям развития науки и техники. В 3 ч. — Екатеринбург: УГТУ-УПИ, 2010. — Ч.3. — С. 5155.
14. Электрические характеристики композиционных материалов «органический электроизоляционный лак -нанооксиднонитридный модификатор»/ Д.А. Бекетов [и др.] // Люльевские чтения: материалы седьмой научнотехнической конференции ОАО «ОКБ «новатор», 23-24 марта 2010 года. — Челябинск: Издательский центр ЮУрГУ, 2010. — С. 79.
15. Бекетов Д. А. Влияние добавок порошкообразного
нитрида алюминия на вязкость полимерных материалов / Д.А. Бекетов, А.Р. Бекетов, А.И. Ягупов. — Керамика и композиционные материалы: материалы VI
Всероссийской научной конференции. — Сыктывкар: Коми научный центр УрО РАН, 2007. — С.11
16. Мамуня Е.П. Свойства функционально наполненной полимерной системы в зависимости от содержания и характеристик дисперсного наполнителя/ Е.П. Мамуня,
B.В. Давиденко, Е.В. Лебедев // Композиционные полимерные Материалы. — 1991. — Вып. 50. — С. 37-47.
17. О применении ультразвукового способа пропитки
обмоток машин переменного тока с использованием нанооксидо-нитридных теплопроводящих
наполнителей/ М.В. Баранов [и др.] //
Электромеханические и электромагнитные
преобразователи энергии и управляемые электромеханические системы: сборник научных трудов IV Международной научно-технической конференции. -Екатеринбург: Уральский федеральный университет имени первого Президента России Б.Н. Ельцина, 2011. —
C. 281-288.
18. Опыт применения ультразвукового способа пропитки
обмоток машин переменного тока с использованием нанооксидонитридных теплопроводящих наполнителей/ В.И. Денисенко [и др.] // Проблемы и достижения в промышленной энергетике: Сборник докладов 9
международной научно-практической конференции в рамках выставки «Энергетика и электротехника. Автоматизированные системы и приборостроение. Светотехника» 24 — 26 ноября 2010 г. — Екатеринбург: УГТУ-УПИ, 2010. — С. 159-162.
19. К оценке ультразвукового способа пропитки обмоток
машин переменного тока компаундами с теплопроводящими наполнителями/ Кычанов М.В. [и др.] // Энерго- и ресурсосбережение. Нетрадиционные и возобновляемые источники энергии: Сборник
материалов Всероссийской студенческой олимпиады, научно-практической конференции и выставки работ студентов, аспирантов и молодых ученых 22-26 ноября 2010 г. — Екатеринбург: УГТУ-УПИ, 2010. — С. 116 -119.
© А. И. Ягупов — вед. инж. каф. редких металлов и наноматериалов Уральского фед. ун-та имени первого Президента России Б.Н. Ельцина, [email protected]; А. А. Елагин — асп. той же кафедры, [email protected]; В. В. Лыткин — ст. препод. каф. электрических машины того же ун-та, [email protected]; А. Р. Бекетов — д.т.н., проф. каф. редких металлов и наноматериалов того же ун-та, [email protected]; М. В. Баранов — д.т.н., проф. той же кафедры, [email protected];
В. И. Денисенко — д.т.н., проф. каф. электрических машины того же ун-та; А. Т. Пластун — д.т.н., проф., зав. каф. электрических машины того же ун-та; О. В. Стоянов — д.т.н., проф., зав. каф. технологии пластических масс КНИТУ, [email protected].
Должен ли я каждый раз окунать мотор лаком?
Мне часто говорят «Я хочу, чтобы моторный лак тоже был окунутым», , но действительно ли окунание отремонтированного мотора хорошо для мотора? Используя надлежащие методы ремонта, двигатели можно восстанавливать и ремонтировать много, много раз. Постоянное нанесение лака поверх лака не всегда в интересах этого двигателя в долгосрочной перспективе.
Непрерывное окунание одной и той же обмотки в лак снова и снова, без выполнения полной зачистки и перемотки через некоторое время, может заблокировать вентиляционные отверстия в якоре или статоре и значительно снизить воздушный поток, что приведет к повышению температуры обмотки.Существует эмпирическое правило, которое гласит: «Увеличение рабочей температуры двигателя на каждые 10 ° C сокращает срок службы изоляционной обмотки на 50%». Двигатели спроектированы и спроектированы таким образом, чтобы поддерживать оптимальную температуру с помощью специальной системы охлаждения. В этой системе сделано много соображений для адекватного охлаждения этого двигателя, например:
- моторостроение
- тип вентилятора охлаждения на двигателе или якоре,
- класс изоляции
- тип кожуха двигателя
- вентиляционных отверстий внутри пластин статора или якоря.
Если изменить одно из соображений охлаждения, двигатель может не работать при расчетной температуре, он будет работать более горячим и, следовательно, сократит срок службы двигателя.
Покрытие лака имеет двоякую цель. Одна из целей — электрически изолировать и защитить обмотки / катушки от проникновения загрязнений. Вторая цель — механически обезопасить катушки от движения. Первоначальное окунание и запекание (или VPI — пропитка под вакуумом) во время зеленой намотки являются наиболее важными и, если все сделано правильно, будут длиться многие годы.
Во время ремонта обмотки можно повторно покрыть лаком окунанием, если для этого есть электрические или механические причины. Поймите, что в некоторых случаях двигатель следует окунуть в ближний свет, а в некоторых — нет. Воспользуйтесь советом продавца, а не просто окунитесь в покрытие для лака.
Боб Болхуис
HECO — Все системы идут
269-381-7200
https: // www.linkedin.com/in/bob-bolhuis-90b60415/
Об авторе:
Боб Болхуис — старший менеджер по работе с клиентами в HECO — All Systems Go. Боб имеет более чем 25-летний опыт работы в области электродвигателей и надежности, уделяя особое внимание большим электродвигателям. Боб сыграл важную роль во внедрении различных систем управления двигателями и трансмиссиями, в которых HECO сотрудничает с конечными пользователями.
