
Как сделать арку из мдф?
Я догадываюсь откуда и почему у Вас появилось такое желание.
Видимо Вы видели в продаже арки из МДФ в виде готового изделия и захотели такую же, но своими руками.
Должен Вас огорчить, сделать что-то похожее без оборудования просто не получится, вариантов ноль.
К примеру тот же арочный свод прессуется на стадии изготовления МДФ, плюс отделка торцов.
Для арки подходят куда более податливые в обработке материалы, к примеру гипсокартон, или фанера.
Если арка МДФ планируется под покраску, или шпаклёвку, или оклейку обоями, или самоклейка, или ПВХ плёнка, то тем более смысл в арки из МДФ отпадает, все эти материала прекрасно ложатся ни гипсокартон, или фанеру.
Отделать арку из МДФ шпоном в домашних условиях просто архи сложно, на ровную поверхность качественно приклеить шпон проблема, а тут арка.
Если желание идти самым не правильным и тяжелейшим путём не пропало, то продолжаем.
Для арки из МДФ нужен каркас, каркас изготавливается практически одлин в один похожий на каркас для гипсокартона, или фанеры.
Профиля крепятся к стене шурупами (удобно работать с ударными дюбелями).
Далее, из панелей МДФ вырезаются полу-арки (полукруги) этих заготвовок понадобится две.
Затем крепим заготовки к каркасу (работаем с шурупампи по-дереву).
Если каркас изготовить из деревянных брусков, то «жидкими гвоздями».
Теперь остаётся решить главную проблему, как сделать полукруг на внутреннюю часть аркуи.
Вариантов всего два, первый это приобрести гнущийся МДФ,
`
` а второй купить тонкий лист МДФ, толщиной в 3-и миллиметра, он тоже не плохо гнётся.Полосками (панелями) МДФ можно отделать и весь дверной проём.
Панели режутся по ширине проёма и приклеиваются «жидкими гвоздями», естественно проём должен быть ровным и загрунтован.
На боковую часть проёма можно монтировать, или наличники, или теже панели МДФ.
Какие инструменты нам для этого понадобятся?
Перфоратор. Шуруповёрт. Рулетка. Уровень. Электро-лобзик. Шпателя. «Пистолет» для клея. Отвёртки. Молоток.
Шуруповёрт. Рулетка. Уровень. Электро-лобзик. Шпателя. «Пистолет» для клея. Отвёртки. Молоток.
обзор. Как сделать гнутый фасад Как согнуть стеновую панель мдф
Часто в процессе проведения ремонтных работ возникает необходимость в получении криволинейных поверхностей изделий, изготовленных из древесины. Как согнуть доску таким образом, чтобы место изгиба было крепким и не треснуло в процессе изгибания? Что же, если уж решили делать капитальный ремонт своими руками, то отступать перед такими трудностями не стоит. В этой статье мы подробно поговорим о том, как придать древесному материалу изогнутую форму.
Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов . Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Как согнуть фанеру, ДВП, МДФ
В домашних условиях фанеру сгибают путем увеличения ее влажности, последующей утюжкой (потребуется утюг), и закреплением в шаблоне. Шаблоном может служить любой каркасный элемент и вовсе необязательно его форма должна быть криволинейной. Крепится к шаблону изделие посредством скотча. Можно зажимать согнутую фанеру между двумя распорками, придавать ей согнутую форму за счет веревок, обвязывая ими изделие в нескольких местах вдоль радиуса искривления. Фанеру можно использовать только после того, как она высохнет. Вроде с тем, как согнуть фанеру, мы разобрались – идем дальше.
Как согнуть ДВП? Методика та же, что и в предыдущем случае! А как согнуть МДФ? В этом случае можно пойти двумя путями: либо изгибать тонкие листы (не более 5 мм) и склеивать их между собой, либо использовать гибкий МДФ , в котором с одной из сторон есть поперечные прорези. Толщина таких листов обычно составляет 8 мм. При изгибе они накладываются друг на друга фрезерованными сторонами, после чего склеиваются. Вот, собственно, и все!
Толщина таких листов обычно составляет 8 мм. При изгибе они накладываются друг на друга фрезерованными сторонами, после чего склеиваются. Вот, собственно, и все!
ЧИТАЙТЕ ТАКЖЕ
Любая постройка начинается с фундамента, и баня — не исключение из правила. Ленточный, плитный, столбчатый – разновидностей оснований много. Но как подобрать вариант, который является оптимальным? То самое решение, позволяющее сэкономить на устройстве фундамента без ущерба для его качества? Ответы на эти вопросы ищите в нашем обзоре. | |
Лестницы в доме могут быть весомым дизайнерским элементом оформления интерьера. Вашему вниманию предлагается свыше десяти вариантов дизайна лестниц: от простого к сложному. Некоторые из идей подойдут для реализации в небольших двухуровневых квартирах и дачных постройках, другие будут более уместны в просторных коттеджах. Выбирайте! |
Благодаря такому приему создается эффект динамики, что позволяет зрительно увеличить пространство помещения.
Использование гнутых фасадов зачастую встречается в кухонных гарнитурах, сборных мебельных конструкциях или чтобы изготовить радиусный шкаф. Делается это для того, чтобы придать красивый и стильный вид вашей мебели, и что самое главное, для максимального использования всего пространства в помещении. Еще один плюс – острые углы не нанесут повреждений как хозяйке, так и детям, которые зачастую бегают возле таких предметов мебели.
Но чтобы выполнить такую работу самому, следует учесть некоторые моменты:
- Чтобы рассчитать такие модули нужно более сложное проектирование, чем для обычной мебели.
- Для изготовления гнутого фасада понадобится гораздо больше денег, чем стандартного.

- Профильный криволинейный карниз и фальшпанели найти сложно, более того, их цена будет гораздо выше, чем у аналогов.

Но не стоит отчаиваться, ведь все это не страшно. Если вам сложно сделать правильный проект, рассчитать все нужные параметры, можете обратиться за помощью к фирме, где занимаются изготовлением мебели. Они могут предоставить не только расчет и программное проектирование, но и трехмерную модель, которая будет изготовлена по вашему эскизу.
Нужные элементы и комплектующие детали вы можете купить по каталогам компаний-изготовителей. Его можно взять в любом специализированном магазине, там же возьмите контактную информацию. Общая стоимость мебели будет выше, но качество все же гарантированно. При этом такая мебель будет служить вам очень долго.
С чего начинать
Чтобы сделать изогнутый фасад своими руками для полочки, тумбы или для кухни, хорошо подойдет плита МДФ. Если кто-то уже имел с ней дело, ему будет гораздо легче. Она мягкая и податливая, поэтому легко поддается обработке.
- изготовить торцевой шаблон с нужным радиусом;
- вычесть нужное количество плит, которые будут изогнуты;
- произвести раскройку заготовок под гнутые детали;
- выполнить разметку для пропилов, где будет сгибаться площадь.
Чтобы сделать гнутый фасад подготовьте следующие инструменты и материалы:
- плиты МДФ, минимум 2;
- карандаш, линейка и рулетка;
- дисковая и ручная пила;
- столярный клей;
- кисточка;
- маленькие гвозди и молоток;
- небольшой шпатель;
- струбцины;
- отвертка и инструменты для отделки.
Собрав такой арсенал, можно приступать к работе.
Делаем гнутый фасад
Итак, чтобы сделать гнутый фасад, вам понадобится два листа МДФ, толщина которых по 9 мм. Как уже говорилось, один из них будет внешний, а другой – внутренний. Со всех сторон фасад будет гладким. Так как в основном вся мебель делается из дерева, сложности в работе возникать не должно. Вам понадобится минимум инструментов и немного терпения.
Со всех сторон фасад будет гладким. Так как в основном вся мебель делается из дерева, сложности в работе возникать не должно. Вам понадобится минимум инструментов и немного терпения.
Чтобы согнуть плиту под нужным радиусом и заставить ее держаться в таком положении длительное время, простого усилия мало. Для этой цели нужно сделать на листе надрезы, проходящие поперек сгиба. Для начала изготовьте шаблон. Это может быть полка, тумба или что-то еще. На нее мы будем ориентироваться, изготавливая сам гнутый фасад.
Отрезать листы МДФ нужно с запасом, чтобы не ошибиться. Ведь лишнее потом легко обрежется, а доточить недостающие сантиметры не получится.
Помните о том, что внутренний радиус гнутого фасада меньше внешнего, поэтому внешнюю заготовку сделайте длиннее. После чего нужно найти центр двух заготовок и отметить его штриховыми линиями по высоте с одной и с другой стороны. Исходя из этих линий, дальше заготовки будут склеиваться между собой.
В зависимости от вида изгиба, нужно нанести разметку для пропилов, которые позволяют с прямого листа из МДФ сделать округлую заготовку. Наносите линии с отступом одной от другой 5 мм. Именно благодаря этим пропилам, наша конструкция сможет приобрести гнутую форму и не сломаться. Теперь нужно сделать пропилы. Для этого вам понадобится дисковая пила. Настройте ее так, чтобы не распилить лист до основания, но и не оставить слишком большой недопил. Идеальным считается недопил в 1 мм.
Чтобы не испортить готовую заготовку, непосредственно перед тем, как сделать пропилы, используйте ненужные обрезки для тренировки. Сделайте все как надо: нанесите разметку с расстоянием 5 мм и начинайте производить распил. Помните, такие разрезы нужно делать как на внешней заготовке, так и на внутренней.
Сколько разрезов делать зависит от того, насколько нужно изогнуть деталь. Если надо сделать изогнутый угол, в том месте нужно несколько полос. А когда вам необходимо сделать полки под раковину или тумбу на кухню, где радиус сгиба велик, пропилы должны быть практически по всей плоскости.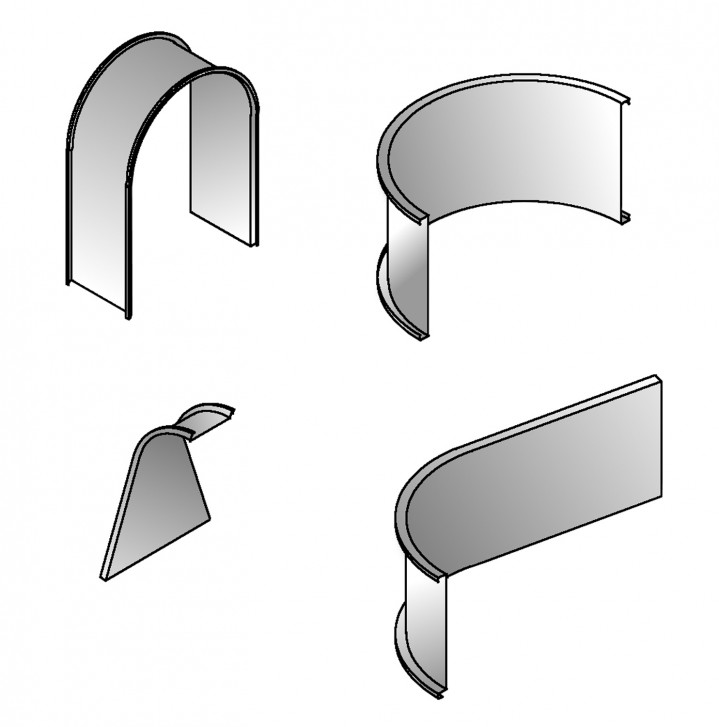 Опилки от работы с пилой не выбрасывайте, они понадобятся вам в работе.
Опилки от работы с пилой не выбрасывайте, они понадобятся вам в работе.
После того как разрезы выполнены, их нужно заполнить специальной пастой, для которой нужен столярный клей и опилки. Замазать прорези нужно на обеих заготовках. Консистенция пасты должна быть такой, чтобы она легко заполняла разрезы, но и не очень жидкой. При помощи шпателя следует втирать смесь в прорези. Во избежание воздушных карманов, наносите пасту вдоль разреза от центра наружу.
После этого разведите клей, используя немного воды. Кисточкой пройдитесь раствором по двум заготовкам, чтобы разгладить пасту и убрать излишки опилок. После чего установите внутреннюю заготовку на шаблон. Поверх нее укладывается наружная заготовка, совмещаясь с нанесенными штриховыми линиями, которые были нанесены по центру заготовок.
Далее, нужно прибить заготовки одна к другой используя тонкие гвозди. Не забивайте их слишком усердно, чтобы их можно было легко извлечь. Не переживайте, что от них останутся отверстия, все ровно дальше фасад нужно будет грунтовать, шпаклевать и красить. Поэтому все отверстия скроются и будут незаметны.
Поэтому все отверстия скроются и будут незаметны.
Фасад нужно зафиксировать струбцинами и оставить, пока он полностью не высохнет. После высыхания заготовку нужно разрезать так, как необходимо, зачистить, отшлифовать края и снабдить усилителями для фурнитуры. После этого он готов к отделке.
Изготовить гнутый фасад не совсем легко и быстро, но такой элемент в вашем дизайне будет привлекать других, радовать вас своей красотой и позволит сэкономить пространство. Особенно если это маленькая кухня или ванная комната. Также вы обезопасите себя и свою семью от травм и ушибов.
Видео
В этом видео показано как изготавливается гнутый фасад:
Здравствуйте дорогие друзья.
В своих статьях я не раз обращал ваше внимание на то, что современные технологии изготовления корпусной мебели (и условия ее изготовления) таковы, что человеку, для того, чтобы сделать любое изделие, нужен только проект, деньги (на закупку материалов и фурнитуры), и, собственно, свои (или чужие) руки для его сборки и установки.
Но, проектируя мебель, любой мебельщик должен «играть по правилам» посредников, участвующих в этом производстве, например, тех же изготовителей мебельных фасадов.
Например, такие фирмы-изготовители, имеют, так называемый, а за изготовление нестандартных размеров, как правило, берут хорошую наценку.
А если дело касается изготовления , то «нестандарт» касается только размеров фасадов по высоте.
Радиусы таких фронтов в любом случае, будет стандартными (да и как иначе, если на фирме под их изготовление существуют определенные шаблоны, не будут же они под каждый «нестандартный» заказ изготавливать новые шаблоны). Их, обычно, три-четыре варианта (а то и меньше).
Но как же так получается, что, иногда, «на глаза» попадается мебель, фасады которой имеют явно не стандартные радиусы кривизны?
А это происходит тогда, когда мебельщик включает в свой, довольно простой (с точки зрения организации производства) производственный процесс, самостоятельное их изготовление.
Таким образом, немного усложнив сам процесс, можно делать мебель, которую не делает «в округе» никто!
Для примера мы с вами рассмотрим изготовление гнутых фронтов из МДФ нестандартного радиуса скругления.
Упрощением данного процесса будет то, что нет необходимости изготавливать специальный шаблон каждый раз.
Шаблоном может служить сам модуль и его кривые полки и горизонты.
Итак, каждый фасад изготавливается из двух листов МДФ, толщиной 9мм (в итоге, их конечная толщина будет 18мм).
Если взять изначально, плиту с большей толщиной, то может возникнуть проблема при изготовлении элементов с малым радиусом.
При вырезке заготовок, нужно учесть, что наружный радиус будет всегда больше внутреннего (за счет толщины изделия), и с этим учетом, нужно дать допуск на размеры листов (так же, необходимо дать допуски на размеры по высоте). Они все равно, в процессе последующей обработки обрежутся.
На заготовках нужно сделать метки их центров, для того, чтобы потом точно подогнать друг к другу.
Для того чтобы согнуть листы МДФ, нужно сделать пропилы (примерно, на расстоянии 5-ти миллиметров друг от друга). Пропилы должны быть такими, чтобы не доходить до края листа на 1-1,5 миллиметра.
Из стружки (которая в любом случае будет образовываться в результате такой обработки) и столярного клея, нужно сделать специальную «пасту», которой заполнить получившиеся пазы в МДФ.
Получившаяся смесь для этого, должна быть не слишком густой и не слишком жидкой (ее плотность можно регулировать, добавляя обычную воду).
Итак, когда пазы от пропила на заготовках заполнены вышеописанной пастой, их нужно закрепить на шаблоне (в данном случае, на модуле, который, и будет выполнять роль шаблона).
Лицевая сторона МДФ должна быть сверху и снизу.
То есть, первый лист ложится лицевой стороной на шаблон, а пропилами вверх. А второй лист ложится пропилами вниз (к пропилам первого листа) и лицевой стороной вверх.
Сами листы фиксируем на шаблоне с помощью струбцин, и листы прибиваются друг к другу сапожными гвоздиками.
Эти гвоздики потом нужно будет вытянуть, а отверстия, которые они оставят на поверхности материала, зашпаклюются при его последующей обработке.
Итак, зафиксированные листы держим до полного высыхания, после чего, снимаются, и начинается их обработка (обрезка и обработка краев, торцов, шпаклевка, грунтовка, покраска).
Вот так, по сути, довольно просто (и, что самое главное – в домашних условиях) можно сделать отличные фасады.
А, имея такую возможность, можно делать красивую и неповторимую мебель.