Минимизация потери КПД в двигателях с перемоткой через изоляцию
В настоящее время почти все машины работают от того или иного двигателя.Однако, как и все приборы, двигатели не являются отказоустойчивыми. В какой-то момент они перестанут работать или работать не так эффективно, как раньше. На данный момент у вас есть две альтернативы: вы можете либо заменить двигатель, либо перемотать его. Перемотка двигателей включает размотку старого ротора, соединенного с обмотками статора, а затем их замену новыми.
Некоторые люди избегают перемотки двигателя, полагая, что «новый» двигатель потеряет свою эффективность. Благодаря достижениям в технологической дисциплине, строгим мерам обеспечения качества и современным материалам теперь минимальное влияние на эффективность двигателя при его перемотке.Обмотки следует заизолировать после завершения процесса с помощью лака или смолы. Эта изоляция предназначена для придания механической жесткости обмоткам и защиты их от короткого замыкания и загрязнения. Вот методы, используемые для изоляции обмоток двигателя.
Макание и выпекание
Это один из наиболее распространенных методов изоляции обмоток двигателя. В этом методе обмотки будут погружены в резервуары для лака, прежде чем они будут отверждены в печах. Обмотки в идеале должны быть дважды погружены в лак, чтобы гарантировать их полное покрытие.Между окунанием также должно пройти достаточное время, чтобы избежать риска образования вязкого лака, который будет легко стекать с обмоток и оставлять некоторые части незащищенными.
Существуют разные классы изоляционных лаков. Например, лаки класса N предназначены для выдерживания высоких температур, в то время как лаки с классом герметичности подходят для использования в компрессорах.
Лакирование струйкой
В этом методе обмотки соединяются с электрическими проводами на вращающемся столе.Электрическое сопротивление проводов нагревает обмотки во время вращения стола. По достижении желаемой температуры на головку обмотки капает лак. Затем он стекает вниз, чтобы покрыть весь двигатель. При полном насыщении электрический ток на обмотке будет увеличиваться, что приведет к отверждению лака. Покрытие тонким слоем лака происходит быстро, так как лакирование и отверждение выполняются на одной машине. Поэтому его часто используют для аварийного ремонта двигателя.
Пропитка под вакуумом
В процессе, известном в отрасли под аббревиатурой VPI, вакуумный резервуар под давлением с лаком или смолой полностью пропитает ваши обмотки.Перед размещением в баке обмотки предварительно нагреваются. После пропитки давление увеличивается, полимер или лак отверждаются и связываются с вашими обмотками. Емкость и циклы резервуара будут периодически контролироваться, а изоляция обычно требует времени. VPI часто используется в системах с катушками и двигателях среднего напряжения, поскольку они не полностью насыщены при других методах изоляции.
Обмотка Ultra-Seal
В обмотке с ультрауплотнением обмотки полностью пропитаны, а катушки герметизированы термореактивной полимерной смолой с высокой молекулярной массой.Это гарантирует максимальную защиту обмоток от загрязнений и влаги. Обмотка Ultra-seal используется для двигателей, которые будут использоваться в экстремальных условиях.
Вышеуказанные методы изоляции гарантируют, что ваши перемотанные двигатели будут служить вам должным образом и будут иметь повышенный срок службы. Тем не менее, вы должны убедиться, что с изоляцией и перемоткой будет обращаться эксперт. Таким образом, вы гарантированно не повлияете на их работу
% PDF-1.4 % 69 0 объект > эндобдж xref 69 113 0000000016 00000 н. 0000003094 00000 н. 0000003193 00000 п. 0000003967 00000 н. 0000004029 00000 н. 0000004142 00000 п. 0000005184 00000 п. 0000006241 00000 н. 0000006375 00000 н. 0000006526 00000 н. 0000007148 00000 н. 0000007429 00000 н. 0000007965 00000 н. 0000008501 00000 н. 0000008527 00000 н. 0000009706 00000 н. 0000010102 00000 п. 0000010213 00000 п. 0000011308 00000 п. 0000011920 00000 п. 0000012487 00000 п. 0000012753 00000 п. 0000012849 00000 п. 0000013000 00000 н. 0000014091 00000 п. 0000014408 00000 п. 0000014594 00000 п. 0000015789 00000 п. 0000015902 00000 н. 0000016901 00000 п. 0000017931 00000 п. 0000018000 00000 н. 0000018103 00000 п. 0000027362 00000 п. 0000027658 00000 н. 0000028141 00000 п. 0000036459 00000 п. 0000045765 00000 п. 0000045996 00000 п. 0000046079 00000 п. 0000046134 00000 п. 0000046209 00000 п. 0000046306 00000 п. 0000046455 00000 п. 0000046534 00000 п. 0000046647 00000 п. 0000046725 00000 п. 0000047039 00000 п. 0000047094 00000 п. 0000047210 00000 п. 0000047288 00000 п. 0000047602 00000 п. 0000047657 00000 п. 0000047773 00000 п. 0000047851 00000 п. 0000048164 00000 п. 0000048219 00000 п. 0000048335 00000 п. 0000048413 00000 н. 0000048727 00000 н. 0000048782 00000 п. 0000048898 00000 н. 0000048968 00000 н. 0000049053 00000 п. 0000051603 00000 п. 0000051875 00000 п. 0000052040 00000 п. 0000052067 00000 п. 0000052367 00000 п. 0000054179 00000 п. 0000054494 00000 п. 0000054891 00000 п. 0000056172 00000 п. 0000056483 00000 п. 0000056850 00000 п. 0000092803 00000 п. 0000092842 00000 п. 0000128850 00000 н. 0000128889 00000 н. 0000128967 00000 н. 0000129305 00000 н. 0000129383 00000 н. 0000129721 00000 н. 0000129799 00000 н. 0000130136 00000 н. 0000130214 00000 н. 0000130549 00000 н. 0000133429 00000 н. 0000248908 00000 н. 0000251788 00000 н. 0000369760 00000 н. 0000372640 00000 н. 0000552352 00000 п. 0000554471 00000 н. 0000612115 00000 н. 0000616656 00000 н. 0000621197 00000 н. 0000637433 00000 н. 0000778126 00000 н. 0000781971 00000 п. 0000785816 00000 н. 0000792406 00000 п. 0000842098 00000 н. 0000844368 00000 н. 0000846638 00000 н. 0000855632 00000 н. 0001013389 00000 п. 0001014924 00000 п. 0001261472 00000 н. 0001266004 00000 п. 0001270536 00000 п. 0001285724 00000 п. 0000002556 00000 н. трейлер ] / Назад 2208212 >> startxref 0 %% EOF 181 0 объект > поток hb«b`g`g`Pce @
Двигатели и генераторы: Очистка и лакировка обмоток машин
Очистка и лакировка обмоток машин
Срок службы обмотки зависит от ее сохранения в исходном состоянии как можно дольше.В новой машине обмотка плотно прилегает к пазам, а изоляция свежая и гибкая и обработана для защиты от разрушающего воздействия влаги и других посторонних предметов.