На этом все.
Плита МДФ, являясь достаточно прочным, удобным в обработке и довольно чистым в плане экологии материалом, широко используется при изготовлении мебели для кухонь и ванных комнат. Удобно ее использовать и при изготовлении мебели своими руками.
Иногда, как в данном конкретном случае, возникает необходимость изготовить гнутые фасады, какие просто так не купишь в магазине. Хочу рассказать, как я сделал из МДФ гнутые фасады для шкафчика под круглую раковину умывальника в ванной.
Как сделать гнутые фасады из МДФ
Для изготовления гнутых фасадов будем использовать два листа МДФ толщиной 9мм – один для внутренней стороны фасада, а другой – для внешней. Фасад получится гладким и с внутренней, и с внешней стороны.
Просто так согнуть плиту из МДФ под малым радиусом, да еще и так, чтоб она потом осталась в этом состоянии, не получится. Придется делать на ней надрезы поперек сгиба.
Сначала изготавливаем шаблон. В моём случае шаблоном послужили сами полки будущего шкафа под раковину. Листы МДФ нужно отрезать с запасом по длине и ширине: лишнее вы потом обрежете легко, а вот недостающее надставить вряд ли получится. Не забудьте, что внешний радиус гнутых фасадов больше внутреннего, а потому и внешняя заготовка должна быть длиннее.
Найдите центры обеих заготовок и отметьте штриховыми линиями по высоте с обеих сторон заготовок: по этим линиям мы потом перед склеиванием будем совмещать заготовки между собой.
Нанесите разметку для пропилов до перехода вашей полуокружности в прямую плоскость. Каждая линия должна отступать одна от другой на 5мм.
Каждая линия должна отступать одна от другой на 5мм.
Настройте дисковую пилу так, чтобы не пропилить плиту слишком глубоко, а недостаточная глубина пропила затруднит сгибание и плиту можно даже сломать. Недопил должен составлять примерно 1мм.
Совет: Перед тем как начинать делать пропилы на заготовках для гнутых фасадов, потренируйтесь на ненужных обрезках МДФ необходимой длины. Нанесите на них разметку, пропилите через каждые 5 миллиметров, приложите к шаблону одну полосу разрезами наружу, а другую на нее сверху разрезами внутрь.
Теперь вы точно будете знать, сколько разрезов делать на каждой из заготовок до перехода с полуокружности в плоскость. Увидите также и то, что где-то, возможно, нет необходимости делать разрезы через каждые 5мм, и можно пилить пореже.
Делая пропилы в заготовках, не выбрасывайте опилки – они еще понадобятся.
Заполняем разрезы на обеих заготовках пастой, сделанной из смеси столярного клея и опилок. Паста должна быть такой консистенции, чтобы ей можно было легко заполнить разрезы, но, в то же время, не слишком жидкой. Втираем пасту в разрезы шпателем, действуя вдоль разреза от центра наружу, чтобы не оставалось воздушных карманов.
Втираем пасту в разрезы шпателем, действуя вдоль разреза от центра наружу, чтобы не оставалось воздушных карманов.
Разводим клей небольшим количеством воды и, смачивая им кисть, проходим ею по обеим заготовкам, разглаживая пасту и убирая остатки опилок.
Укладываем внутреннюю заготовку на шаблон.
Сверху укладываем наружную заготовку, совмещая с нанесенными заранее линиями по центру заготовок.
Прибиваем заготовку одну к другой тонкими гвоздиками – без фанатизма, чтобы гвоздики потом можно было легко выдернуть. Пусть вас не смущает, что от гвоздей останутся отверстия: гнутые фасады потом всё равно будут грунтоваться, шпаклеваться и краситься.
Стягиваем всё хозяйство струбцинами, и оставляем до полного высыхания.
Разрезаем высохшую заготовку так, как нам надо, крепим на двери усилители для установки фурнитуры, шлифуем края.
Вот и всё, гнутые фасады из МДФ готовы к отделке.
Как видите, сделать гнутые фасады задача не самая быстрая и простая, зато у вас будет уникальная мебель, которой нет больше ни у кого.
МФД очень удобный материал, который применяется для мебельного изготовления, включая и изделия оригинальной формы. Вы можете согнуть МФД, однако это процедура, которая попросит немало сил. Для создания гнутых фасадов идеальным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с двух сторон, приходится применять два листа, которые в результате будут соединены в один (внутренний и внешний листы).МФД очень удобный материал, который применяется для мебельного изготовления, включая и изделия оригинальной формы. Вы можете согнуть МФД, однако это процедура, которая попросит немало сил. Для создания гнутых фасадов идеальным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с двух сторон, приходится применять два листа, которые в результате будут соединены в один (внутренний и внешний листы).
Как согнуть панель МФД дома?
Довольно таки не во всех случаях необходимо обрабатывать только прямолинейную поверхность. Если у Вас есть фантазия, то Вы сумеете создать компоненты декора круглого или полуовального профиля, разнообразив его стиль, но вот как поступить с древесноволокнистыми панелями средней плотности, которые имеют профиль с прямыми углами.
Как говорит практика, эластична подобного материала для отделки более чем вероятна, но при условиях использования тонких панелей. Их толщина обязана быть не более 3 мм и исключительно под покраску.
Последние и новые тенденции в строительстве вам расскажет — сайт о строительстве .
Чтобы согнуть древесноволокнистую панель средней плотности, сделайте надрезы листа поперек сгиба. Для того чтобы прошло все гладко, необходимо сделать шаблон, который даст возможность листам держать форму. Дальше нужно отрезать кусочки листа МФД конкретного размера, но лучше всего взять с запасом (в первую очередь, это касается наружного листа), после все ненужное Вы сумеете легко срезать.
Потом на местах сгиба спустя каждые 5 мм нанесите линии. Дальше берите дисковую плиту и вставьте настройки таким образом, чтобы недопил составлял приблизительно 1 мм. Дальше собираем опилки, после этого смешиваем их со столярным клеем и заполняем такой смесью отверстия. Потому как смесь должна напоминать кашицу, необходимо заполнить отверстия применяя шпатель.
Останки клея и опилок удаляются так: смочите кисть в воде и отделайте ею по поверхности, тщательно разглаживая пасту. Выложите лист на шаблон и бережно прибейте гвоздками, которые в последствие станем убирать (не стоит заколачивать их очень сильно). Дальше снимаем заготовку, отрезаем все ненужное, цепляем фурнитуру, красим и шлифуем.
Панели МДФ: монтаж своими руками
Монтаж мдф панелей: каркасный способ установки
Само название этого способа говорит за себя – для его осуществления понадобится соорудить каркас, который в некотором роде напоминает конструкцию, которую используют для крепления гипсокартона. Разница заключается только в положении несущих профилей – если для крепления листов гипсокартона их устанавливают вертикально, то монтаж стеновых панелей МДФ предусматривает горизонтальное расположение профилей. В связи с этим возникают и особенности сооружения подобного каркаса.
В принципе, на первом этапе происходит все аналогичным способом – отбивается плоскость будущего каркаса, затем по периметру стены, на полу, потолке и прилегающих к ней стенах крепятся направляющие профили. Вот с этого момента и начинаются различия. В заданную плоскость вертикальные несущие профили cd устанавливаются не через 600мм, а через 3000мм, что составляет стандартную длину несущего профиля.
Делается это для того, чтобы впоследствии между ними установить горизонтальные несущие профили cd, шаг которых составляет 500мм. С вертикальными профилями они соединяются с помощью крабовых cd-соеденителей, а к стене фиксируются все теми же П-образными кронштейнами.
Монтаж каркаса является основной работой в процессе установки МДФ панелей. Само же крепление является более легким процессом, с которым справится практически каждый. МДФ панели крепятся к каркасу с помощью кляймеров (специальных зажимов). Сам кляймер перед креплением к каркасу вставляется в паз, расположенный на торце панели, таким способом обеспечивая их надежную фиксацию к каркасу. Кляймеры разработаны так, что они не мешают вставлять в паз следующую панель.
Установка панелей на клей своими руками: особенности монтажа
Монтаж МДФ панелей на стены с помощью клея производится намного проще – значительно облегчает весь процесс установки отсутствие металлического или деревянного каркаса, сооружение которого занимает достаточно много времени.
Прежде чем приступать к непосредственному креплению панелей, для начала разберемся с клеем, который используется для этих целей. Либо какой клей здесь не подойдет – нужен состав, обладающий определенными качествами.
- Во-первых, клей должен быть пластичным даже после застывания – дело в том, что МДФ панели, изготовленные из прессованного картона, сильно подвержены деформациям в зависимости от температуры и влажности в помещении. Поэтому необходим клей, способный гасить эти самые температурные расширения.
- Во-вторых, клей, применяемый для МДФ панелей, должен способствовать их креплению даже в местах, где стены немного искривлены. То есть, текстура клея должна давать возможность намазывать его как тонким слоем, так и толстым – одним словом, он должен быть достаточно густым. Под эти требования как нельзя лучше подпадают так называемые «жидкие гвозди», которые с успехом применяют для решения вопроса, как монтировать МДФ панели, практически все мастера.
Сам монтаж панелей с помощью клея выглядит достаточно просто – его технология практически полностью описана на тюбике с клеем «Жидкие гвозди». Нарушать ее не рекомендуется. Для начала оклеиваемые панелями стены необходимо очистить от пыли и грязи – в принципе, если вы собираетесь серьезно заниматься самостоятельным ремонтом, то процесс грунтовки, который выполняется для очистки стен от пыли и грязи, а заодно и для улучшения адгезии материалов, должен войти у вас в привычку. Грунтуют всегда, все и везде.
После высыхания грунтовки приступают к непосредственному наклеиванию панелей. А пока она сохнет, можно заняться другими приготовлениями – например, подрезать в размер несколько десятков панелей.
Клей наносится непосредственно на саму панель точечным способом и в шахматном порядке – капли клея должны быть большими. После того, как клей будет нанесен, панель прижимается к стене, плотно пристукивается и отрывается. Этого требует технология приклеивания – отрывать панель нужно для того, чтобы клей обветрился, и панель не отслаивалась от стены под своим весом. Чтобы ускорить процесс и сделать монтаж МДФ панелей своими руками быстрее, можно сразу, одну за другой, намазать до десятка панелей, приложить их к стене и оторвать. Пока клей обветривается, разрешается перекурить – спустя пять минут панели можно снова цеплять на стену и капитально их прихлопывать.
Клеить панели легко – гораздо сложнее ровно и качественно их подрезать. В этом отношении особое внимание необходимо уделить откосам и тому подобным препятствиям, попадающимся на пути монтажа МДФ панелей. Следует понимать, что от ровной подрезки панелей полностью зависит внешний вид помещения.
Ну и в заключение остановимся на основных нюансах монтажа, которые характерны для обоих способов крепления МДФ панелей.
- Во-первых, это углы. Следует понимать, что согнуть МДФ панели не получится, поэтому они просто подрезаются как можно ближе к углу, после чего резаные края благополучно перекрываются специальным уголком, который можно использовать как для наружных, так и для внутренних углов.
- Во-вторых, это каркас – самый нижний горизонтальный профиль должен лежать на полу. Таким способом вы обеспечите надежное крепление плинтусов.
- В-третьих, чтобы не возникло перекоса в дальнейшем, первую панель необходимо установить в соответствии с вертикальным уровнем и крепко зафиксировать саморезами в местах, где они впоследствии перекроются (внизу плинтусом, вверху потолком, в углу декоративной накладкой). Проверять уровнем положение панелей желательно и в дальнейшем – все подряд контролировать не стоит, но к каждой пятой панели прикладывать строительный уровень нужно.
Вот, в принципе, и все. Именно так выполняется монтаж МДФ панелей.
Как сделать гнутые боковины из мдф. Технология изготовления гнутых фасадов. Как сделать гнутые фасады из МДФ
МФД очень удобный материал, который применяется для мебельного изготовления, включая и изделия оригинальной формы. Вы можете согнуть МФД, однако это процедура, которая попросит немало сил. Для создания гнутых фасадов идеальным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с двух сторон, приходится применять два листа, которые в результате будут соединены в один (внутренний и внешний листы).МФД очень удобный материал, который применяется для мебельного изготовления, включая и изделия оригинальной формы. Вы можете согнуть МФД, однако это процедура, которая попросит немало сил. Для создания гнутых фасадов идеальным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с двух сторон, приходится применять два листа, которые в результате будут соединены в один (внутренний и внешний листы).
Как согнуть панель МФД дома?
Довольно таки не во всех случаях необходимо обрабатывать только прямолинейную поверхность. Если у Вас есть фантазия, то Вы сумеете создать компоненты декора круглого или полуовального профиля, разнообразив его стиль, но вот как поступить с древесноволокнистыми панелями средней плотности, которые имеют профиль с прямыми углами.
Как говорит практика, эластична подобного материала для отделки более чем вероятна, но при условиях использования тонких панелей. Их толщина обязана быть не более 3 мм и исключительно под покраску.
Последние и новые тенденции в строительстве вам расскажет — сайт о строительстве .
Чтобы согнуть древесноволокнистую панель средней плотности, сделайте надрезы листа поперек сгиба. Для того чтобы прошло все гладко, необходимо сделать шаблон, который даст возможность листам держать форму. Дальше нужно отрезать кусочки листа МФД конкретного размера, но лучше всего взять с запасом (в первую очередь, это касается наружного листа), после все ненужное Вы сумеете легко срезать.
Потом на местах сгиба спустя каждые 5 мм нанесите линии. Дальше берите дисковую плиту и вставьте настройки таким образом, чтобы недопил составлял приблизительно 1 мм. Дальше собираем опилки, после этого смешиваем их со столярным клеем и заполняем такой смесью отверстия. Потому как смесь должна напоминать кашицу, необходимо заполнить отверстия применяя шпатель.
Останки клея и опилок удаляются так: смочите кисть в воде и отделайте ею по поверхности, тщательно разглаживая пасту. Выложите лист на шаблон и бережно прибейте гвоздками, которые в последствие станем убирать (не стоит заколачивать их очень сильно). Дальше снимаем заготовку, отрезаем все ненужное, цепляем фурнитуру, красим и шлифуем.
Благодаря такому приему создается эффект динамики, что позволяет зрительно увеличить пространство помещения. Проще всего заказать такой фасад на производстве мебели, где за определенную плату вам изготовят модель по вашим требованиям и параметрам. Но это самый простой вариант. Несмотря на то что все это кажется сложным, такую мебель вы можете сделать и самостоятельно, без помощи специалистов. Именно эта статья поможет вам понять, как сделать гнутый фасад самостоятельно.
Использование гнутых фасадов зачастую встречается в кухонных гарнитурах, сборных мебельных конструкциях или чтобы изготовить радиусный шкаф. Делается это для того, чтобы придать красивый и стильный вид вашей мебели, и что самое главное, для максимального использования всего пространства в помещении. Еще один плюс – острые углы не нанесут повреждений как хозяйке, так и детям, которые зачастую бегают возле таких предметов мебели.
Но чтобы выполнить такую работу самому, следует учесть некоторые моменты:
- Чтобы рассчитать такие модули нужно более сложное проектирование, чем для обычной мебели.
- Для изготовления гнутого фасада понадобится гораздо больше денег, чем стандартного.
- Профильный криволинейный карниз и фальшпанели найти сложно, более того, их цена будет гораздо выше, чем у аналогов.
Но не стоит отчаиваться, ведь все это не страшно. Если вам сложно сделать правильный проект, рассчитать все нужные параметры, можете обратиться за помощью к фирме, где занимаются изготовлением мебели. Они могут предоставить не только расчет и программное проектирование, но и трехмерную модель, которая будет изготовлена по вашему эскизу.
Нужные элементы и комплектующие детали вы можете купить по каталогам компаний-изготовителей. Его можно взять в любом специализированном магазине, там же возьмите контактную информацию. Общая стоимость мебели будет выше, но качество все же гарантированно. При этом такая мебель будет служить вам очень долго.
С чего начинать
Чтобы сделать изогнутый фасад своими руками для полочки, тумбы или для кухни, хорошо подойдет плита МДФ. Если кто-то уже имел с ней дело, ему будет гораздо легче. Она мягкая и податливая, поэтому легко поддается обработке. Чтобы сделать гнутый фасад, необходимы две плиты – внутренняя и внешняя. В сумме толщина заготовки должна составить 16 мм. Чтобы получить радиальные детали вам нужно:
- изготовить торцевой шаблон с нужным радиусом;
- вычесть нужное количество плит, которые будут изогнуты;
- произвести раскройку заготовок под гнутые детали;
- выполнить разметку для пропилов, где будет сгибаться площадь.
Чтобы сделать гнутый фасад подготовьте следующие инструменты и материалы:
- плиты МДФ, минимум 2;
- карандаш, линейка и рулетка;
- дисковая и ручная пила;
- столярный клей;
- кисточка;
- маленькие гвозди и молоток;
- небольшой шпатель;
- струбцины;
- отвертка и инструменты для отделки.
Собрав такой арсенал, можно приступать к работе.
Делаем гнутый фасад
Итак, чтобы сделать гнутый фасад, вам понадобится два листа МДФ, толщина которых по 9 мм. Как уже говорилось, один из них будет внешний, а другой – внутренний. Со всех сторон фасад будет гладким. Так как в основном вся мебель делается из дерева, сложности в работе возникать не должно. Вам понадобится минимум инструментов и немного терпения.
Чтобы согнуть плиту под нужным радиусом и заставить ее держаться в таком положении длительное время, простого усилия мало. Для этой цели нужно сделать на листе надрезы, проходящие поперек сгиба. Для начала изготовьте шаблон. Это может быть полка, тумба или что-то еще. На нее мы будем ориентироваться, изготавливая сам гнутый фасад.
Отрезать листы МДФ нужно с запасом, чтобы не ошибиться. Ведь лишнее потом легко обрежется, а доточить недостающие сантиметры не получится.
Помните о том, что внутренний радиус гнутого фасада меньше внешнего, поэтому внешнюю заготовку сделайте длиннее. После чего нужно найти центр двух заготовок и отметить его штриховыми линиями по высоте с одной и с другой стороны. Исходя из этих линий, дальше заготовки будут склеиваться между собой.
В зависимости от вида изгиба, нужно нанести разметку для пропилов, которые позволяют с прямого листа из МДФ сделать округлую заготовку. Наносите линии с отступом одной от другой 5 мм. Именно благодаря этим пропилам, наша конструкция сможет приобрести гнутую форму и не сломаться. Теперь нужно сделать пропилы. Для этого вам понадобится дисковая пила. Настройте ее так, чтобы не распилить лист до основания, но и не оставить слишком большой недопил. Идеальным считается недопил в 1 мм.
Чтобы не испортить готовую заготовку, непосредственно перед тем, как сделать пропилы, используйте ненужные обрезки для тренировки. Сделайте все как надо: нанесите разметку с расстоянием 5 мм и начинайте производить распил. Помните, такие разрезы нужно делать как на внешней заготовке, так и на внутренней.
Сколько разрезов делать зависит от того, насколько нужно изогнуть деталь. Если надо сделать изогнутый угол, в том месте нужно несколько полос. А когда вам необходимо сделать полки под раковину или тумбу на кухню, где радиус сгиба велик, пропилы должны быть практически по всей плоскости. Опилки от работы с пилой не выбрасывайте, они понадобятся вам в работе.
После того как разрезы выполнены, их нужно заполнить специальной пастой, для которой нужен столярный клей и опилки. Замазать прорези нужно на обеих заготовках. Консистенция пасты должна быть такой, чтобы она легко заполняла разрезы, но и не очень жидкой. При помощи шпателя следует втирать смесь в прорези. Во избежание воздушных карманов, наносите пасту вдоль разреза от центра наружу.
После этого разведите клей, используя немного воды. Кисточкой пройдитесь раствором по двум заготовкам, чтобы разгладить пасту и убрать излишки опилок. После чего установите внутреннюю заготовку на шаблон. Поверх нее укладывается наружная заготовка, совмещаясь с нанесенными штриховыми линиями, которые были нанесены по центру заготовок.
Далее, нужно прибить заготовки одна к другой используя тонкие гвозди. Не забивайте их слишком усердно, чтобы их можно было легко извлечь. Не переживайте, что от них останутся отверстия, все ровно дальше фасад нужно будет грунтовать, шпаклевать и красить. Поэтому все отверстия скроются и будут незаметны.
Фасад нужно зафиксировать струбцинами и оставить, пока он полностью не высохнет. После высыхания заготовку нужно разрезать так, как необходимо, зачистить, отшлифовать края и снабдить усилителями для фурнитуры. После этого он готов к отделке.
Изготовить гнутый фасад не совсем легко и быстро, но такой элемент в вашем дизайне будет привлекать других, радовать вас своей красотой и позволит сэкономить пространство. Особенно если это маленькая кухня или ванная комната. Также вы обезопасите себя и свою семью от травм и ушибов.
Видео
В этом видео показано как изготавливается гнутый фасад:
Технологию изготовления гнутых фасадов, сразу оговорюсь, придумал не я (и копирайт присваивать не собираюсь, а хочу показать каким образом делал я на основании изученных на форумах материалов).
Существует 2 основных способа изготовления данных фасадов.
При помощи гнутья нескольких слоев тонкого МДФ.
При помощи специального МДФ (Master Form, Topan form и т.д.), который предназначен для получения гнутых форм.
В первом варианте для
того чтобы получить изделие нужного радиуса требуется изготовление специальных
шаблонных каркасов. Радиус на торцевых шаблонах повторяет тот радиус который
необходим.
В моем случае все выглядело так.
Шаблонные каркасы были сделаны из остатков и отходов ЛДСП.
В качестве материала для фасада используется ДВП толщиной 3,2 мм. Для получения нужной толщины фасада, нам необходимы раскроенные заготовки, немного отличающиеся от исходных размеров (должны быть немного больше, для последующей обработки). Сколько их нужно на один фасад решаем исходя из толщины фасадов, в частности если толщина стандартна 16 мм. то необходимо 5 шт. Там где будет находится тыльная сторона фасада желательно использовать ДВП с покрытием в тон с каркасами готовых шкафов (если не хотите заморачиваться покраской тыльной стороны).
После раскроя заготовки очищаются от пыли. Затем наносится клей на заготовку (я использовал КС и МастерКлей) и шпателем равномерно выравнивается по всей площади. Затем сверху ложится следующая заготовка и также промазывается клеем. Не промазываются клеем лицевая и тыльная сторона фасада! Полученный “пирог” закрепляется на шаблонном каркасе.
Поскольку все делал без помощников то сначала я закреплял одну сторону саморезами к каркасу (вот для чего нужен был припуск, который затем срезается), после сгибал весь “пирог” и также крепил другую сторону. Дополнительно с натягом все обматывается канцелярским скотчем (данная процедура помогает избавится от волн образующихся на краях.
От волн также помогает ровный брусок закрепленный сверху по краям при помощи струбцин (на фотографиях не показано – таким образом делал последние фасады).
После полного высыхания, заготовка освобождается от скотча и саморезов. Далее
чтобы исключить процесс саморазгибания, с тыльной стороны (если ДВП не
ламинированное. На ламинированном – с лицевой стороны. Хотя кому как.) фасада
крепим небольшими саморезами, избегая мест где будут отверстия под ручки, петли,
стекло. Естественно что для них необходимо раззенковать отверстие, чтобы утопить
шляпки. В последующем эти места шпаклюются. После все края режутся лобзиком или
циркулярной в необходимый размер. Кромки ровняются шлифовкой. За неимением
ленточной шлифмашины, я шлифовал наждачной бумагой закрепленной на бруске. Если
на кромке остались трещинки, не проклеенные пустоты, они проклеиваются затем
шпаклюются. Сверлим отверстия под ручки и петли. Все, изделие готово к покраске…
Во втором варианте использование шаблонных каркасов не обязательно, поскольку изделие можно сделать непосредственно по месту. Здесь используется специальная МДФ, которая имеет прорези с интервалом примерно 5 мм. с одной стороны, и гладкую структуру с другой. Суть технологии в следующем: заготовки прикладываются к шаблону или фиксируются по месту фрезерованными сторонами внутрь и склеиваются. Толщина такого МДФ, как правило, составляет 8 мм. и при склейке двух листов получается 16 мм. После высыхания изделие режется в размер торцы (горизонтальные) при необходимости шпаклюются. Далее то же что и в первом методе.
В следующей статье мы раскроем секрет технологии «Крашенных фасадов» т.е. окраски фасадов МДФ глянцевыми эмалями.
Часто в процессе проведения ремонтных работ возникает необходимость в получении криволинейных поверхностей изделий, изготовленных из древесины. Как согнуть доску таким образом, чтобы место изгиба было крепким и не треснуло в процессе изгибания? Что же, если уж решили делать капитальный ремонт своими руками, то отступать перед такими трудностями не стоит. В этой статье мы подробно поговорим о том, как придать древесному материалу изогнутую форму.
Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями. Как согнуть дерево? Подержать его в горячей воде (чем выше температура, тем быстрее происходят процессы) или обработать паром (парогенератор можно соорудить из чайника или воспользоваться утюгом). Чем выше температура, тем быстрее древесина сдается и можно приступать к ее сгибанию. Увлажненную и прогретую древесину можно изогнуть под действием груза (концы доски укладываются на опоры), а на место будущего изгиба укладывают груз. Высохшая древесина прекрасно сохраняет минимальный радиус кривизны, который был достигнут в процессе сгибания. Теперь мы знаем, как гнуть дерево, можно остановиться на этом вопросе подробнее.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов. Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Как согнуть фанеру, ДВП, МДФ
В домашних условиях фанеру сгибают путем увеличения ее влажности, последующей утюжкой (потребуется утюг), и закреплением в шаблоне. Шаблоном может служить любой каркасный элемент и вовсе необязательно его форма должна быть криволинейной. Крепится к шаблону изделие посредством скотча. Можно зажимать согнутую фанеру между двумя распорками, придавать ей согнутую форму за счет веревок, обвязывая ими изделие в нескольких местах вдоль радиуса искривления. Фанеру можно использовать только после того, как она высохнет. Вроде с тем, как согнуть фанеру, мы разобрались – идем дальше.
обзор. Как сделать гнутые фасады для мебели из мдф Возможно ли согнуть цельный мдф
В настоящее время все большей популярностью стали пользоваться гнутые фасады из МДФ для кухни, спальни и других элементов мебельной обстановки. Закругленные формы позволяют получить новые дизайнерские решения и создать гармоничную законченность мебельной архитектуры интерьера.
Как согнуть мдф?
Поэтому изготовление гнутых фасадов из МДФ является неотъемлемой частью прогрессивного мебельного производства.
На современном уровне развития технология изготовления гнутых фасадов использует специальную плиту МДФ типа Master Form, Topan form и так далее толщиной 8 мм. С одной из сторон она имеет прорези с интервалом около 5 мм, за счет которых легко гнется и хорошо сохраняет приданную форму. Склеивая на шаблоне две заготовки, тыльной стороной друг к другу, после соответствующе доработки, можно получить полноценные гнутые мебельные фасады толщиной 16 мм.
Другая, более дешевая технология изготовления гнутых фасадов заключается в формировании стопки тонких листовых элементов, промазанных клеем и дальнейшем сгибании их в специальных пресс-формах до окончательного подсыхания клея.
Наиболее ответственным элементом технологии гнутых фасадов из МДФ является изготовление шаблонного каркаса. Радиус шаблонов должен быть приблизительно на 3% меньше необходимого радиуса, так как готовый гнутый фасад из МДФ в течение двух недель продолжает разгибаться. По ширине следует сделать припуск для крепежа. В качестве материала для шаблона могут использоваться остатки ДСП.
Гнутые фасады из МДФ , как правило, изготавливаются из листов гладкого ДВП или ХДФ толщиной 3-4 мм. Для первого, или нижнего слоя можно использовать ламинированный ХДФ, чтобы придать приятный вид будущему фасаду с внутренней стороны.
Заготовки для гнутых фасадов вырезаются на форматно-раскроечном станке с припуском для закрепления их на шаблонном каркасе и дальнейшей обработки.
Листы ДВП или ХДФ, с помощью валика покрываются клеем и складываются в стопку, а затем вся стопа закрепляется шурупами на шаблоне. Получившаяся конструкция укладывается вакуумный пресс и накрывается силиконовой мембраной. Процесс склеивания происходит в вакууме и длится при температуре на рабочей поверхности 40-60°С не менее 40-60 минут.
Полученные гнутые заготовки, после полного остывания, отправляются на круглопильный станок для обрезания свесов и доведения до требуемых размеров.
Фрезеровка кромки при отсутствии более сложного оборудования производится ручной фрезерной машиной с кромочной калевочной фрезой. Рисунок на лицевой стороне выполняется на фрезерно-копировальном станке с шаблоном.
Для обработки вогнутой поверхности потребуется фрезерный станок для гнутых фасадов с изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
Обтягивая гнутые фасады из МДФ ПВХ пленкой на мембранно-вакуумном прессе, следует использовать специальные подложки, сохраняющие полученный радиус изгиба изделия.
Технология изготовления гнутых фасадов достаточно легко осваивается начинающим производством мебельных фасадов из МДФ. При этом возможны некоторые инвестиции в дополнительное оборудование. Однако, как показывает практика, собственное производство гнутых фасадов обходится предприятию гораздо дешевле, чем приобретение готовых изделий.
Другие статьи…
— Фасады (http://promebelclub.ru/forum/forumdisplay.php?f=30)
| Valerian | 22.05.2008 17:01 |
Гнутые фасады из МДФ и МДФ-профиля: технология производства
Наиболее интересным и привлекательным для потребителей в последнии годы стало использование производителями деталей изогнутых, закругленных форм, как главного декоративного элемента изделия мебели. Использование деталей закругленных форм дает возможность не только получить новые архитектурно-художественные решения мебели, но и убрать острые углы, что, согласно правилам фэн-шуй , позволяет создать гармоничную обстановку в помещении.
Скрытый текст
С изобретением способов промышленного производства шпона, то есть тонких листов древесины, полученных безопилочным делением непосредственно из бревна или предварительно выпиленного из него бруса, появилась и фанера клееная, то есть материал в виде плоских листов, склеенных из нескольких листов шпона. Причем, если при склеивании, еще до отверждения клея, листы шпона в пакете могут быть легко изогнуты на довольно большой угол, то после завершения отверждения клея взаимное смещение отдельных листов исключается и материал принимает заданную при склеивании форму, приобретая высокую прочность на изгиб. На этом принципе и основано изготовление гнутоклееных деталей, то есть изделий, сформированных из отдельных тонких листовых элементов, совместно изгибаемых при их склеивании между собой и выдерживаемых в прессе до полного отверждения клея.
Технология производства гнутоклееной мебели постоянно модернизируется и совершенствуется. Одной из самых известных является технология производства гнутых фасадов, разработанная специалистами Всероссийского проектно-конструкторского и технологического института мебели /ВПКТИМ/, специализирующегося на оказании технической помощи предприятиям в организации производства мебели. Она позволяет изготавливать щиты из клееного блока массивной древесины толщиной 4-6мм, а также из пиленого шпона.
Конструкции первого типа — на основе клееного щита из массивной древесины с выпильными пазами или из нескольких слоев клееного щита — разработчики рекомендуют использовать без облицовки, что подчеркнет красоту и своеобразие текстуры натурального дерева. Отделка — прозрачными лаками. Учитывая менталитет российского потребителя, который, в отличие от скандинавов, не привык к использованию в бытовой мебели сучковатой древесины сосны и ели, поверхность детали можно завуалировать полупрозрачным красителем, который слегка приглушит текстуру дерева, не закрывая ее полностью.
Как согнуть МДФ.
Поверхность осины так обрабатывать нельзя, чтобы не скрыть ее красивые шелковистые переливы.
Второй тип — со средним слоем из низкосортной древесины и облицовкой любым натуральным или синтетическим облицовочным материалом. Особый интерес представляют облицовки из наборного мозаичного щита и из пиленого шпона осины. В основе конструкций этого типа лежит применение малоотходных технологий.
Как основной унифицированный элемент при разработке конструкций любого типа принята гнутая деталь с R изгиба от 400 до 600мм, толщиной 16-20мм. Форма и радиус изгиба детали выбраны на основе анализа современных тенденций в дизайне мебели, представленной на международных выставках в Кельне, в Милане и Москве. На базе такой детали, как в детском конструкторе, путем комбинирования различных ее вариантов можно получить самые разнообразные формы поверхности: круглые, волнистые, с изгибом в вертикальной или горизонтальной плоскостях. При разработке конструкций и технологий большое внимание обращается на обеспечение необходимой жесткости и формоустойчивости склеиваемых деталей гнутой формы, а также их экологической чистоты. При этом большое значение имеют физико-механические характеристики используемого клея. Измерения формоустойчивости деталей различных конструкций показали, что у деталей многослойных конструкций после изготовления могут происходить незначительные изменения радиуса изгиба в сторону его увеличения. Расстояния между крайними точками радиусной детали через 10 суток после изготовления может увеличиться в среднем на 3-4 %, что находится в пределах нормы для гнуто-клееных деталей. После этого срока форма стабилизируется и дальнейших изменений не происходит. У деталей со специальными закладными элементами никаких изменений радиуса изгиба не происходит. Изготавливать детали можно с применением деревянных или металлических обогреваемых пресс-форм, специальных или обычных облицовочных прессов, холодным или горячим способом. Для любого среднего или даже малого предприятия может быть найден приемлемый для него вариант технологии. Последующая за склеиванием механическая обработка и отделка деталей производится по традиционным технологиям с использованием обычного оборудования.