Влага — один из самых злейших врагов изоляции машин. Изоляция должна быть чистой и сухой. Некоторые современные типы изоляции по своей природе являются влагостойкими и требуют нечастой обработки лаком, но подавляющее большинство из них при воздействии влажной атмосферы следует подвергать специальной влагостойкой обработке.
Одним из условий, которое часто ускоряет выход из строя обмотки, является движение катушек, вызванное вибрацией во время работы. После высыхания утеплителя он теряет гибкость. Механические напряжения, вызванные запуском и закупориванием, а также естественные напряжения при работе под нагрузкой, иногда вызывают короткие замыкания в катушках и, возможно, отказы между катушкой и землей, обычно в точке, где катушка выходит из паза.
Периодическая обработка и отверждение лака, проведенные правильно, чтобы заполнить все пространства, вызванные высыханием и усадкой изоляции, обеспечат эффективное уплотнение от влаги и должны относиться к текущему электрическому обслуживанию.Обработка лака и отверждение вращающегося электрооборудования происходит по логической схеме.
Очистка
Некоторые машины подвергаются скоплению материалов, таких как тальк, ворс или цементная пыль, которые, хотя сами по себе безвредны, могут препятствовать вентиляции. В этом случае машина будет работать при более высоких температурах, чем обычно, и срок службы изоляции сократится. Такие материалы иногда можно продуть чистым сухим сжатым воздухом.
К наиболее вредным типам инородных материалов относятся технический углерод, металлическая пыль и стружка, а также аналогичные вещества, которые не только ухудшают вентиляцию, но и образуют проводящую пленку на изоляции и увеличивают вероятность ее повреждения.Металлическая стружка также может проникнуть в изоляцию из-за вентиляции и магнитных полей. После очистки обмоток необходимо проверить наличие любых признаков износа.
Обмотки, залитые эпоксидной смолой, конструкция, пользующаяся все большим успехом, изолированы от загрязнений. Они не требуют особого внимания, кроме удаления скоплений грязи. Обычной практикой при повреждении таких обмоток является их замена на новую.
Чрезвычайно важно, чтобы все статоры и роторы были идеально чистыми перед обработкой лаком и отверждением.Если не удалить всю проводящую грязь и жир, обработка лака не будет полностью эффективной. Кроме того, после обработки лаком путь утечки, вызванный проводящими материалами, будет трудно обнаружить и удалить. Правильная очистка включает следующие шаги:
• Необходимо удалить грязь со всех поверхностей змеевика и механических частей.
Воздуховоды должны быть свободными. В качестве альтернативы можно использовать чистый сухой воздух под давлением не более 50 фунтов на квадратный дюйм. Более высокое давление воздуха может повредить обмотки.Не используйте воздух, если пыль от машины может повредить критически важное оборудование поблизости.
• Следует удалить как можно больше масла, жира и грязи, протерев обмотки чистой сухой тканью, а затем чистой тканью, смоченной растворителем, рекомендованным производителем змеевика. Если исходный лак на обмотках потрескался, кисть следует смочить в растворителе и с ее помощью очистить трещины от всех токопроводящих частиц.
• Для очистки якоря или намотанные роторы должны быть размещены в вертикальном положении концом коллектора или коллекторного кольца вверх, а для очистки под собирающим устройством и через вентиляционные отверстия следует использовать пистолет-распылитель с растворителем.Эту же процедуру следует повторить с противоположным концом вверх, а затем повторить еще раз с концом коммутатора или коллекторного кольца вверх. Большинство крупных якорей постоянного тока вентилируются через открытые стояки коллектора на переднем конце. Спрей растворителя следует направлять через эти стояки, чтобы достичь внутренней поверхности катушек якоря и удлинителей клиновидных колец внутреннего коллектора.
• Оборудование с силиконовой изоляцией можно очищать теми же методами, что и другие системы изоляции. Если обнаружится необходимость в жидком очистителе, следует следовать рекомендациям производителя змеевика.
• Для обмоток, отличных от силикона, на рынке имеется ряд хороших чистящих средств. Производитель может порекомендовать наиболее подходящий для условий. Следует соблюдать и соблюдать правила техники безопасности на предприятии, касающиеся использования легковоспламеняющихся и токсичных растворителей.
• Следует проявлять осторожность при удалении всех жидких чистящих средств.
Сушка
Обмотанный аппарат следует высушить в печи, выдерживаемой при температуре 115–125 ° C (239–257 ° F) в течение 6–12 часов или до тех пор, пока сопротивление изоляции не станет практически постоянным.Если используется вакуум, время сушки может быть сокращено.