Как пример полного технологического цикла по производству гнутоклееной мебели можно привести линию, предлагаемую одним из ведущих поставщиков мебельного оборудования — КАМИ. Подобная линия демонстрировалась на одной из недавно прошедших в Москве мебельных выставок и привлекала к себе внимание посетителей. Кстати, в сопроводительной документации, представленной поставщиком оборудования, данный процесс назван ни больше, ни меньше — «увлекательным».
Оснащение цеха по производству мебели с применением несущих и декоративных гнутоклееных деталей зависит не только от производительности и принятой технологии производства, но и от будущей конструкции мебели. Гнутоклеёные элементы могут быть изготовлены из лущеного шпона березы, бука, лиственницы, сосны, а также МДФ. Кромки гнуто-клеёных элементов чаще всего профилируют. Пласти гнутоклееных деталей облицовывают строганым шпоном древесины лиственных или ценных пород: бука, ясеня, дуба, красного дерева, ореха и других.
Производственный цикл состоит из нескольких операций. Вначале листы шпона подаются на гильотинные ножницы или фурнирную пилу. Здесь они разрезаются на заготовки, соответствующие размеру будущего пакета шпона, для выклеивания блока. Лицевые листы «рубашки» шпона прирезаются из лущеного или строганого шпона и сшиваются на ребросклеивающем станке. В случае если в качестве материала используется МДФ, листы подаются на форматно-раскроечный станок и разрезаются на заготовки, соответствующие размеру будущего пакета. После гильотинных ножниц или форматно-раскроечного станка подготовленный набор цельных листов поступает на клеевые вальцы, где осуществляется нанесение клея и формируется пакет. Сформированный пакет шпона с нанесенным клеем с помощью гидравлического пресса укладывается в пресс-форму. На каждом из прессов установлена собственная пресс-форма для формирования своего отдельного профиля, где осуществляется прессование горячим способом. Готовые блоки укладываются в стопы, там происходит стабилизация их формы. В случае изготовления не несущих гнутоклееных декоративных элементов (например, фасады), используется горячий мембранно-вакуумный пресс с шаблоном. Полученные гнутоклеёные блоки поступают на круглопильный или ленточнопильный станок, происходит обрезка свесов гнутоклееных блоков относительно простой формы, а на ленточнопильном станке — у блоков сложной формы.
Опиленные блоки перемещаются к фуговальному станку, где создается базовая поверхность по их кромке. После обработки блок может подаваться к вертикальному фрезерному станку с нижним расположением шпинделя и раскраиваться на отдельные заготовки при помощи набора пил, расстояние между которыми соответствует заданной ширине деталей. Раскроенные и прифугованные заготовки поступают к рейсмусовому станку для калибрования заготовок на ширину детали. Обработанные по ширине заготовки на торцовочном станке прирезаются по длине. У подготовленных таким образом деталей на фрезерном станке с использованием профильной фрезы и копировального кольца, опирающегося на боковую поверхность, производится заваливание кромок. Затем гнутоклеёные заготовки перемещаются к сверлильно-присадочному станку. Здесь происходит сверление всех необходимых отверстий для установки шкантов, стяжек и фурнитуры. Если в конструкции изделия предусмотрены соединения, требующие выборки пазов и формирования шипов, соответствующие детали передаются к сверлильно-пазовальному и шипорезному станкам.
После механической обработки на шлифовальном станке производится обработка плоских боковых поверхностей заготовок и их торцов, внутренних криволинейных поверхностей и наружных криволинейных пластей деталей, закруглений на ребрах. Финишное шлифование заготовок осуществляется при помощи ручного механизированного инструмента.
Шлифованные заготовки поступают на предварительную сборку, которая выполняется на верстаках-столах и в ваймах, где собираются каркасы изделий. Нанесение прозрачного или красящего грунта на изделия производится в распылительной кабине с помощью специальных пистолетов. Затем каркас выдерживается в зоне сушки до полного отверждения грунта, после чего снова передается в шлифовальное отделение для промежуточного шлифования с целью удаления ворса и пузырей на отделываемой поверхности. А завершается весь процесс нанесением лака в распылительной кабине.
Эти способы изготовления получили достаточно широкое распространение, особенно в массовом производстве. В индивидуальном, особенно с ростом благосостояния населения, часто применяется несколько иная технология — для изготовления гнутых элементов, как правило, используются различные виды древесноволокнистых плит, в т. ч. специальные виды МДФ типа «Топан» или «Неаформ» . Но это дорогой импортный материал, к тому же детали, изготавливаемые из него, нуждаются или в облицовывании, или в укрывистой отделке.
Даже беглый осмотр мебели в магазинах показывает, что огромные возможности, заложенные в технологии изготовления гнутоклееных элементов, используются пока далеко не полностью. Причем технологии изготовления, и области применения гнутоклееных элементов просто неограниченны! Помимо использования этих элементов в производстве гостиных и спален, перспективным считается применение гнутоклееных элементов в производстве детской и школьной мебели. Отсутствие острых углов, плавность линий, разборность позволяют проектировать мебель мобильную и легкую, обеспечивающую свободу движения ребенка, исключающую возможность травматизма. Еще одно направление, в котором в последнее время успешно используются гнутоклеёные элементы, — это мебель для спальни. Наибольшее распространение в ней сегодня получили гибкие основания кроватей, поддерживающие собственно матрац, называемые у нас по-разному — «латы» , «латофлексы» . Они стали теперь необходимым элементом кровати или дивана. Латы являются типичным гнутоклееным элементом в виде изогнутой пластины, которая воспринимает часть общей нагрузки от лежащего человека. Но в мебели для спальни очень часто используются и другие конструктивные и декоративные гнутоклеёные элементы, составляющие сам каркас кровати-ее царгу и спинки, элементы рам зеркал, тумбочек и шкафов. Пружинящий эффект, создаваемый гнутоклееным элементом, успешно используется во многих дизайнерских решениях. В зависимости от архитектурного оформления, они позволяют создавать и недорогую мебель, предназначенную для широкого потребителя, и элитарную, используемую в самых престижных интерьерах.
| superduse | 29.07.2008 12:57 |
Мы используем (сами кстати производим) специальный материал Мастер Форм, для изготовления изделий сложной формы, аналог немецкого TOPAN FORM, МDF Flex. Этот материал сделан из МДФ 8 мм, с одной стороны его поверхность – гладкая и ровная, а с другой – «разрезанная». Эта особенность позволяет придать желаемую изогнутую форму. Если согнув и совместив пропилы склеить два листа конструкция утратит гибкость и сохранит нужную форму. Использование Мастер Форма экономит время на изготовление изделия.
Использование Мастер-Форма позволяет изготавливать изделия различных радиусов экономя время за счёт простой технологии склейки.
Материал предназначен для изготовления фасадов и каркасов мебели.
размеры:
2800х1019
2070х564
ща заливаю фотки тех. процесса, залью выложу!
а выглядит он так
fill007 , приклеиваешь МДФ 3 и фрезеруешь
Открываем, смотрим, что не понятно спрашиваем. Коментариев нет, все аналогично поста Vladus — просто живые фотки!!
кстати чтобы не было вопроса — между мастер-формом клеется простой белый ватман (картон)
МФД достаточно удобный материал, используемый для изготовления мебели, включая и изделия необычной формы. Вы можете согнуть МФД, но это процедура, которая потребует немало сил. Для создания гнутых фасадов прекрасным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с обеих сторон, необходимо использовать два листа, которые в результате будут соединены в один (внешний и внутренний листы).
Как согнуть панель МФД в домашних условиях?
Далеко не во всех случаях нужно отделывать только прямолинейную поверхность. Если у Вас есть фантазия, то Вы сможете создать декоративные элементы круглого или полуовального профиля, разнообразив его стиль, но вот как поступить с панелями МДФ, которые имеют прямоугольный профиль.
Как показывает практика, гибка такого отделочного материала более чем возможна, но при условии применения тонких панелей. Их толщина должна быть не больше 3 мм и только под покраску.
Чтобы согнуть панель МДФ, сделайте надрезы листа поперек сгиба. Для того чтобы все прошло гладко, нужно изготовить шаблон, который позволит листам держать форму. Дальше необходимо отрезать кусочки листа МФД определенного размера, но лучше брать с запасом (прежде всего, это касается наружного листа), потом все лишнее Вы сможете легко обрезать.
Затем на местах сгиба через каждые 5 мм нанесите линии. Дальше возьмите дисковую плиту и вставьте настройки так, чтобы недопил составлял примерно 1 мм. Дальше собираем опилки, после чего смешиваем их со столярным клеем и заполняем этой смесью отверстия. Поскольку смесь должна напоминать кашицу, нужно заполнить отверстия с помощью шпателя.
Остатки клея и опилок убираются следующим образом: смочите кисть в воде и обработайте ею по поверхности, тщательно разглаживая пасту. Выложите лист на шаблон и аккуратно прибейте гвоздями, которые в последствие будем убирать (не стоит забивать их слишком сильно). Дальше снимаем заготовку, обрезаем все лишнее, цепляем фурнитуру, красим и шлифуем.
Часто в процессе проведения ремонтных работ возникает необходимость в получении криволинейных поверхностей изделий, изготовленных из древесины. Как согнуть доску таким образом, чтобы место изгиба было крепким и не треснуло в процессе изгибания? Что же, если уж решили делать капитальный ремонт своими руками, то отступать перед такими трудностями не стоит. В этой статье мы подробно поговорим о том, как придать древесному материалу изогнутую форму.
Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями. Как согнуть дерево? Подержать его в горячей воде (чем выше температура, тем быстрее происходят процессы) или обработать паром (парогенератор можно соорудить из чайника или воспользоваться утюгом). Чем выше температура, тем быстрее древесина сдается и можно приступать к ее сгибанию. Увлажненную и прогретую древесину можно изогнуть под действием груза (концы доски укладываются на опоры), а на место будущего изгиба укладывают груз. Высохшая древесина прекрасно сохраняет минимальный радиус кривизны, который был достигнут в процессе сгибания. Теперь мы знаем, как гнуть дерево, можно остановиться на этом вопросе подробнее.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов. Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Как согнуть фанеру, ДВП, МДФ
В домашних условиях фанеру сгибают путем увеличения ее влажности, последующей утюжкой (потребуется утюг), и закреплением в шаблоне. Шаблоном может служить любой каркасный элемент и вовсе необязательно его форма должна быть криволинейной. Крепится к шаблону изделие посредством скотча. Можно зажимать согнутую фанеру между двумя распорками, придавать ей согнутую форму за счет веревок, обвязывая ими изделие в нескольких местах вдоль радиуса искривления. Фанеру можно использовать только после того, как она высохнет. Вроде с тем, как согнуть фанеру, мы разобрались – идем дальше.
Плита МДФ, являясь достаточно прочным, удобным в обработке и довольно чистым в плане экологии материалом, широко используется при изготовлении мебели для кухонь и ванных комнат. Удобно ее использовать и при изготовлении мебели своими руками.
Иногда, как в данном конкретном случае, возникает необходимость изготовить гнутые фасады, какие просто так не купишь в магазине. Хочу рассказать, как я сделал из МДФ гнутые фасады для шкафчика под круглую раковину умывальника в ванной.
Как сделать гнутые фасады из МДФ
Для изготовления гнутых фасадов будем использовать два листа МДФ толщиной 9мм – один для внутренней стороны фасада, а другой – для внешней. Фасад получится гладким и с внутренней, и с внешней стороны.
Просто так согнуть плиту из МДФ под малым радиусом, да еще и так, чтоб она потом осталась в этом состоянии, не получится. Придется делать на ней надрезы поперек сгиба.
Сначала изготавливаем шаблон. В моём случае шаблоном послужили сами полки будущего шкафа под раковину. Листы МДФ нужно отрезать с запасом по длине и ширине: лишнее вы потом обрежете легко, а вот недостающее надставить вряд ли получится. Не забудьте, что внешний радиус гнутых фасадов больше внутреннего, а потому и внешняя заготовка должна быть длиннее.
Найдите центры обеих заготовок и отметьте штриховыми линиями по высоте с обеих сторон заготовок: по этим линиям мы потом перед склеиванием будем совмещать заготовки между собой.
Нанесите разметку для пропилов до перехода вашей полуокружности в прямую плоскость. Каждая линия должна отступать одна от другой на 5мм.
Настройте дисковую пилу так, чтобы не пропилить плиту слишком глубоко, а недостаточная глубина пропила затруднит сгибание и плиту можно даже сломать. Недопил должен составлять примерно 1мм.
Совет: Перед тем как начинать делать пропилы на заготовках для гнутых фасадов, потренируйтесь на ненужных обрезках МДФ необходимой длины. Нанесите на них разметку, пропилите через каждые 5 миллиметров, приложите к шаблону одну полосу разрезами наружу, а другую на нее сверху разрезами внутрь.
Теперь вы точно будете знать, сколько разрезов делать на каждой из заготовок до перехода с полуокружности в плоскость. Увидите также и то, что где-то, возможно, нет необходимости делать разрезы через каждые 5мм, и можно пилить пореже.
Делая пропилы в заготовках, не выбрасывайте опилки – они еще понадобятся.
Заполняем разрезы на обеих заготовках пастой, сделанной из смеси столярного клея и опилок. Паста должна быть такой консистенции, чтобы ей можно было легко заполнить разрезы, но, в то же время, не слишком жидкой. Втираем пасту в разрезы шпателем, действуя вдоль разреза от центра наружу, чтобы не оставалось воздушных карманов.
Разводим клей небольшим количеством воды и, смачивая им кисть, проходим ею по обеим заготовкам, разглаживая пасту и убирая остатки опилок.
Укладываем внутреннюю заготовку на шаблон.
Сверху укладываем наружную заготовку, совмещая с нанесенными заранее линиями по центру заготовок.
Прибиваем заготовку одну к другой тонкими гвоздиками – без фанатизма, чтобы гвоздики потом можно было легко выдернуть. Пусть вас не смущает, что от гвоздей останутся отверстия: гнутые фасады потом всё равно будут грунтоваться, шпаклеваться и краситься.
Стягиваем всё хозяйство струбцинами, и оставляем до полного высыхания.
Разрезаем высохшую заготовку так, как нам надо, крепим на двери усилители для установки фурнитуры, шлифуем края.
Вот и всё, гнутые фасады из МДФ готовы к отделке.
Как видите, сделать гнутые фасады задача не самая быстрая и простая, зато у вас будет уникальная мебель, которой нет больше ни у кого.
В настоящее время все большей популярностью стали пользоваться гнутые фасады из МДФ для кухни, спальни и других элементов мебельной обстановки. Закругленные формы позволяют получить новые дизайнерские решения и создать гармоничную законченность мебельной архитектуры интерьера. Поэтому изготовление гнутых фасадов из МДФ является неотъемлемой частью прогрессивного мебельного производства.
На современном уровне развития технология изготовления гнутых фасадов использует специальную плиту МДФ типа Master Form, Topan form и так далее толщиной 8 мм. С одной из сторон она имеет прорези с интервалом около 5 мм, за счет которых легко гнется и хорошо сохраняет приданную форму. Склеивая на шаблоне две заготовки, тыльной стороной друг к другу, после соответствующе доработки, можно получить полноценные гнутые мебельные фасады толщиной 16 мм.
Другая, более дешевая технология изготовления гнутых фасадов заключается в формировании стопки тонких листовых элементов, промазанных клеем и дальнейшем сгибании их в специальных пресс-формах до окончательного подсыхания клея.
Наиболее ответственным элементом технологии гнутых фасадов из МДФ является изготовление шаблонного каркаса. Радиус шаблонов должен быть приблизительно на 3% меньше необходимого радиуса, так как готовый гнутый фасад из МДФ в течение двух недель продолжает разгибаться. По ширине следует сделать припуск для крепежа. В качестве материала для шаблона могут использоваться остатки ДСП.
Гнутые фасады из МДФ , как правило, изготавливаются из листов гладкого ДВП или ХДФ толщиной 3-4 мм. Для первого, или нижнего слоя можно использовать ламинированный ХДФ, чтобы придать приятный вид будущему фасаду с внутренней стороны.
Заготовки для гнутых фасадов вырезаются на форматно-раскроечном станке с припуском для закрепления их на шаблонном каркасе и дальнейшей обработки.
Листы ДВП или ХДФ, с помощью валика покрываются клеем и складываются в стопку, а затем вся стопа закрепляется шурупами на шаблоне. Получившаяся конструкция укладывается вакуумный пресс и накрывается силиконовой мембраной . Процесс склеивания происходит в вакууме и длится при температуре на рабочей поверхности 40-60 ° С не менее 40-60 минут.
Полученные гнутые заготовки, после полного остывания, отправляются на круглопильный станок для обрезания свесов и доведения до требуемых размеров.
Фрезеровка кромки при отсутствии более сложного оборудования производится ручной фрезерной машиной с кромочной калевочной фрезой. Рисунок на лицевой стороне выполняется на фрезерно-копировальном станке с шаблоном.
Для обработки вогнутой поверхности потребуется фрезерный станок для гнутых фасадов с изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
Обтягивая гнутые фасады из МДФ ПВХ пленкой на мембранно-вакуумном прессе, следует использовать специальные подложки, сохраняющие полученный радиус изгиба изделия.
Технология изготовления гнутых фасадов достаточно легко осваивается начинающим производством мебельных фасадов из МДФ. При этом возможны некоторые инвестиции в дополнительное оборудование. Однако, как показывает практика, собственное производство гнутых фасадов обходится предприятию гораздо дешевле, чем приобретение готовых изделий.
Главная » Электрика » Как делают гнутые фасады из мдф: обзор. Как сделать гнутые фасады для мебели из мдф Возможно ли согнуть цельный мдф
Отделка стен панелями МДФ своими руками
- Подробности
- Опубликовано 10.01.2013 11:47
Как один из вариантов отделки стен в квартире, можно предложить облицевать их плитами МДФ. Главное их достоинство – они не боятся влаги. Поэтому основное применение они находят при отделке стен и потолков в помещениях с повышенной влажностью, например в ванной комнате или в санузле. Неплохо выглядят стены, облицованные панелями МДФ и в коридоре, в прихожей и на балконе. При этом затраты будут намного меньше, чем при отделке стен кафельной плиткой, а стены получатся идеально ровными. Кстати, среди широкой гаммы различных покрытий панелей МДФ присутствует и покрытие, имитирующее кафельную плитку. При этом процесс монтажа стеновых панелей МДФ довольно прост и справиться с эти сможет любой человек, даже не имеющий специальных профессиональных навыков.
А чтобы вам было проще разобраться с ходом работ по облицовке стен, мы «разложим по полочкам» весь процесс.
Для начала вам необходимо приобрести сами панели МДФ и аксессуары к ним. Количество панелей, которое вам понадобится, нужно брать,учитывая не площадь закрываемой стены, а её ширину. Потому что если у вас на стене будут стыковаться отдельные панели, то понадобятся специальные молдинги, а это и лишние расходы и дополнительно затраченное время. Поэтому облицовывать стену лучше всего целыми панелями. Стандартный размер панели МДФ в ширину 148 мм, но встречаются и панели размерами 190 мм и 240 мм. Поэтому ширину вашей стены необходимо разделить на ширину выбранной панели МДФ – получится необходимое количество панелей для работы. Но всегда нужно брать на несколько панелей больше – так, на всякий случай.
Также необходимо приобрести завершающие уголки, которые выполнены из двух планок ДВП, между которыми оставлен зазор в 2 мм, покрытых плёнкой того же цвета, что и выбранные вами панели МДФ, которая и скрепляет эти две полосы. Благодаря такой конструкции, финишнный угол можно согнуть как наружу, так и внутрь. Особенно удобны в применении такие элементы, когда углы в помещении не идеально прямые.
Далее понадобится купить деревянные рейки, которые будут использоваться для изготовления каркаса под облицовку. Оптимальным размером будет, если ширина рейки 40 мм, а толщина 20 мм. Не нужно брать рейки большего сечения, потому что панели МДФ сами по себе достаточно лёгкие, да к тому же деревянная рейка сечением 40х20 мм всегда имеется в наличии в строительных магазинах.
Для крепления этих реек к стене вам понадобятся пластмассовые дюбели и саморезы по дереву, имеющие длину от 40 мм до 80 мм (она зависит от того, какое расстояние между рейкой и стеной, на которую она крепится).
Ещё необходимо приобрести элементы крепления панелей МДФ к каркасу, так называемые, кляймеры. Продаются он обычно в том же отделе, что и сами панели (но могут даже присутствовать в комплекте с панелями).
Также понадобится купить и, так называемые, жидкие гвозди для приклеивания уголков.
После того, как всё вышеперечисленное было куплено и доставлено к вам домой, можно приступать к работе по облицовке стен. Для начала нужно определить самое выступающее место на стене, которое и будет являться той контрольной точкой, по которой будет равняться весь каркас на этой стене. Крепление деревянных реек каркаса нужно производить горизонтально с шагом 40 см, поэтому для удобства работы можно предварительно нанести на стену горизонтальные линии с таким же шагом, а уже по ним крепить рейки. Горизонтальный каркас – самый оптимальный (в этом случае вы сэкономите на рейках, которые нужно будет дополнительно крепить на стыках панелей по длине, да и времени затратите существенно меньше). Рейку крепите к стене при помощи перфоратора и дюбелей с саморезами (частота крепежа зависит от неровности стены и самой рейки: чем меньше неровностей, тем больше шаг, но не более чем 60 см). Процесс крепления рейки выглядит следующим образом: приложив рейку к горизонтальной линии на стене, перфоратором со сверлом диаметром 6 мм просверливаете сквозное отверстие в рейке и заходите дальше в стену на глубину дюбеля, а затем вставляете в это отверстие дюбель и закручиваете в него саморез со стороны рейки. Шляпка самореза диаметром 8 мм должна быть утоплена в рейку заподлицо. При этом первый крепёж рейки выполняется именно в том самом выступающем на стене месте, которое было выявлено предварительно. В этом месте рейка может быть плотно притянута к поверхности стены, а в других местах могут понадобиться деревянные колышки, для получения ровной плоскости каркаса, дефицита которых вы испытывать не будете, потому что рейки придётся торцевать. После первого крепежа нужно также плотно прикрутить рейку к стене с другого конца (при этом рейка должна быть выровнена с помощью уровня). Для того чтобы вы могли постоянно контролировать плоскость рейки по всей её длине, советуем вдоль неё натянуть нить, закрепив её концы на стене с помощью саморезов. При этом саморезы вкручиваются в дюбеля в стене по самую шляпку, а под нитку, накрученную под ней, нужно будет положить по спичке с каждой стороны. Закрепляете всю рейку с помощью перфоратора, дюбелей, саморезов и клиньев плотно по всей длине так, чтобы между рейкой и натянутой ниткой оставался небольшой зазор примерно в 1 мм.
После этого крепите следующую рейку каркаса. Опять концы следующей рейки выставляете по уровню с предыдущей, натягиваете нитку и далее всё также, как и для первой рейки.И процесс крепления реек происходит до тех пор, пока не будет полностью выполнен каркас для облицовки плитами МДФ. При этом учтите, что нижнюю рейку нужно крепить, как можно ближе к полу, а верхнюю – в зависимости от того, какой потолок планируется в этом помещении: если планируется укрыть основной потолок декоративным, то рейку под потолком нужно крепить на том уровне, где будет крепиться уголок для потолка.
Можем посоветовать вам записать в блокнот координаты всех реек каркаса на тот случай, если когда-нибудь вы захотите что-то повесить на эту стену. Так вы будете точно знать, на какой высоте проходит деревянная рейка, что убережёт ваши панели МДФ от лишних дырок.
Ну, с каркасом более-менее разобрались, можно переходить к креплению самих панелей. Начинаете крепёж первой панели, предварительно подогнанной по высоте стены, от угла, разместив панель шипом в сторону угла .При этом от перпендикулярной стены должен остаться небольшой зазор в 2-3 мм. Вторую угловую панель, расположенную на перпендикулярной стене, крепите точно также – шипом в угол, но предварительно нужно приложить панель к стене и, держа её одной рукой (либо с помощью помощника), второй рукой прикладываете (либо с помощью помощника ) универсальный финишный уголок. Таким образом, угловые панели должны быть закреплены на таком расстоянии, чтобы полоски универсального уголка точно ложились в пазы, образованные шипами панелей, не оставляя никаких щелей. Крепите панель саморезами к рейкам на расстоянии 10-15 мм от края панели (так не будет разрушен край панели и шляпки саморезов смогут спрятаться под уголком): со стороны шипа крепите непосредственно саморезом к рейке, а со стороны паза – при помощи кляймера, прибитого к рейке небольшими гвоздиками (кляймеры надевается в паз панели). При этом отверстия под саморезы желательно просверлить с помощью дрели, а под шляпки используют сверло большего диаметра, чтобы выполнить зенковку. Панели одна с другой соединяются путём вставки шипа в паз. Каждую последующую панель не нужно прикручивать саморезами со стороны шипа, поскольку она просто фиксируется шипом в пазе предыдущей панели, а со стороны паза, опять же, закрепляется при помощи кляймеров. Весь этот процесс повторяется на протяжении всей поверхности стены. Последняя панель на стене обычно помещается не целиком, то есть её приходится обрезать. Поэтому закрепляете её на рейках таким же образом, что и первую – саморезами со стороны угла. Все щели будут закрываться универсальным уголком. Его приклеиваете с помощью жидких гвоздей, нанося клей небольшим слоем на внутреннюю поверхность уголка. При этом прикладывать уголок к месту приклеивания придётся дважды – первый раз, чтобы клей остался на обеих склеиваемых поверхностях, а второй раз – после того, как клей просохнет в течении 3-5 минут, довольно сильно прижимая уголок к приклеиваемой поверхности. Не пытайтесь удалить излишки клея, которые, вопреки всем стараниям, вылезли из под уголка. Лучше всего подождать полного высыхания клея и только после этого срезать его аккуратно малярным ножом.
Ну, вот и всё! Стены готовы! Теперь можете подумать о том, какой сделать пол и потолок. Но это уже другие статьи.
Предыдущие статьи:
Технология изготовления гнутых фасадов. Как сделать гнутые фасады для мебели из мдф На какой радиус можно согнуть мдф
Часто в процессе проведения ремонтных работ возникает необходимость в получении криволинейных поверхностей изделий, изготовленных из древесины. Как согнуть доску таким образом, чтобы место изгиба было крепким и не треснуло в процессе изгибания? Что же, если уж решили делать капитальный ремонт своими руками, то отступать перед такими трудностями не стоит. В этой статье мы подробно поговорим о том, как придать древесному материалу изогнутую форму.
Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями. Как согнуть дерево? Подержать его в горячей воде (чем выше температура, тем быстрее происходят процессы ) или обработать паром (парогенератор можно соорудить из чайника или воспользоваться утюгом ). Чем выше температура, тем быстрее древесина сдается и можно приступать к ее сгибанию. Увлажненную и прогретую древесину можно изогнуть под действием груза (концы доски укладываются на опоры), а на место будущего изгиба укладывают груз. Высохшая древесина прекрасно сохраняет минимальный радиус кривизны, который был достигнут в процессе сгибания. Теперь мы знаем, как гнуть дерево, можно остановиться на этом вопросе подробнее.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов . Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Как согнуть фанеру, ДВП, МДФ
В домашних условиях фанеру сгибают путем увеличения ее влажности, последующей утюжкой (потребуется утюг), и закреплением в шаблоне. Шаблоном может служить любой каркасный элемент и вовсе необязательно его форма должна быть криволинейной. Крепится к шаблону изделие посредством скотча. Можно зажимать согнутую фанеру между двумя распорками, придавать ей согнутую форму за счет веревок, обвязывая ими изделие в нескольких местах вдоль радиуса искривления. Фанеру можно использовать только после того, как она высохнет. Вроде с тем, как согнуть фанеру, мы разобрались – идем дальше.
Как согнуть ДВП? Методика та же, что и в предыдущем случае! А как согнуть МДФ? В этом случае можно пойти двумя путями: либо изгибать тонкие листы (не более 5 мм) и склеивать их между собой, либо использовать гибкий МДФ , в котором с одной из сторон есть поперечные прорези. Толщина таких листов обычно составляет 8 мм. При изгибе они накладываются друг на друга фрезерованными сторонами, после чего склеиваются. Вот, собственно, и все!
ЧИТАЙТЕ ТАКЖЕ
Любая постройка начинается с фундамента, и баня — не исключение из правила. Ленточный, плитный, столбчатый – разновидностей оснований много. Но как подобрать вариант, который является оптимальным? То самое решение, позволяющее сэкономить на устройстве фундамента без ущерба для его качества? Ответы на эти вопросы ищите в нашем обзоре. | |
Лестницы в доме могут быть весомым дизайнерским элементом оформления интерьера. Вашему вниманию предлагается свыше десяти вариантов дизайна лестниц: от простого к сложному. Некоторые из идей подойдут для реализации в небольших двухуровневых квартирах и дачных постройках, другие будут более уместны в просторных коттеджах. Выбирайте! |
Здравствуйте дорогие друзья.
В своих статьях я не раз обращал ваше внимание на то, что современные технологии изготовления корпусной мебели (и условия ее изготовления) таковы, что человеку, для того, чтобы сделать любое изделие, нужен только проект, деньги (на закупку материалов и фурнитуры), и, собственно, свои (или чужие) руки для его сборки и установки.
Но, проектируя мебель, любой мебельщик должен «играть по правилам» посредников, участвующих в этом производстве, например, тех же изготовителей мебельных фасадов.
Например, такие фирмы-изготовители, имеют, так называемый, а за изготовление нестандартных размеров, как правило, берут хорошую наценку.
А если дело касается изготовления , то «нестандарт» касается только размеров фасадов по высоте.
Радиусы таких фронтов в любом случае, будет стандартными (да и как иначе, если на фирме под их изготовление существуют определенные шаблоны, не будут же они под каждый «нестандартный» заказ изготавливать новые шаблоны). Их, обычно, три-четыре варианта (а то и меньше).
Но как же так получается, что, иногда, «на глаза» попадается мебель, фасады которой имеют явно не стандартные радиусы кривизны?
А это происходит тогда, когда мебельщик включает в свой, довольно простой (с точки зрения организации производства) производственный процесс, самостоятельное их изготовление.
Таким образом, немного усложнив сам процесс, можно делать мебель, которую не делает «в округе» никто!
Для примера мы с вами рассмотрим изготовление гнутых фронтов из МДФ нестандартного радиуса скругления.
Упрощением данного процесса будет то, что нет необходимости изготавливать специальный шаблон каждый раз.
Шаблоном может служить сам модуль и его кривые полки и горизонты.
Итак, каждый фасад изготавливается из двух листов МДФ, толщиной 9мм (в итоге, их конечная толщина будет 18мм).
Если взять изначально, плиту с большей толщиной, то может возникнуть проблема при изготовлении элементов с малым радиусом.
При вырезке заготовок, нужно учесть, что наружный радиус будет всегда больше внутреннего (за счет толщины изделия), и с этим учетом, нужно дать допуск на размеры листов (так же, необходимо дать допуски на размеры по высоте). Они все равно, в процессе последующей обработки обрежутся.
На заготовках нужно сделать метки их центров, для того, чтобы потом точно подогнать друг к другу.
Для того чтобы согнуть листы МДФ, нужно сделать пропилы (примерно, на расстоянии 5-ти миллиметров друг от друга). Пропилы должны быть такими, чтобы не доходить до края листа на 1-1,5 миллиметра.
Из стружки (которая в любом случае будет образовываться в результате такой обработки) и столярного клея, нужно сделать специальную «пасту», которой заполнить получившиеся пазы в МДФ.
Получившаяся смесь для этого, должна быть не слишком густой и не слишком жидкой (ее плотность можно регулировать, добавляя обычную воду).
Итак, когда пазы от пропила на заготовках заполнены вышеописанной пастой, их нужно закрепить на шаблоне (в данном случае, на модуле, который, и будет выполнять роль шаблона).
Лицевая сторона МДФ должна быть сверху и снизу.
То есть, первый лист ложится лицевой стороной на шаблон, а пропилами вверх. А второй лист ложится пропилами вниз (к пропилам первого листа) и лицевой стороной вверх.
Сами листы фиксируем на шаблоне с помощью струбцин, и листы прибиваются друг к другу сапожными гвоздиками.
Эти гвоздики потом нужно будет вытянуть, а отверстия, которые они оставят на поверхности материала, зашпаклюются при его последующей обработке.
Итак, зафиксированные листы держим до полного высыхания, после чего, снимаются, и начинается их обработка (обрезка и обработка краев, торцов, шпаклевка, грунтовка, покраска).
Вот так, по сути, довольно просто (и, что самое главное – в домашних условиях) можно сделать отличные фасады.
А, имея такую возможность, можно делать красивую и неповторимую мебель.
На этом все.
МФД достаточно удобный материал, используемый для изготовления мебели, включая и изделия необычной формы. Вы можете согнуть МФД, но это процедура, которая потребует немало сил. Для создания гнутых фасадов прекрасным решением станут листы толщиной в 9 миллиметров. Чтобы фасад был гладким с обеих сторон, необходимо использовать два листа, которые в результате будут соединены в один (внешний и внутренний листы).
Как согнуть панель МФД в домашних условиях?
Далеко не во всех случаях нужно отделывать только прямолинейную поверхность. Если у Вас есть фантазия, то Вы сможете создать декоративные элементы круглого или полуовального профиля, разнообразив его стиль, но вот как поступить с панелями МДФ, которые имеют прямоугольный профиль.
Как показывает практика, гибка такого отделочного материала более чем возможна, но при условии применения тонких панелей. Их толщина должна быть не больше 3 мм и только под покраску.