Аппарат следует нагревать до температуры медленно, так как в обмотках может присутствовать чрезмерная влажность. При быстром нагревании эта влага может испаряться достаточно быстро, что приведет к разрыву изоляции.
Перед обработкой аппарат следует охладить до температуры на 10 ° C (50 ° F) выше комнатной, но никогда до температуры ниже 25 ° C (77 ° F). Если охладить аппарат до комнатной температуры и дать ему постоять, он быстро впитает влагу.Если поместить в лак при температуре выше указанной, лак будет затвердевать.
Лак
Выбор лака зависит от условий эксплуатации двигателя; также следует принимать во внимание тип условий окружающей среды (например, влажность, коррозия, химические вещества, истирание).
Лакдолжен быть совместим с системой изоляции, с которой он будет использоваться. Если он несовместим, он может не прилипать и не обеспечивать желаемую защиту.Для большинства применений рекомендуется выбор универсального лака на основе синтетической смолы с высокой адгезией и эластичностью. Лак может быть класса A, B или F, в зависимости от номинала системы изоляции. Для больших статоров переменного тока с изоляцией класса А рекомендуется использование гибкого асфальта или масляно-смоляного лака; тогда, если возникнет необходимость поднять катушку, она не будет разрушена.
Доступно множество типов лаков, и при нанесении изоляционного лака следует соблюдать рекомендации производителя в отношении удельного веса, вязкости и цикла отверждения для конкретного рассматриваемого лака.После того, как лак был отрегулирован для получения желаемых характеристик пленки и дренажа, следует записать показания удельного веса и вязкости; затем периодически следует проверять лак на предмет удельного веса или вязкости, либо того и другого, и вносить корректировки, чтобы привести их в исходные пределы.
Для удаления паров растворителя блоки должны быть высушены в правильно вентилируемой печи с принудительной циркуляцией воздуха. Духовка может иметь газовый или электрический нагрев.При желании можно использовать инфракрасное излучение.
По большей части время и температура отверждения должны соответствовать рекомендациям производителя лака. Время отверждения будет варьироваться от коротких запеканий на несколько часов до 16–24 часов, в зависимости от физических размеров и состава агрегатов, а также с учетом конкретных характеристик типа лака, который был нанесен на оборудование.
Температура отверждения будет варьироваться от 75 ° C до 125 ° C (от 167 ° F до 257 ° F) для масляно-смоляных лаков до 135 ° C до 155 ° C (от 275 ° F до 311 ° F) для лаков классов B и F. .Силиконовые лаки обычно требуют температурного диапазона отверждения 185–200 ° C (365–392 ° F) или выше.
Для завершения перемотки необходимо нанести не менее двух слоев лака. Время выпекания первого слоя или пропитанного слоя обычно можно сократить, а последний слой — дольше. Использование доп.
Нанесениепокрытий основано на том, что ожидается от установки после ее эксплуатации. Если возникают суровые условия, рекомендуется использовать многослойные системы.Кроме того, такие устройства, как высокоскоростные якоря, должны иметь несколько слоев для максимального соединения проводников. Один слой — это все, что необходимо на старых моделях, которые были очищены и на которых не производилась перемотка.
В случае больших статоров или роторов, размер которых таков, что погружение невозможно, необходимо нанести лак на обмотки. Старые обмоточные поверхности должны быть полностью покрыты лаком.
Для большинства применений рекомендуются обычные методы погружения.Другие принятые методы — это чистка щеткой и заливка. Однако, если длина или глубина прорезей велика, а обмотки плотно упакованы, может потребоваться система вакуумной пропитки.
Печи для отверждения— Машины Whitelegg
COV Электрические печи для отверждения лака для электродвигателей или сушки электродвигателей. См. Серию SM для более крупных печей с плоским экраном для сборки на месте. Если вы не видите нужный размер духовки, спросите, так как мы можем изготовить любой размер
.- Специально разработан для отверждения лаков и смол, применяемых в электродвигателях и трансформаторах, с особыми характеристиками, соответствующими новым стандартам безопасности в отношении испарения легковоспламеняющихся твердых веществ
- Экономичная
- Модели для всех требований к размерам и производительности
- Щедрые изоляция гарантирует, что электрические и газовые печи экономичны в эксплуатации.
- Точная равномерность температуры достигается за счет сильной, хорошо распределенной циркуляции воздуха.
- Все печи оснащены цифровым регулятором температуры (PID) с комбинированным регистратором данных.Цветной экран с диагональю 3,5 дюйма с портами USB и Ethernet
- Внутренние швы с непрерывной герметизацией для предотвращения конденсации растворителей внутри изоляции из минеральной ваты, что исключает опасность возгорания
- Прочный стальной корпус с изоляцией из минеральной ваты высокой плотности
- Высокая мощность в кВт, с использованием трубчатых элементов с длительным сроком службы
- Эффективная вентиляция
- Низкие тепловые потери
- Полное соответствие стандартам безопасности EEC
- Поставляется с загрузочными тележками 1000 кг -10 000 кг — вручную или с приводом
- С комбинированным самописцем для подтверждения правильности процесса
- Разработан и встроен в UK
- Панель управления, расположенная с правой стороны печи
- Дополнительные длины дымохода и т. Д. Доступны по запросу
Модель | Внутренние размеры см (В x Ш x Г) | Внешние размеры см (В x Ш x Г) | мощность кВт |
| COV-01 | 61 х 61 х 61 | 93 х 79 х 104 | 4 |
| COV-02 | 91 х 91 х 91 | 129 х 110 х 139 | 9 |
| COV-03 | 153 х 107 х 122 | 186 х 165 х 140 | 15 |
| COV-04 | 183 х 122 х 122 | 216 х 193 х 140 | 18 |
| COV-05 | 100 х 100 х 100 | 153 х 149 х 136 | 10 |
| COV-06 | 122 х 915 х 915 | 175 х 140 х 130 | 10 |
| COV-07 | 122 х 122 х 122 | 175 х 171 х 160 | 15 |
| COV-08 | 153 х 107 х 122 | 206 х 156 х 158 | 15 |
| COV-09 | 153 х 122 х 915 | 206 х 171 х 130 | 15 |
| COV-10 | 153 х 153 х 153 | 206 х 202 х 189 | 23 |
| COV-11 | 183 х 122 х 915 | 236 х 171 х 130 | 17 |
| COV-12 | 183 х 122 х 122 | 236 х 171 х 158 | 23 |
| COV-13 | 183 х 183 х 183 | 236 х 232 х 219 | 34 |
| COV-14 | 183 х 183 х 275 | 236 х 2320 х 311 | 38 |
| COV-15 | 200 х 200 х 200 | 308 х 249 х 236 | 32 |
| COV-16 | 183 х 275 х 213 | 236 х 324 х 249 | 38 |
| COV-17 | 200 х 213 х 213 | 308 х 262 х 249 | 38 |
| COV-18 | 213 х 213 х 213 | 321 х 262 х 249 | 35 год |
| COV-19 | 244 х 244 х 244 | 382 х 293 х 280 | 45 |
| COV-20 | 274 х 274 х 274 | 412 х 423 х 310 | 56 |
| COV-21 | 305 х 305 х 305 | 443 х 354 х 341 | 70 |
Дополнительный электрический буксир для перемещения погрузочных тележек.Доступны разные размеры. Снижает потребность в вилочном погрузчике или сложной тележке с приводом, а также может использоваться по всему предприятию, безопасно и легко перемещая другие грузы. Со специальными переходниками для установки на загрузочную тележку духовки.