Чтобы согнуть панель МДФ, сделайте надрезы листа поперек сгиба. Для того чтобы все прошло гладко, нужно изготовить шаблон, который позволит листам держать форму. Дальше необходимо отрезать кусочки листа МФД определенного размера, но лучше брать с запасом (прежде всего, это касается наружного листа), потом все лишнее Вы сможете легко обрезать.
Затем на местах сгиба через каждые 5 мм нанесите линии. Дальше возьмите дисковую плиту и вставьте настройки так, чтобы недопил составлял примерно 1 мм. Дальше собираем опилки, после чего смешиваем их со столярным клеем и заполняем этой смесью отверстия. Поскольку смесь должна напоминать кашицу, нужно заполнить отверстия с помощью шпателя.
Остатки клея и опилок убираются следующим образом: смочите кисть в воде и обработайте ею по поверхности, тщательно разглаживая пасту. Выложите лист на шаблон и аккуратно прибейте гвоздями, которые в последствие будем убирать (не стоит забивать их слишком сильно). Дальше снимаем заготовку, обрезаем все лишнее, цепляем фурнитуру, красим и шлифуем.
Часто в процессе проведения ремонтных работ возникает необходимость в получении криволинейных поверхностей изделий, изготовленных из древесины. Как согнуть доску таким образом, чтобы место изгиба было крепким и не треснуло в процессе изгибания? Что же, если уж решили делать капитальный ремонт своими руками, то отступать перед такими трудностями не стоит. В этой статье мы подробно поговорим о том, как придать древесному материалу изогнутую форму.
Как согнуть дерево?
Нет, наша задача состоит вовсе не в том, чтобы сгибать ни в чем не повинное растение. Речь идет о древесных строительных материалах. Как согнуть дерево, чтобы оно изогнулось, а не сломалось? Способ изгибания деревянных изделий известен с древних времен: для придания древесине нужно формы необходимо лишь тепло и влага, под воздействием которых увеличивается пластичность материала со всеми вытекающими отсюда последствиями. Как согнуть дерево? Подержать его в горячей воде (чем выше температура, тем быстрее происходят процессы) или обработать паром (парогенератор можно соорудить из чайника или воспользоваться утюгом). Чем выше температура, тем быстрее древесина сдается и можно приступать к ее сгибанию. Увлажненную и прогретую древесину можно изогнуть под действием груза (концы доски укладываются на опоры), а на место будущего изгиба укладывают груз. Высохшая древесина прекрасно сохраняет минимальный радиус кривизны, который был достигнут в процессе сгибания. Теперь мы знаем, как гнуть дерево, можно остановиться на этом вопросе подробнее.
Реакция древесины на внешнее воздействие
Дело в том, что древесина по-разному реагирует на изгиб. Выпуклая часть подвергается растяжению, вогнутая – сжатию. Причем на пропаривание материал тоже реагирует по-разному. Например, способность к сжатию увеличивается аж на треть, а вот к растяжению – всего на пару процентов. Именно поэтому думать о том, как согнуть доску толщиной более двух сантиметров, в домашних условиях не стоит. Нужно учитывать и то, что разные виды древесины по-разному реагируют на сгибание. Например, такие породы как дуб, лиственница, клен гнутся плохо, а вот бук, ясень, орех – хорошо. Так что прежде чем думать над тем, как согнуть доску, определитесь с породой древесины, из которой она сделана.
Как согнуть фанеру, ДВП, МДФ
В домашних условиях фанеру сгибают путем увеличения ее влажности, последующей утюжкой (потребуется утюг), и закреплением в шаблоне. Шаблоном может служить любой каркасный элемент и вовсе необязательно его форма должна быть криволинейной. Крепится к шаблону изделие посредством скотча. Можно зажимать согнутую фанеру между двумя распорками, придавать ей согнутую форму за счет веревок, обвязывая ими изделие в нескольких местах вдоль радиуса искривления. Фанеру можно использовать только после того, как она высохнет. Вроде с тем, как согнуть фанеру, мы разобрались – идем дальше.
Поделитесь статьей с друзьями:
Похожие статьи
Влияние температуры на гибкость деревянных панелей :: BioResources
Чжоу, Дж., Ху, К., Ху, С., Юнь, Х., Цзян, Г., и Чжан, С. (2012). «Влияние температуры на характеристики изгиба древесных плит», BioRes. 7 (3), 3597-3606.Реферат
Было изучено влияние температуры в диапазоне от 25 ºC до 175 ºC на характеристики изгиба фанеры и древесноволокнистых плит средней плотности (МДФ) с конечной целью оптимизации постобработки с использованием радиочастотного нагрева и улучшения качество конечной продукции.Статические испытания на трехточечный изгиб проводились на универсальной испытательной машине внутри камеры с компьютерным управлением. Результаты показывают, что прочность на изгиб (MOR) и модуль упругости (MOE) фанеры и МДФ снижаются с повышением температуры с 25 ºC до 175 ºC. Прочность на изгиб фанеры и МДФ снижается с увеличением времени выдержки. Однако влияние времени выдержки на MOE фанеры и МДФ не очевидно. Фанера и МДФ толщиной 2,6 мм демонстрируют типичные эластопластические свойства, в то время как МДФ толщиной 12 мм не проявляет никаких пластических свойств.Рекомендуется, чтобы процедура постобработки была завершена в течение 15 минут как для МДФ, так и для фанеры.
Скачать PDF
Полная статья
Влияние температуры на характеристики изгиба деревянных панелей
Цзяньхуэй Чжоу, Чуаньшуан Ху, * Шуофей Ху, Хун Юнь, Гуйфэнь Цзян и Шикан Чжан
Влияние температуры в диапазоне от 25 ºC до 175 ºC на характеристики изгиба фанеры и древесноволокнистых плит средней плотности (МДФ) было изучено с конечной целью оптимизации последующей обработки с использованием радиочастотного нагрева и повышения качества конечные продукты.Статические испытания на трехточечный изгиб проводились на универсальной испытательной машине внутри камеры с компьютерным управлением. Результаты показывают, что прочность на изгиб (MOR) и модуль упругости (MOE) фанеры и МДФ снижаются с повышением температуры с 25 ºC до 175 ºC. Прочность на изгиб фанеры и МДФ снижается с увеличением времени выдержки. Однако влияние времени выдержки на MOE фанеры и МДФ не очевидно. Фанера и МДФ толщиной 2,6 мм демонстрируют типичные эластопластические свойства, в то время как МДФ толщиной 12 мм не проявляет никаких пластических свойств.Рекомендуется, чтобы процедура постобработки была завершена в течение 15 минут как для МДФ, так и для фанеры.
Ключевые слова: Прочность на изгиб; Модуль упругости; Фанера; Древесноволокнистая плита средней плотности
Контактная информация: Кафедра древесных наук и инженерии, Лесной факультет, Южно-Китайский сельскохозяйственный университет, Гуанчжоу 510642, Китайская Республика, тел. & Факс. 86-20-85280256
* Автор, ответственный за переписку: [email protected].сп
ВВЕДЕНИЕ
Древесные плиты поощряют использование недооцененных материалов и улучшают экономику проектов восстановления лесов, поскольку они могут быть изготовлены из самых разных материалов: волокна и частицы или хлопья небольших бревен, особенно бревен инвазивных видов и заросших лесов, подверженных риску заражения. лесной пожар; постиндустриальные и постпотребительские древесные отходы; и другие натуральные биоволокна, такие как пшеничная и кукурузная солома. Применение древесных панелей, таких как фанера и древесноволокнистая плита средней плотности (МДФ) в неструктурных целях, для изготовления мебели за последние несколько лет значительно расширилось из-за их хороших физико-механических свойств, простоты обработки, доступности и экономической эффективности.В производстве панельной мебели тонкая фанера и панели МДФ часто подвергаются последующей обработке для производства более толстых или изогнутых ламинированных компонентов мебели посредством холодного или горячего прессования с радиочастотным нагревом. Представляет большой интерес понять влияние температуры горячего прессования на механическое поведение этих древесных панелей, подвергшихся последующей обработке, и, соответственно, оптимизировать процесс горячего прессования и улучшить качество конечных продуктов. Несколько исследователей сообщили о влиянии температуры на механические свойства древесины (Gerhards 1982; Lenth and Kamke 2001; Young and Clancy 2001; Bekhta and Niemz 2003; Moraes et al. 2005; Грин и Эванс 2008a, b; Kocaefe et al. 2008; Ayrilmis et al. 2009, Манрикес и Мораес 2010). Они заметили, что прочность пиломатериалов уменьшается с повышением температуры. Есть несколько публикаций о влиянии температуры на механические свойства ориентированно-стружечных плит (OSB) и фанеры с точки зрения конструктивного применения с учетом изменения условий эксплуатации и пожарных характеристик (Back and Sandstrom 1982; Yu and Ostman 1983; Судзуки и Сайто 1987; Бехта и др. 2003; Sonderegger and Niemz 2006; Бехта и Маруцки 2007; Ayrilmis et al. 2010; Sinha et al. 2011). Однако имеется ограниченная информация о влиянии температуры, используемой во время последующей горячей обработки с использованием радиочастотного нагрева, на свойства изгиба фанеры и МДФ, изготовленных из более тонких панелей. Поэтому такие знания очень важны с практической точки зрения.
Целью настоящего исследования было определить влияние температуры и времени выдержки на характеристики изгиба фанеры и МДФ, которые обычно используются в качестве ламината для производства более толстых и изогнутых ламинированных деталей мебели.
ЭКСПЕРИМЕНТАЛЬНАЯ РАБОТА
Коммерчески доступные МДФ и трехслойная фанера на основе карбамида и формальдегида (UF), изготовленная из видов эвкалипта ( Eucalyptus spp.), Были предоставлены Foursea Furniture Ltd. для этого исследования. Влагосодержание и плотность определялись при температуре 25 ºC и относительной влажности 65%. Статические испытания на трехточечный изгиб проводились на универсальной испытательной машине Instron 5582 внутри камеры с регулируемой температурой Eurotherm 2408.Образцы были подготовлены и вырезаны в соответствии с ASTM D1037-06a (ASTM 2006). Нагрузка и прогиб были измерены, а MOR и MOE были рассчитаны в соответствии с Разделом 9 в ASTM D1037. Размеры образцов были уменьшены за счет ограничения внутреннего пространства камеры, которая имела размеры 400 мм × 400 мм × 550 мм. Исследованные температуры составляли 25 ºC, 75 ºC, 125 ºC и 175 ºC. Образцы предварительно нагревали в камере до тех пор, пока они не достигли равновесия с заданной температурой. Время предварительного нагрева, указанное в таблице 1, было определено в ходе предварительных экспериментов с помощью встроенной термопары, а модель прогнозирования была разработана в предыдущем исследовании (Zhou et al .2012). Механические свойства образцов испытывались в камере при нагреве, когда образцы достигли заданной температуры. Схема эксперимента приведена в таблице 1.
Таблица 1. Экспериментальные факторы и уровни
Были рассмотрены различные температуры, размеры образцов и время предварительного нагрева, в течение которого образцы находились в нагретой среде после того, как их сердцевина достигла заданной температуры. Всего было протестировано 20 групп.Результаты испытаний сведены в Таблицу Приложения. Количество повторений, принятых для каждой группы, составляло шесть.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
МДФ толщиной 12,0 мм и 2,6 мм часто используются в качестве ламината для изготовления более толстых и изогнутых деталей мебели. Влияние температуры на прочность на изгиб и MOE было изучено, чтобы понять характеристики изгиба образцов МДФ различной толщины. Кривые нагрузка-перемещение образцов МДФ толщиной 12 мм, полученных при испытании на изгиб при различных температурах, показаны на рис.1. Можно заметить, что как изменения прочности на изгиб (MOR), так и MOE не были значительными при повышении температуры с 25 ºC до 75 ºC. Прочность на изгиб и MOE снизились на 28,3% и 29,7% соответственно. Сообщалось о монотонной, линейной и убывающей зависимости между прочностью на изгиб и температурой от 20 ºC до 140 ºC при времени воздействия 180 минут (Bekhta et al. 2003). Однако в этом исследовании прочность на изгиб и MOE существенно не изменились при повышении температуры с 75 ºC до 125 ºC.Аналогичные результаты были получены в предыдущих исследованиях влияния температуры на прочность заделки и прочность на сжатие массивной древесины (Moraes et al. 2005; Manriquez and Moraes 2010). Температура размягчения или стеклования древесины считается одной из основных причин этих наблюдений за механическими свойствами древесных материалов при повышенных температурах.
Рис. 1. Типичные кривые нагрузка-смещение для МДФ 12,0 мм при различных температурах
Некоторые исследователи сообщают, что температура стеклования ( T г ) различной твердой древесины при разном содержании влаги находится в диапазоне от 60 ºC до 115 ºC (Becker and Noack 1968; Hoglund et al. 1976; Atack 1981; Irvine 1984; Salmen 1984; Kelley et al. 1987; Остберг и др. 1990). Температура размягчения гемицеллюлозы и лигнина составляет примерно 30 ºC и 70 ºC при влажности примерно 10% (Kelley et al. 1987). Исследования показали, что термическое размягчение древесины происходит в диапазоне от 115 до 145 ºC (Blechschmidt et al. 1986). Можно сделать вывод, что механические свойства материалов на основе древесины регулируются аналогичным механизмом размягчения, когда температура находится в диапазоне от 75 ºC до 125 ºC.Прочность на изгиб и MOE снизились на 40,8% и 38,3% при повышении температуры с 25 ºC до 175 ºC. Смола карбамидоформальдегидная (УФ), используемая при производстве панелей МДФ, может иметь большое влияние на механические свойства древесных панелей, особенно когда температура нагрева превышает 125 ºC. Из рис. 1 также можно увидеть, что существует линейно-упругая часть реакции нагрузка-деформация и нет очевидной пост-пластической части.
Кривые нагрузки-смещения для 2.Образцы МДФ толщиной 6 мм при различных температурах показаны на рис. 2. Можно заметить, что прочность на изгиб была почти одинаковой при различных температурах 25 ºC, 75 ºC и 125 ºC. Однако MOE снизился на 26,3%, 28,4% и 57,5%, соответственно, при повышении температуры с 25 ºC до 75 ºC, 125 ºC и 175 ºC. Результаты анализа ANOVA и статистического анализа множественных сравнений для температурного эффекта показаны в таблице 2. Sig. значения для MOE между 25 ºC и 75 ºC, 25 ºC и 125 ºC, 25 ºC и 175 ºC, 75 ºC и 125 ºC, 75 ºC и 175 ºC и 125 ºC и 175 ºC были меньше 0.05, что указывает на то, что влияние различных температур на MOE для этих пар статистически значимо. Значимые значения MOR между 25 ºC и 175 ºC, 75 ºC и 175 ºC, 125 ºC и 175 ºC меньше 0,05, что указывает на то, что влияние температуры на MOR было статистически значимым только при повышении температуры до 175 ºC. Смещение в точке максимальной нагрузки сильно увеличивалось с повышением температуры.
Рис. 2. Типичные кривые нагрузка-смещение для 2.МДФ 6 мм при различных температурах
Прочность на изгиб и MOE снизились на 42,0% и 57,5%, соответственно, при повышении температуры с 25 ºC до 175 ºC. Можно с уверенностью сделать вывод, что жесткость образца МДФ толщиной 2,6 мм уменьшается с повышением температуры. Это открытие объясняет, почему более тонкий МДФ обычно используется в промышленности в качестве ламината для производства более толстых и изогнутых ламинированных деталей мебели. Также интересно отметить, что существует очевидное пластическое поведение кривых нагрузка-смещение.Очень важно обнаружить, что деформирующая способность увеличивается без снижения прочности на изгиб при температуре ниже 125 ºC для образца МДФ толщиной 2,6 мм.
Таблица 2. Статистический анализ влияния температуры на MOR и MOE МДФ толщиной 2,6 мм
Повышение температуры оказывает на изделия из деревянных панелей два эффекта: последующее отверждение УФ-клея и повышение деформируемости древесины в процессе радиочастотного нагрева.Время выдержки и температура играют важную роль. Кривые изгибного напряжения-прогиба при различных временах выдержки для МДФ и фанеры при температуре 125 ºC показаны на рис. 3. Образцы МДФ 2,6 мм, образцы МДФ 12 мм и образцы фанеры 3,8 мм были предварительно нагреты в камере до достичь равновесной температуры. Образцы подвергали нагреванию до заданной температуры в течение 15 минут, а затем 30 минут при заданной температуре перед началом испытания на изгиб. Можно заметить, что как 2.Образцы МДФ и фанеры толщиной 6 мм показали типичное упругопластическое поведение. Пластичность фанеры была более очевидной. Считается, что причина в том, что фанера гораздо ближе к массивной древесине, чем МДФ, из-за ее слоистой структуры.