Для продаж или дополнительной информации Связаться
Способ удаления лаковых, изоляционных покрытий с обмоток электродвигателей, в том числе погружных электродвигателей (ГЭМ), обработанных лаком
ОБЛАСТЬ: электричество.
Сущность: статор ПЭД затянут с двух сторон металлическими крышками; при этом в одной крышке три резьбовых отверстия: два отверстия для подачи форсунок технологической воды и углекислого газа в полость статора при размягчении обмоток статоров ПЭД, третье — для патрубка слива жидкости после размягчения обмотки, и другая крышка слепая. Процесс размягчения происходит при нагреве статора, заполненного технологической водой с углекислым газом, помещенной в печь, до температуры 60-80 ° С в течение 4-6 часов.Предлагаемое изобретение не требует сложного и дорогостоящего технологического оборудования и легко реализуется.
Технический результат: повышение эффективности проникновения размягченного компаунда в обмотку статора и размягчение изоляционного лака обмотки при снижении пожароопасных характеристик предлагаемого способа.
1 ил.
Изобретение «Способ удаления лакокрасочных, изоляционных покрытий с обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком» относится к электротехнике и может быть использовано для снятия обмоток статора или электродвигателя. якорь любого электродвигателя, в частности погружных электродвигателей (далее — ПЭД), магнитопровод, пропитанный лаковым составом.
При ремонте электродвигателей (демонтаж старой обмотки) для извлечения обмотки ее лобовой части предварительно пропила на фрезерном станке, затем статор электродвигателя выдерживают 4 ч в электропечи при 350-400 ° С для Обжигаем лак покрывают обмотку, а затем горячим двигателем снимаем катушку. Однако при такой обработке электродвигателей происходит ухудшение характеристик электродвигателя из-за прогорания изоляционного слоя пакета, также были невозможны горение обмотки якоря электродвигателя постоянного тока с двойной (пластиковой) изоляцией, сложный ремонт электродвигателей с алюминий из-за плавления и коробления.
Целью данного изобретения является сохранение технических характеристик статора за счет повышения эффективности проникновения смягчающего состава в обмотку статора электродвигателя и размягчения изоляционного лака (например, ВЧ) в режиме b. снижение пожарных характеристик состава.
Техническая сущность предлагаемого изобретения заключается в том, что колодка статора герметично закрыта с двух сторон вращающимися металлическими крышками, одна крышка имеет три резьбовых отверстия: два для установки штуцеров для подачи технической воды и углекислого газа в полость аппарата. статора при размягчении обмоток колодки статора, а третья для фитинга сливает жидкость после размягчения обмотки.
На чертеже показан продольный разрез колодки с устройством для снятия лакокрасочных покрытий, изоляционных покрытий обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком, содержащих корпус колодки 1, обмотка статора 2, верхняя крышка 3, нижняя крышка 4, штуцер 5 для подключения к водопроводу технической воды, штуцер 6 для подключения к источнику углекислого газа, штуцер с сквозным резьбовым отверстием 7 (не показаны) для слива жидкости после обмотки размягчения гидролиза, предохранительный клапан 8 со свинцовой прокладкой 9 для аварийного слива жидкости и уплотнительное кольцо 10 манометра контроля давления, утюг статора 11.
Предлагаемое устройство работает следующим образом. На концах статора ПЭМ — 1 и катушки 2 установлены уплотнительные кольца 10 и закручены крышка 3 с резиновыми отверстиями и крышка 4 шт. В отверстиях под винты крышки 3 расположены три штуцера: один штуцер 5 для подключения к водопроводу технической воды, второй штуцер 6 для подключения к источнику углекислого газа CO 2 третий штуцер (не показан, только показан где он продет через отверстие 7) для подсоединения к сливной линии жидкости после гидролизного умягчения.Фитинги расположены по окружности крышки на одинаковом расстоянии друг от друга (в углах равностороннего треугольника, вписанного в круг диаметром, равным внутреннему диаметру крышки 3). На боковой (цилиндрической) поверхности крышки 3 установлена прокладка клапана 8 9, предназначенная для регулирования давления в полости колодки статора. В полость статора 1 закрытыми крышками 3 и 4 через штуцер 5 подается вода на весь объем (заполнение 100%). Затем через штуцерные отверстия 7 сливается 20% технической воды из объема, залитого в кожух 1, а через форсунку 6 подается углекислый газ (CO 2 до установления в полости статора избыточного давления 2 кг / см3. 2 .Когда давление превышает 2 кг / см 2 срабатывает предохранительный клапан 8 и жидкость сливается в резервуар. Статор в таком состоянии помещают в печь, где нагревают до температуры 60-80 ° С в течение 4-6 часов. Когда в этой полости создается гидролит, определение разрушения или гидролитического расщепления — химическая реакция между газом и водой, ускоряемая температурой. При гидролитическом расщеплении образуется слабая кислота. Органические вещества гидролизуются в присутствии растворимого в кислоте или летучего вещества, реакция идет практически до полного разложения исходного вещества.
При реакции гидролиза для смягчения лака происходит следующее: при растворении CO 2 вода начинается барбата, в ней образуется угольная кислота (H 2 CO 3 ). Реакция, возникающая в результате растворения, обратима:
H 2 O + CO 2 ↔H 2 CO 3
Слабая углекислота вызывает разрушение связующих компонентов лакового покрытия. После реакции CO 2 испаряется.Отвод технологической воды осуществляется через штуцер 7 в емкости для сбора сточной воды. В воде остаются диспергированные капли масла от лака молочного цвета и остаточные компоненты лакового покрытия в виде желеобразных токсичных отходов, которые затвердевают через определенный промежуток времени (2-4 часа). Затем удалили обмотку из железа статора.
Заявляемый способ апробирован в эксплуатации ЭПС ОАО «Сургутнефтегаз» на ремонтных площадках, стендовые испытания подтвердили пригодность данного способа и исправное состояние статора Элизы.
Техническая или другая эффективность.
1. Технология упрощенного обслуживания SEM.
2. Уменьшено количество неисправных колодок статоров.
3. Уменьшенная площадка для ремонта.
4. Метод не требует сложного и дорогостоящего технологического оборудования и прост в реализации на практике.
Способ удаления лакокрасочных, изоляционных покрытий с обмоток электродвигателей, в том числе погружных электродвигателей (ПЭД), пропитанных лаком, в том числе с установкой на торцы статора уплотнительных колпачков, имеющих резьбу для установки заглушки, одна заглушка имеет предохранительный клапан и три штуцера — одно для подачи технической воды, второе для подачи углекислого газа, третье отвода технологической воды, а второе заглушка крышки, протока в полости статора техническая вода для заполнения всего внутреннего объема статора, сброс технической воды в количестве 20% от заполненного объема статора, расход углекислого газа CO 2 в укомплектованной технической воде внутреннего объема статора в создают в полости статора избыточное давление 2 кг / см 2 нагревают статор технической водой и углекислым газом в топке до температуры 60-80 ° С.выдержка 4-6 ч при той же температуре, сброс сточных вод с остатками растворенного лака, снятие обмотки и чугунного статора.
Механика и методы производства — пропитка лаком
Новые смолы для лаков оказывают все большее влияние на конечный продукт. разработки новых лакокрасочных машин и систем. Не только время процесса и температура меняются, а также размер систем также меняется по сравнению со многими более старыми традиционными системами, которые сейчас используют термоотверждаемые лаки.Это не значит, что новая лакировка система обязательно лучше, чем обычная конвейерная система. В следующие цели по базовому капитальному оборудованию все еще должны быть выполнены и обоснованы при оценке новой системы:
_ Может ли новая система соответствовать требуемому уровню производства?
_ Можно ли интегрировать новую систему в существующую линию?
_ Можно ли оправдать стоимость новой системы? Окупаемость инвестиций соответствовать требованиям компании?
_ Существуют ли какие-либо экологические проблемы, которые могут повлиять на тип оборудования что куплено?
_ Будет ли машина производить хороший продукт? Ниже приведены описания ряда различных методов и машин для пропитки лака, а также а также описание ключевых областей определения, эксплуатации и обслуживания эти системы.
Нанесение лака на двигатели, трансформаторы и арматуру — не новый процесс; следовательно, большинство различных методов нанесения лака были вокруг уже давно. Наиболее распространенные методы включают в себя окунание и запекание, окунание и отжим, и капельные системы. Некоторые параметры, определяющие тип Система должна использоваться следующие:
_ Тип используемого лака: на основе растворителей, на водной основе или с низким содержанием летучих веществ. органическое соединение (VOC)
_ Размер и вес детали
_ Кол-во
_ Настройки транспортировки и обработки
_ Доступная площадь
Детали меньшего размера, которые с большей вероятностью будут обрабатываться в больших количествах может обрабатываться автоматически на непрерывной подвижная система — например, арматура для ручных электроинструментов или пылесос чистящие средства.
Более крупные детали, с которыми труднее обращаться и которые обычно производятся небольшими партиями или поштучно поддаются более ручной системе — для Например, крупноразмерные промышленные двигатели.
Ниже приведены описания и примеры различных систем.
Системы погружения и выпекания
Система окунания и запекания, вероятно, одна из самых распространенных традиционных способы нанесения лака. В этом процессе статор и катушка в сборе сборка погружается в резервуар с лаком, либо при нормальной атмосфере или под вакуумом или давлением.
Различные детали могут быть предварительно нагреты или при температуре окружающей среды в зависимости от от типа используемого лака. Размер детали и комплектация обмоток определит время, необходимое для нанесения лака. для заполнения пустот в пазах и обмотках. Погружение детали для различных интервалы времени, взвешивание детали и электрическое испытание детали после выпечка определит правильное время погружения. Один недостаток окунания детали в лаке — требуется удаление лака на нежелательных участках после запекания, что увеличивает стоимость готовой сборки.
Обычные системы окунания и запекания, использующие конвекционное тепло, обычно имеют время погружения в диапазоне от 5 до 30 минут для больших деталей и время выпекания От 2 до 4 часов при 350 ° F (205 ° C). Для более мелких деталей время составляет от 30 секунд до 5 минут. Детали, покрытые лаками на водной основе, будут работать при более низких температурах.