Результаты теста ANOVA для эффектов времени экспозиции показаны в таблице 3. Можно заметить, что Sig. значения MOE были менее 0,05 для МДФ обеих толщин. Sig. значение MOR было менее 0,05 для МДФ 2,6 мм, в то время как Sig.значение было больше 0,05 для МДФ 12 мм. Эти данные показывают, что время воздействия оказало значительное влияние на MOR и MOE для МДФ 2,6 мм при нагревании. Прочность на изгиб образца МДФ 2,6 мм уменьшалась с увеличением времени выдержки, тогда как MOE демонстрировала противоположную тенденцию. Время выдержки отрицательно сказалось на характеристиках гибки МДФ 2,6 мм. Кратковременное влияние времени выдержки на прочность на изгиб и MOE образцов МДФ толщиной 12 мм и образцов фанеры не было очевидным.
Таблица 3. Статистический анализ влияния времени воздействия на MOR и MOE
Рис. 3. Типичные кривые напряжение-прогиб при изгибе при разном времени выдержки при 125 ºC. М-0, М-15 и М-30 представляют собой разное время воздействия: 0 мин., 15 мин. И 30 мин. Для МДФ 2,6 мм соответственно; PY-0, PY-15 и PY-30 представляют собой разное время экспозиции 0 мин, 15 мин и 30 мин для фанеры соответственно; M12-0, M12-15 и M12-30 представляют собой разное время воздействия 0 мин, 15 мин и 30 мин для МДФ 12 мм соответственно.
Работа, описанная в этой статье, была направлена на разработку предварительных значений параметров процесса для оптимизации пост-горячего прессования с радиочастотным нагревом и для улучшения качества конечного продукта. Однако дальнейшее систематическое исследование необходимо для построения конститутивной модели механизма нагрева деревянных панелей и для хорошего понимания переходных и постоянных воздействий при различных температурах и времени воздействия для лучшего использования деревянных панелей.
ВЫВОДЫ
Влияние температуры на характеристики гибки фанеры и МДФ было изучено с конечной целью оптимизации пост-горячего прессования готовых изделий с помощью радиочастотного нагрева и повышения их качества. Основные выводы заключаются в следующем:
- Прочность на изгиб и MOE уменьшались с повышением температуры во время оценки. Однако это не простая монотонная линейная зависимость между механическими свойствами и температурой.
- Время выдержки отрицательно сказывается на характеристиках изгиба фанеры и МДФ. Процесс пост-горячего прессования должен быть завершен менее чем за 15 минут, если в качестве ламината используется МДФ или фанера для получения более толстой и изогнутой ламинированной детали мебели.
- Толщина МДФ отрицательно сказывается на характеристиках изгиба. Чем тоньше панель, тем лучше свойства изгиба.
БЛАГОДАРНОСТИ
Авторы благодарят Foursea Furniture Ltd. за финансовую поддержку.Мы хотели бы выразить нашу благодарность профессору Ying-Hei Chui из Университета Нью-Брансуика, Северная Каролина, Канада, за его обзор этой статьи.
ССЫЛКИ
Американское общество испытаний и материалов (ASTM). (2006). “2006a D 1037. Стандартные методы испытаний для оценки свойств древесных волокон и материалов для панелей, Американское общество испытаний и материалов, Вест Коншохокен, Пенсильвания, США.
Айрилмис, Н., Лауфенберг, Л. Т., и Винанди, Дж.Э. (2009). «Стабильность размеров и характеристики ползучести термообработанного наружного ДВП средней плотности», евро. J. Wood Prod. 67, 287-295.
Айрилмис, Н., Умит, Б., и Нусрет, А.С. (2010). «Прочность на изгиб и модуль упругости древесных панелей при низких и умеренных температурах», Cold Reg. Sci. Technol. 63, 40-43.
Атак, Д. (1981). «Свойства динамических механических потерь древесины», Philos. Mag. А. 43 (3), 619-625.
Back, E., и Сандстром, Э. (1982). «Критические аспекты ускоренных методов прогнозирования устойчивости древесных плит к атмосферным воздействиям», Holz Roh Werkst . 40, 61-75.
Бехта П., Маруцки Р. (2007). «Прочность на изгиб и модуль упругости ДСП при различных температурах», Holz Roh Werkst . 65, 163–165.
Бехта П., Лецка Дж. И Морзе З. (2003). «Кратковременное влияние температуры на прочность на изгиб древесных плит», Holz Roh Werkst. 61, 423-424.
Бехта П., Ниемз П. (2003). «Влияние высокой температуры на изменение цвета, стабильность размеров и механические свойства древесины ели», Holzforschung 57 (5), 539-546.
Blechschmidt, J., Engert, P., and Stephan, M. (1986). «Стеклование древесины с точки зрения механической обработки целлюлозы», Wood Sci. Технол . 20, 263-272.
Беккер, Х., Ноак, Д. (1968). «Исследования динамической вязкоупругости древесины при кручении», Wood Sci.Technol. 2, 213-230.
Герхардс, К. С. (1982). «Влияние влажности и температуры на механические свойства древесины: анализ непосредственного воздействия», Wood and Fiber 14 (1), 4-36.
Грин Д. У. и Эванс Дж. У. (2008a). «Влияние циклического длительного температурного воздействия на прочность пиломатериалов на изгиб», Wood Fiber Sci. 40 (2), 288-300.
Грин Д. У., Эванс Дж. (2008b). «Непосредственное влияние температуры на модуль упругости сырых и сухих пиломатериалов», Wood Fiber Sci .40 (3), 374-383.
Hoglund, H., Sohlin, U., and Tistad, G. (1976). «Физические свойства древесины по отношению к измельчению стружки», Tappi 59 (6), 144-147.
Ирвин, Г. М. (1984). «Стеклование лигнина и гемицеллюлозы и их измерение с помощью дифференциального термического анализа», Tappi 67 (5), 118-121.
Коджафе, Д., Понсак, С., Болук, Ю. (2008). «Влияние термической обработки на химический состав и механические свойства березы и осины», BioResources 3 (2), 517-537.
Келли, С. С., Риалс, Т. Г., и Глассер, В. Г. (1987). «Релаксационное поведение аморфных компонентов древесины», Журнал материаловедения 22, 617-624.
Манрикес, М. Дж., И Мораес, П. Д. (2010). «Влияние температуры на прочность при сжатии параллельно зерну парики», Constr. Строить. Матер. 24, 99-104.
Мораес, П. Д., Рогом, Ю., и Боке, Дж. Ф. (2005). «Влияние температуры на прочность заделки», Holz Roh Werkst. 63, 297-302.
Остберг, Г., Салмен, Л., и Терлецкий, Дж. (1990). «Температура размягчения влажной древесины с помощью дифференциальной сканирующей калориметрии», Holzforschung 44 (3), 223-225.
Салмен, Н. Л. (1984). «Вязкоупругие свойства лигнина in situ в водонасыщенных условиях», J. Mater. Sci. 19, 3090-3096.
Синха А., Джон А. Н. и Гупта Р. (2011). «Термическая деградация прочности на изгиб фанеры и ориентированно-стружечных плит.Кинетический подход », Wood Sci. Технол . 45, 315-330.
Sonderegger, W., and Niemz, P. (2006). «Влияние температуры на прочность на изгиб и MOE различных деревянных материалов», Holz Roh Werkst. 64, 385-391.
Сузуки С. и Сайто Ф. (1987). «Влияние факторов окружающей среды на свойства ДСП. I. Влияние температуры на свойства изгиба », Мокузай Гаккаиси 33 (4), 298-303.
Янг, С.А., и Клэнси, П. (2001). «Механические свойства древесины при сжатии при температурах, имитирующих условия пожара», Fire Mater. 25, 83-93.
Ю. Д. X., Остман Б. (1983). «Прочность на разрыв древесностружечных плит при различных температурах и содержании влаги», Holz Roh Werkst. 41 (7), 281-286.
Чжоу, Дж. Х., Ху, С. С., Ху, С. Ф., Юнь, Х., Цзян, Г. Ф., Чжан, С. К. (2012). «Аналитическое решение и моделирование переходных процессов теплопередачи при нагреве древесноволокнистых плит средней плотности» с помощью метода конечных элементов (МКЭ), Труды по материалам и термообработке. 33 (5), 143-148.
Статья подана: 3 марта 2012 г .; Рецензирование завершено: 2 июня 2012 г .; Доработанная версия получена: 12 июня 2012 г .; Доработаны и приняты: 17 июня 2012 г .; Опубликовано: 22 июня 2012 г.
Приложение таблица Механические свойства фанеры и МДФ в различных условиях эксперимента
(Не очень) Впереди опасные кривые
Мастера по дереву , мы тратим много времени на то, чтобы наши проекты заканчивались прямыми, плоскими и квадратными.Но не вся обработка дерева прямолинейна. Изгибы и изгибы помогают разделить прямые линии, добавляя разнообразия дизайну. Включение этих элементов в ваши проекты определенно улучшит вашу игру в деревообработке.
Совет! Чтобы сэкономить время, приобретите МДФ с пропилом, доступный в листах 2×4 ‘.
Традиционная парогибка включает в себя специальное оборудование и работу с горячими деталями в спешке, часто с непредсказуемыми результатами.К счастью, следующие методы и материалы позволяют создавать проекты из гнутой древесины без пара. Взгляните на эти подходы к изгибу дерева и посмотрите, сможете ли вы применить один из них в будущем проекте по деревообработке.
Срази свой энтузиазм
Используйте онлайн-калькулятор для определения расстояния между пропилами.
Гибка пропила включает в себя нарезание ряда равномерно расположенных поперечных пропилов на обратной стороне куска дерева или фанеры.Прорези останавливаются незадолго до того, чтобы пройти через всю толщину заготовки, что позволяет сгибать ее. В отличие от некоторых других методов гибки, согнутая в пропил деталь сама по себе не сохраняет свою форму и должна быть прикреплена к несущей конструкции, например к фартуку, добавляемому к столу для полумуфты, как показано выше .
Гибка пропила лучше всего подходит для узких деталей, которые можно легко разрезать на столовой пиле. Расстояние и глубина пропила определяют, насколько сильно вы можете согнуть заготовку.Чем ближе пропилы, тем меньшего радиуса можно добиться. Чтобы определить подходящий интервал и глубину, сначала сделайте серию надрезов в тестовом образце.
Сделайте пропил на вспомогательном упоре для углового упора и вырежьте указательный штифт по размеру. Приклейте штифт к пропилу и расположите его от лезвия на желаемом расстоянии между пропилом.
Посмотрите видео о распиловке фанеры.
Сделайте первый пропил на пилке прямо в том месте, где вы хотите, чтобы изгиб начинался.Затем прорежьте последующие пропилы, используя вспомогательный упор для углового упора с установочным штифтом [ Фото A, выше , B, ниже ]. Сделав пропилы, попробуйте согнуть кусок, придав ему желаемую форму. Если образец сломался, поднимите лезвие, чтобы пропилить немного глубже. Если вы не можете согнуть деталь до нужного радиуса или если вы заметили грани (плоские пятна) между пропилами, расположите пропилы ближе.
После прорезания каждого пропила наденьте этот пропил на указательный штифт, чтобы прорезать следующий.Продолжайте этот пошаговый процесс, пока не дойдете до пропила, на котором вы хотите, чтобы изгиб закончился.
После определения правильной глубины и интервала прорежьте заготовку и согните ее вокруг каркаса проекта, чтобы проверить соответствие. Используйте зажимы и герметики, чтобы удерживать деталь на месте, пока вы склеиваете или закрепляете ее на месте.
Играйте с податливой фанерой
Совет! Производители предлагают гибочную фанеру в листах 4 × 8 ‘и 8 × 4’ в зависимости от направления гибки.Лист размером 4 × 8 футов сгибается в высокий узкий столбчатый цилиндр. Лист 8 × 4 ‘сгибается в широкий короткий цилиндр, напоминающий бочонок.
На первый взгляд гнущаяся фанера выглядит как обычная фанера. Но вместо нескольких слоев, склеенных с чередующимися направлениями волокон, сгибаемая фанера состоит из одного или двух основных слоев с волокнами, идущими в одном направлении, с перпендикулярной лицевой облицовкой [ Фото C, ниже ]. Гибкая фанера бывает разной толщины: 1 ⁄ 4 «и 3 ⁄ 8 «самый распространенный.Его продают в некоторых домашних центрах, или вы можете заказать его через Интернет.
Лицевая облицовка гнутой фанеры проходит перпендикулярно волокнам стержневой фанеры. В результате получается гибкая фанера, которую легко гнуть вручную.
Посмотрите, как из гнутой фанеры делают стол для полусферы.
Используйте один слой фанеры, чтобы обернуть гладкую пленку вокруг рамы или подложки, например, при создании декоративной колонны или изогнутой передней части бара или кухонного острова.Для конструктивных элементов, таких как изогнутый фартук стола, приклейте несколько слоев вокруг формы из фанеры или МДФ, добавив шпон по вашему выбору на внешний слой. После высыхания клея слои фанеры сохраняют форму формы практически без упругого возврата.
Чтобы создать сборку из нескольких слоев, обрежьте слои фанеры на несколько дюймов длиннее (или шире), чем необходимо, чтобы учесть изгиб и позволить обрезку впоследствии. Вырежьте дополнительный слой из гибкой фанеры, чтобы использовать ее в качестве герметика во время зажима.Отметьте центральную линию всех слоев по их краям и сделайте соответствующую отметку на своей форме, чтобы помочь выровнять детали во время склейки.
Используйте медленно схватывающийся клей (например, Titebond III или Titebond Extend), чтобы дать себе больше рабочего времени. Нанесите ровный слой клея на каждый слой с помощью поролонового валика, по ходу накладывая каждый слой на предыдущий, выравнивая центральные метки. В последнюю очередь приклеиваем шпон.
Зажмите склеенные слои в центре формы, используя дополнительный слой фанеры с внешней стороны в качестве прижимного уплотнения.Вощеная бумага под узлом улавливает выдавленный клей.
Прижмите слои к форме в центре, чтобы удерживать их на месте [ Фото D, выше ]. В зависимости от размера и формы вашей формы используйте ленточные зажимы, стержневые зажимы или их комбинацию, чтобы плотно прижать слои к форме, работая от центра к краю [ Фото E, F, ниже ].
Наденьте ленточный зажим на сборку и затяните зажим, чтобы плотно прижать фанеру к форме.
Добавьте второй ленточный зажим, при необходимости временно снимая штанговый зажим. Убедитесь, что фанера плотно прижата к краю без зазоров.
Узнайте об использовании вакуумного пресса.
Установив зажимы на место, убедитесь, что слои не смещены. При необходимости используйте молоток и брусок, чтобы заставить слои смыться. После высыхания клея снимите сборку с формы и соскребите все выдавливание.Обрежьте заготовку по окончательной ширине и длине.
Гнущаяся фанера тоже поддается работе с вакуумным прессом. Выполните ту же процедуру, что и выше, но вместо зажимов поместите склеенные слои и сформируйте в вакуумный мешок.
Разорви их и заверни
Посмотрите, как работает гнутая ламинация.
Ни для кого не секрет, что тонкая полоска дерева гнется легче, чем толстая. Гнутое ламинирование основано на этом принципе путем ламинирования нескольких тонких слоев древесины вокруг формы.После высыхания клея объединенные полоски сохраняют форму формы, сохраняя при этом структурную прочность массивной древесины.
Начните с изготовления гнутой формы из массива дерева или склеивания слоев МДФ, ДСП или фанеры. В отличие от гибкой фанеры, ламели из цельной древесины имеют тенденцию слегка отскакивать после склеивания. Чтобы противодействовать этому, вы можете немного сузить изгибы своей формы. Отшлифуйте края формы и заклейте их упаковочной лентой, чтобы клей не прилипал к форме.Добавьте отверстия или отверстия в форму, если это необходимо для зажимов, как в форме для фартука стола с изогнутым пропилом, показанной на фотографии проема .
Что касается ламината, выберите легко гнущуюся породу дерева, например, дуб, ясень, орех или красное дерево. Ищите прямое волокно, идущее параллельно лицевым сторонам доски, чтобы свести к минимуму вероятность того, что полосы сломаются при их сгибании. Из сверхдлинной и сверхширокой заготовки нарежьте полоски, так как после склейки вы обрежете собранный ламинат по размеру.
Распилите пластинки из заготовки ленточной пилой, используя параллельную планку, чтобы они были одинаковой толщины. (Отрежьте лишние на случай разрыва.) Правильная толщина ламината зависит от того, насколько сильно изгибается и сколько листов вы сгибаете за раз. Более толстые листы требуют большего давления зажима и обладают большей упругостью. Обычно пластинки между 1 ⁄ 16 «и 1 ⁄ 8 Лучше всего подойдет толстая, но после того, как вы разрежете первую полоску, попробуйте согнуть ее по форме.Если он сломается, отрежьте более тонкую полоску и повторите тест. После распиливания всех полос сгладьте пропиленные поверхности с помощью барабанной шлифовальной машины или строгального станка [ Фото G, ниже ].
Строгальные салазки предотвращают повреждение тонких деталей при их прохождении через строгальный станок. Закрепите полосы короткими отрезками двусторонней ленты.