Производственные линии, обрабатывающие более 200 деталей в час, чаще всего могут оправдать и использовать систему макания и запекания.
Системы окунания в основном используют три различных метода обработки.
1. Система индексных стоек. В первом способе деталь устанавливается на стойку. или опускается подъемником в лак. Затем его снимают с лака, позволяли сливать и устанавливали в конвейерную систему цепного типа. Как только стойка загружается на цепи, проходит через печь и лечить в течение рекомендованного времени.
Трансформаторы часто производятся этим методом.
2. Система печи периодического действия. Второй метод отверждения — это то же окунание. системы, но стеллаж деталей с покрытием помещается в поддонную печь или партию печь.Этим методом часто обрабатываются статоры среднего размера. Отверждение обычно выполнено все на одном уровне. Требуется штабелирование стеллажей разделителями. если несколько уровней деталей должны быть обработаны в печи.
3. Непрерывная система. В третьем способе деталь навешивается на потолок. конвейер, который либо индексируется по временным интервалам, либо постоянно движущийся. Конвейер проходит через зону предварительного нагрева, проходит через окуните емкость в печь для выпечки и верните обратно в зону загрузки / выгрузки. область.Довольно часто предусматривается охлаждение принудительным окружающим воздухом или охлажденным воздухом. в систему в качестве последнего шага в этом процессе. Детали навешиваются на конвейер либо с помощью одинарных проволочных крюков, либо на многоэлементном приспособлении. Составной приспособления и системы погружения с протягиванием очень распространены и могут обрабатывать наибольший объем деталей в час.
Системы погружения и отжима
Метод окунания и отжима обычно используется для нанесения лака на статоры двигателей.Статор подвешивается на крюк или устанавливается на поддон отверстием вверх, и затем покрывается лаком. После окунания или погружения в лак, детали дают стечь. После короткого времени слива статор раскручивается. вокруг оси отверстия, чтобы удалить излишки лака. Тип используемого лака обычно смешивается с низкой вязкостью, оставляя только тонкий слой лака оставаться на части после отжима. Коррозионная стойкость и склеивание ламинации — причины использовать этот тип лакировочной системы.
Системы окунания и отжима часто используются при производстве герметичных двигатели или двигатели, которые видят влажную среду, например насосы для бассейнов. В таком В случаях, когда покрытие лака по всей сердцевине и катушке имеет решающее значение.
Также может использоваться система транспортировки на поддонах. Детали загружены на поддон, который проталкивается или перемещается через печь непрерывного действия. Поддоны служат двойной цели, поддерживая детали и удерживая пролитый лак.
Процесс нагрева и транспортировки для метода погружения и вращения может быть то же, что и для обычной системы погружения.
Капельные системы
Капельные системы получили свое название от метода нанесения лака. применены.
Лак наносится в контролируемых количествах и в точках на арматуру. или статор.
Преимущества капельного лака следующие:
_ Возможность нанесения лака по желанию
_ Сокращение операций по очистке после отверждения
_ Возможность заливки пазов и катушки лаком
_ Уменьшение количества используемого лака
_ Уменьшение потери лака
_ Минимизация времени обработки
Эти цели достигаются путем выбора правильный метод нагрева, способ обработки и лак для детали обрабатывается.
Системы капельного орошения обычно включают в себя загрузочную станцию для размещения деталей на движущийся конвейер; зона предварительного нагрева, которая обеспечивает лучшее впитывание лак; капельная станция или станции; зона установки холдинга; последующий нагрев зона; и, в некоторых случаях, зону охлаждения после катализации лака. Наконец, детали снимаются с конвейера и отправляются следующему процессу.
Каждая отдельная функция капельной системы может использовать разные методы выполнения каждой из этих задач.
Методы нагрева:
_ Конвекционно движущийся высокоскоростной нагретый воздух над деталью
_ Инфракрасное излучение за счет регулирования интенсивности подаваемого света к части
_ Присоединение резистивного нагревателя к выводам детали и подача питания на катушку
_ Ультрафиолетовое отверждение определенного типа покрытия с помощью передачи энергии ультрафиолетом Методы
_ Непрерывный ремень или планки — используются для больших двигателей
_ Цепь непрерывная с приспособлением для арматуры и статоров
_ Цепь по краю со шпинделем, используется для арматуры
_ Тип револьверной головки для арматуры и мелких деталей
_ Однопозиционный или многопозиционный шпиндель
Крепление и вращение.Важный вопрос, который не был описан ранее требовалось, чтобы детали держались правильно и вращались.
Статоры чаще всего удерживаются и перемещаются, закрепляя приспособление в внутренний диаметр или отверстие детали. Важно, чтобы минимальный контакт быть сделано так, чтобы не произошло приклеивания приспособления к детали. Расширяющийся оправка какая-то обычно развита.
Якоря обычно крепятся к коммутатору за вал, предполагая, что что вал достаточно длинный.Распространенные способы крепления арматуры с помощью сверлильного патрона, цанги или зажимного устройства.
Большинство обычных капельных систем включают частичное вращение при предварительном нагреве, нанесение лака и этапы последующего нагрева. Вращение считается важным для равномерного нагрева деталей и равномерного распределения лака по окружности детали.
Некоторым производителям удалось нанести лак на статоры. без вращения детали.В этом подходе деталь помещается в приспособление. отверстием вверх. Лак наносится только сверху и контролируется так, чтобы снизу не было капель или капание было минимальным.
Способы нанесения лака
Насосные системы Meter-Mix. Это насосные системы с двумя цилиндрами. закачивание фиксированного объема лака с каждым ходом. Два отдельных тома принудительно смешиваются в одну трубку и выходят из одной раздаточной головки.Затем эта дозирующая головка направляет лак в нужное место.
Необходимо принять меры для предотвращения содержания двух отдельных цилиндры от перемешивания внутри насосного оборудования. Отверждение лака в трубке, смесительной головке, а иногда и в цилиндре, скорее всего, произошло хотя бы однажды с каждым, кто использовал этот тип насосной системы. Большинство насосов сконструированы таким образом, чтобы их можно было сломать и очистить, если Это случилось.
Насосные системы Meter-Mix могут использоваться с большинством составов лаков, необходимо контролируемое и точное перемешивание. Эти системы, безусловно, самые надежный метод дозирования точных объемов лака. Вследствие этого, стоимость таких систем выше, чем у других методов. Производитель, скорее всего, будет использовать этот тип насосной системы при смешивании должно происходить непосредственно перед нанесением лака, например, при быстром схватывании. катализированный лак или когда процесс требует строгого контроля.
Перистальтические насосы. Многие старые системы, в которых использовались лаки на основе растворителей на арматуре применяется насосная система данного типа. Часто бывает несколько линии подачи, которые непрерывно перекачивают лак во время движения арматуры мимо трубки. Иногда система индексирует или циклически выполняет несколько частей мимо фиксированного количества струйных головок. При этом размер оборудования и система часто сводится к минимуму.
Так как лаки на основе растворителей отверждаются под действием тепла, и нагревание обычно не попадая в зону стекания, стекающая смола часто перерабатывается. обратно в основной сборный резервуар, переработаны и использованы повторно.
С новыми смолами, которые катализируют после дозирования и нагрева, периодически дозирование контролируемого объема лака на отдельную деталь становится чаще. Время и объемы дозирования в зависимости от размера детали обычно определяется тестированием. Фактическое время нанесения лака зависит от объем лака, необходимый для правильного покрытия детали, и скорость, с которой деталь может принять лак с минимальным стеканием или стеканием. Температура детали имеет решающее значение для этих новых смол.Если деталь слишком горячая, лак часто слишком сильно истончается, когда касается детали.
На более длинных стеках сердечников лак иногда оседает в пазах и предотвращает полное заполнение слота. Если температура слишком низкая, правильное наполнение пазов не возникает, и окончательная пленка лака будет выглядеть неровной.
Обслуживание перистальтических насосных систем требует периодической замены труб. Поскольку лак не подвергается прямому воздействию компонентов насоса, насосы остаются относительно необслуживаемыми.Новые системы дозирования лак для отдельной детали в нескольких точных местах требует меньше насосы и насосные линии.
ТБЛ. 18 затрат энергии на использование трех смол для лака
ТБЛ. 19 Годовые эксплуатационные расходы на электроэнергию с Three Varnish Resins City Дип и запекать Тонкая струйка, 100: 3 Тонкая струйка, 100: 1
Время и температура процесса
Новые лаки затвердевают за минуты, а не за часы. в в прошлом, обычные лаки требовали температуры предварительного нагрева около 300 ° F (149 ° C) и температура выпекания 350 ° F (177 ° C), в то время как более новые модели с катализатором лаки имеют температуру предварительного нагрева в диапазоне от 150 до 200 ° F (от 65 до 93 ° C) и температуру выпекания чуть выше.В результате этих при более низких температурах отверждения значительно снижаются коммунальные расходы.
Обобщенное сравнение затрат энергии на обработку деталей с использованием смола окунания и запекания и две доступные химически отвержденные смолы тонкой струйки показано в Табл. 18 и 3.19. Идентичные 48-рамочные узлы статор-катушка были использованы в сравнении, и некоторые данные были оценены. Данные неточны и предназначены только для сравнения.
Системы управления
Благодаря сокращению времени обработки новых лаков с низким содержанием летучих органических соединений контрольная информация стала более важной проблемой.Большинство систем могут использовать системы программируемых логических контроллеров (ПЛК). ПЛК могут упростить конструкция за счет уменьшения количества электрических компонентов в управлении кабинет. Они также теперь чаще используются для сбора данных и системных оперативная информация.
ПЛКможно использовать для мониторинга следующих компонентов системы.
_ Скорость движения конвейера и время индекса
_ Обнаружение деталей с помощью фотоэлементов или датчиков приближения
_ Автоматический / ручной режимы работы
_ Старт и остановка дозирования лака
_ Рабочие условия системы, такие как состояние системы отопления или работа двигателя
_ Цепи аварийной сигнализации при вмешательстве оператора
Рецепты также можно разработаны для включения многих из перечисленных элементов для отдельных частей, поэтому оператор может просто выбрать номер детали для выполнения определенного рецепта.
Капельные головки могут быть интегрированы в рецепт для нанесения лака на правильные места. Линейные приводы могут быть добавлены для непрерывного лакирования. приложение из струйки головы.
Стратегическое расположение панели управления может активировать все эти элементы управления. располагаться на одной панели, чтобы оператор мог выполнять любые необходимые погрузочно-разгрузочных операций и по-прежнему контролировать систему.
Предметы оперативного обслуживания
Оперативное обслуживание системы относится к тем элементам, которые должны быть проверены оператором или электрически проверены, чтобы убедиться, что система работает в пределах контрольных параметров.
Эти проверки не являются общими для всех ранее упомянутых систем.
Емкости для хранения лака
_ Периодическая очистка от отложений лака
_ Системы отопления и охлаждения
_ Циркуляционные системы
_ Резервуары для хранения и наполнения
_ Автоматические или ручные уровни жидкости Устройство для капельницы
_ Замена трубопровода
_ Настройки скорости насоса
_ Расположение и настройка капельной головки
_ Регулирование объема и расхода капельного напора (крупный план)
_ Настройки фотоэлемента для автоматического обнаружения деталей
Профилактическое обслуживание
_ Уход за конвейерными системами
_ Обслуживание печных систем: Подшипники вентиляторов; Двигатели; Шкивы, ремни и приводные устройства; Горелки пламегасители и искровые зажигатели
_ Техническое обслуживание насосов лакокрасочных
Заключение
Очевидно, что нужны годы, чтобы научиться всем тонкостям торговли.