Перед тем, как выломать бутылку с клеем, сделайте пробный прогон, сложив листы, согнув их по форме и закрепив их на месте.Предварительное сгибание полосок помогает предвидеть любые проблемы, а также делает полосы более гибкими для настоящих вещей.
Совет! Смочите ламинат водой непосредственно перед приклеиванием, чтобы обеспечить дополнительное открытое время во время сборки.
Для приклеивания выберите медленно схватывающийся клей или эпоксидную смолу, чтобы у вас было достаточно рабочего времени. Нанесите клей на ламели, сложите их и положите на форму.Зажмите стопку в центре формы, затем добавьте дополнительные зажимы, двигаясь по направлению к концам [ Фото H, ниже ]. Убедитесь, что зажимы плотно прижимают пластинки друг к другу по всей длине без зазоров. Если ламели начинают смещаться, воспользуйтесь зажимом или молотком и деревянным бруском, чтобы выровнять их.
Гнутые листы требуют большого количества зажимов. Пространственные зажимы на расстоянии примерно 6 дюймов друг от друга для максимального давления и устранения зазоров.
Если у вас не получается согнуть все листы вокруг формы за один раз или для больших склейок с большим количеством слоев, работайте поэтапно.Склеивайте по несколько полосок за раз, дайте клею высохнуть, а затем добавьте дополнительные полосы.
Оставьте ламинат в форме, пока клей полностью не высохнет (обычно на ночь). Затем снимите сборку с формы и соскребите излишки клея. При необходимости выровняйте или отшлифуйте края и обрежьте концы по длине.
Согните его из коробки
До недавнего времени единственный способ согнуть толстую твердую древесину — пропарить ее до тех пор, пока она не станет податливой. Но относительно новый продукт, известный как древесина лиственных пород Cold-Bend, можно гнуть вручную при комнатной температуре [ Фото I – K, после ].
Не используя ничего, кроме давления руки, скручивайте и сгибайте твердую древесину Cold-Bend в узкие изгибы — даже сучки.
Согните древесину вокруг формы вручную, используя зажимы, чтобы удерживать ее на месте во время высыхания. Мы даем этой катушке высохнуть вокруг дюбеля диаметром 3 дюйма в течение 12 часов.
После извлечения из формы древесина сохраняет форму и 90-95% своей первоначальной прочности.
Посмотрите, как легко гнется это изделие.
Древесина лиственных пород Cold-Bend производится и продается компанией Pure Timber LLC.Процесс начинается с тщательного выбора пиломатериалов с прямым волокном и их пропаривания в автоклаве. Затем древесину сжимают в продольном направлении примерно до 75-85% от исходной длины, сохраняя при этом исходную ширину и толщину. Этот процесс сжимает клетки древесины как гармошку, как в гибкой трубочке для питья.
Вынув древесину из пресса и дав ей остыть, ее упаковывают и отправляют во влажном виде. Вырежьте кусок из блока и просто согните его в желаемую форму либо по форме, либо от руки.После высыхания он сохраняет свою форму. Согласно Pure Timber, оставшуюся древесину храните в пластиковой упаковке, и она сохраняет свою эластичность в течение нескольких лет.
Приобретайте древесину лиственных пород Cold-Bend пяти распространенных домашних пород: красный дуб, белый дуб, ясень, клен и вишню. (Иногда также доступны и другие породы.) Хотя и несколько дорого (цены начинаются примерно с 40 долларов за дощатый фут и повышаются в зависимости от породы и размера доски), он позволяет гнуть древесину способами, с которыми нелегко сделать. любым другим способом.
Гибочная фанера ⋆ 🌲 ThePlywood.com
Изогнутые панели всегда были частью изысканной мебели, краснодеревщика и архитектурной отделки. Значительно более твердые и, следовательно, более дорогие, чем плоские панели, изогнутые панели — это одна из вещей, которые мастера по дереву используют, чтобы отличить свою высококачественную работу от более приземленной обработки дерева. Хотя не вся тонкая обработка дерева включает в себя изогнутые панели, достаточно того, чтобы мы могли легко провести это различие, рассматривая его как нечто связанное только с самой прекрасной работой.
Частично то, что делает мебель и архитектуру из изогнутых панелей одними из лучших, — это то, насколько редко это можно увидеть. Отчасти это связано с высокой стоимостью труда при изготовлении таких изделий, но также связано с редкостью людей, умеющих выполнять этот вид работы. Изготовление гнутых панелей намного сложнее, чем полоски из гнутой древесины, которые можно использовать на качелях из гнутой древесины.
Собираете ли вы стул, конструируете рампу для скейтборда, работаете над моделью или делаете колонны для своего дома, сгибание фанеры может быть частью процесса.Гнуть фанеру можно несколькими способами. Наилучший метод использования частично зависит от размера вашего проекта, частично от типа и толщины используемой фанеры и частично от имеющихся у вас ресурсов.
Степень изгиба определенного куска фанеры во многом зависит от типа фанеры, которую вы используете, а также от ее толщины. Очевидно, что более тонкая фанера будет более гибкой, чем более толстые листы. Изделия из фанеры, которые разработаны специально для гибки, часто имеют более узкий радиус изгиба, чем другие типы фанеры, даже если другая фанера такая же тонкая.
Как гнуть фанеру
При сгибании фанерных листов всегда лучше использовать несколько тонких листов и скреплять их вместе, чем использовать один более толстый лист. Этот процесс занимает немного больше времени, но создает меньше проблем и дает визуально приятные результаты — идеально подходит для мебели и других проектов, где внешний вид является главной задачей. Балтийская береза - отличный выбор фанеры для этого.
Какой бы из следующих методов гибки фанеры вы ни выбрали, убедитесь, что вы работаете медленно.Это позволяет древесным волокнам постепенно растягиваться, снижая риск растрескивания или поломки.
Гибка фанеры в формах
Возможно, самый простой способ согнуть фанерные панели — это использовать ту же идею, что и вышеупомянутый рокер из гнутой древесины. То есть использовать форму для гибки фанеры. При этом необходимо, чтобы форма была прочнее, чем фанера, которую нужно гнуть, так как фанера будет прижиматься к форме, когда она принимает новую форму.
Начните с создания формы, которая соответствует окончательному размеру, который вы хотите для своей детали.МДФ — хороший продукт для этой цели, поскольку он достаточно прочен, чтобы удерживать фанеру. Но подкрепите МДФ более тяжелыми конструктивными элементами, чтобы удерживать его на месте.
Вырежьте кусочки тонкой фанеры по размеру формы. Хорошей идеей будет сделать куски фанеры длиннее, чем необходимо, а позже обрезать излишки. Работая быстро, поместите полосы фанеры в формы по одной. Покройте верх каждой полоски обильным слоем столярного клея перед добавлением следующей полоски дерева.Не используйте для этого строительный клей. Плотно сожмите форму и дайте фанере застыть в течение 8–24 часов, пока вы не будете уверены, что клей полностью высохнет. Фактическое время будет зависеть от размера и формы.
Фанера для пропила
Название этого метода происходит от пропила, используемого для придания жестким листам фанеры способности изгибаться. Это одно исключение из «правила» толщины гнуть фанеры о выборе самых тонких листов. Вы можете довольно легко согнуть фанеру толщиной более ½ дюйма.
Идея состоит в том, чтобы сделать серию надрезов на обратной стороне фанеры, чтобы было место для общего размера листа, чтобы сжаться в пространство, образованное надрезами, что сделало возможным изгиб. Тщательное расположение разрезов очень важно, так как это повлияет на то, где будет ваша кривая в целом. Сочетание гибки пропила с прямыми участками позволяет изготавливать детали с закругленными углами.
Тщательно выбирайте фанеру для пропила: береза или балтийская береза - отличный выбор.Фанера из хвойных пород для этого не подходит. Вы также не можете использовать этот метод для OSB и других изделий из инженерной фанеры. Воспользуйтесь онлайн-калькулятором расстояния между пропилами, чтобы определить, сколько надрезов вам нужно сделать и как далеко друг от друга нужно расстояние между надрезами для гибки пропила.
Убедившись в правильности своих расчетов, с помощью пилы с радиальным рычагом или настольной пилы прорежьте прорези в фанере с обратной стороны. Эти пропилы должны проходить почти на всем протяжении фанеры, не доходя до лицевого шпона.Если надрезы слишком мелкие, фанера не сгибается. если они будут слишком глубокими, кусок сломается, а не погнется. Перед тем, как разрезать готовый кусок, рекомендуется сделать хотя бы один пробный изгиб на обрезке дерева, если он у вас есть.
Когда вы будете готовы сгибать, заполните пропилы столярным клеем и аккуратно согните кусок, придав ему желаемую форму. Может быть полезно сделать этот изгиб вокруг любой торцевой детали или вставок, которые будут использоваться с изогнутой деталью, чтобы обеспечить хорошее прилегание.Вставьте шлицы на место и дайте достаточно времени для застывания — неделя идеально подходит для таких предметов, как столы и стулья. Когда закончите, отшлифуйте клей и используйте шпатлевку, чтобы скрыть его, прежде чем закончить свой проект по желанию.
Также можно купить фанеру, уже распиленную для гибки пропила. Это идеально подходит для архитектурных колонн или других крупных проектов, которые имеют большую кривизну. Это избавляет от необходимости делать пропил самостоятельно, что практически невозможно для таких больших деталей, без наличия столярной пилы с удлинителями.Фанера, предварительно нарезанная для гибки пропила, будет обрезана по всей длине листа, за исключением небольшого количества фанеры на каждом конце.
Гибка фанеры с паром
Вы можете подумать, что парогибочная фанера подходит для любых проектов, но этот метод лучше всего подходит для небольших деталей, таких как детали моделей. Причина этого в том, что если у вас нет огромного сосуда, в котором можно поддерживать горячую температуру, невозможно поддерживать влажность и тепло достаточно долго, чтобы достаточно пропарить большие куски фанеры (например, дверцу шкафа) для сгибания.
Начните с решения, как формовать древесину, когда она выходит из пароварки. Создайте форму из 2х4, зажимов и вырежьте части формы, чтобы придать вам готовую форму, которую вы хотите. Вам не нужна форма для создания полного контура, просто для удержания фанеры в этом контуре. Если в вашей форме достаточно структурных элементов, чтобы гарантировать этот изгиб, нет необходимости в верхней части для сгибания фанеры. Вам нужно будет настроить эту настройку перед обработкой фанеры паром, чтобы можно было сразу перейти от пароварки к выбранной вами формовочной форме.
Затем установите пароварку. Наденьте термостойкие перчатки и положите фанеру в корзину для пароварки. Накройте кастрюлю крышкой и дайте дереву пропариться в течение часа на каждый дюйм толщины. Если ваша древесина имеет толщину 1/8 дюйма, она должна пропариться около 7 ½ минут.
Когда фанера будет готова выйти из пароварки, снова наденьте перчатки. Осторожно удалите древесину и при желании поместите ее на формы. Зажмите его на место и дайте ему полностью высохнуть.
Термогибочная фанера
Тепловой изгиб обычно используется для изготовления деревянных музыкальных инструментов, таких как гитары и скрипки. Хотя обычно это твердая древесина, а не фанера, для обоих работает одна и та же методика. В этом случае вы будете использовать сочетание воды и тепла, что позволит вам сгибать некоторые виды фанеры. В то время как пихта и сосна плохо подходят для этого метода, береза, тополь и красное дерево часто получаются очень хорошо.
Вам понадобится источник тепла для гибки фанеры.Хотя некоторые люди используют горячие полотенца, на самом деле это больше похоже на изгибание паром, чем нагревание. Хотя использование пара в сочетании с теплом эффективно, сгибание с помощью чистого тепла состоит только из тепла.
Хотя вы можете купить гибочные обогреватели, вы легко можете сделать свои собственные из металлической трубы или даже банки из-под кофе (очевидно, металлической). Убедитесь, что внешняя поверхность гладкая, иначе она оставит отпечаток на сгибаемой древесине. Пропановая горелка, используемая для запотевания медной сантехнической арматуры, хорошо работает в качестве источника тепла для вашего гибочного станка.Сделайте прочное металлическое крепление, чтобы удерживать банку или трубку, а также горелку так, чтобы пламя находилось в центре отверстия.
Чтобы согнуть кусок фанеры, начните с создания формы из МДФ или просто создайте каркас с 2х4. Метод создания формы или каркаса будет зависеть от типа проекта, над которым вы работаете, а также от размера фанеры, которую вы собираетесь сгибать. Как и в случае гибки паром, нет необходимости иметь форму с полным контактом поверхности, если она будет удерживать заготовку в желаемой форме.
Вам также понадобится узор, который будет использоваться при сгибании фанеры, чтобы вы могли видеть, приближаетесь ли вы к правильному изгибу. Если с помощью формы легко снимать и снимать кусок фанеры, она также может служить шаблоном; но если нет, то подойдет кусок фанеры или картона с нарисованным на нем контуром.
Положите фанеру ровно и наметьте линию сгиба, по которой вы будете прилагать давление, чтобы согнуть древесину. Включите горелку и разогрейте трубогиб. После нагрева положите заготовку на станок для гибки в плотных термостойких перчатках.Нагрейте фанеру, надавив на нее руками и согнув.
После того, как древесина будет согнута до нужной формы, положите ее в форму и зажмите. Затем замочите полотенца в воде и нагрейте их в микроволновой печи или опустите в кипящую воду. Уложите их на заготовку и скрепите все вместе.
Как согнуть фанеру для рампы для коньков
Гнуть фанеру для рампы для коньков на удивление легко. Степень изгиба или изгиба фанеры достаточно постепенная, поэтому вам не нужно использовать какие-либо специальные методы изгиба.Можно использовать обычные изделия из фанеры, и вам не нужен какой-либо источник тепла.
Начните с использования онлайн-инструмента рампы для расчета размеров и определения расходных материалов для покупки. Обратите внимание, что лучшая фанера для рамп для коньков — 3/8 дюйма или тоньше. После того, как вы построили раму в соответствии со спецификациями, положите фанеру на раму. Начните снизу. Попросите друзей встать на фанеру и постепенно сгибать ее, аккуратно привинчивая ее к каркасу. Если хотите, можете намочить фанеру перед тем, как начать, но это означает, что вам придется подождать, пока она полностью высохнет, прежде чем наносить атмосферостойкое покрытие.
Гибка фанеры Theron BurgerГибка фанеры в двух направлениях
Вы можете использовать любой из описанных выше методов, чтобы согнуть фанеру в двух или более направлениях… по крайней мере, до некоторой степени. Хотя можно сделать многослойный изгиб фанеры, вы должны понимать, что то, что вы пытаетесь сделать, требует, чтобы в центре изгиба было больше материала, чем снаружи. Итак, вы ограничены.
Работайте медленно, заранее установите формы и / или скобы и тщательно производите расчеты.Если возможно, попробуйте свой процесс гибки с помощью куска древесины, прежде чем переходить к основному проекту. Стоит отметить, что гибкая фанера лучше всего подходит для проектов, требующих многократных изгибов в разных направлениях, поскольку этот продукт разработан специально для гибки.
Выбор гибкой фанеры
Несмотря на то, что большинство типов фанеры можно придать мягкому изгибу, не вся фанера действительно гибка. Потратьте немного времени на изучение различных продуктов, доступных для вашего конкретного проекта, чтобы определить, какой из них будет лучшим.Если вы работаете над моделью, художественной инсталляцией или предметом мебели, неплохо было бы присмотреться к продуктам с пометкой «гибкая плита» или «гнущаяся фанера». Эти типы сгибаемой фанеры предназначены для изгиба в разных направлениях без образования трещин, и они могут принимать форму практически любого контура.
Авиационная фанера — хороший выбор для проектов, требующих гибки. Изначально созданная для строительства самолетов во время Второй мировой войны, авиационная фанера сегодня используется в основном для изготовления моделей.Тонкая и гибкая, она сделана без пустот, как у морской фанеры. Это предпочтительнее для гнутых проектов, поскольку в сердечнике нет зазоров, которые могли бы вызвать неровные изгибы.
Кроме того, вы можете найти гибкую фанеру, такую как фанера с радиусной гибкой, которая может сгибаться как в поперечном, так и в длинном направлении. Эти продукты самые универсальные из всех. Они бывают разной толщины и придадут вам желаемый внешний вид.
Применение для гибкой фанеры
Гибкая фанера — потрясающая штука, и как только вы начнете ее использовать, вы можете найти новые оправдания, чтобы добавить проекты в свой список.Вот несколько отличных способов использовать гибкую фанеру в вашем следующем проекте:
- Создайте изогнутые колонны
- Сделайте декоративные арки
- Создайте мебель
- Создайте уникальные фасады краснодеревщика
Стоит отметить, что тонкая декоративная гнущаяся фанера обычно не подходит для наружных работ. Зарезервируйте этот специализированный продукт для интерьерных проектов.
Бонусный ярлык: попробуйте предварительно изогнутую фанеру
Если вы торопитесь или у вас нет подходящего инструмента для гибки фанеры, не отчаивайтесь.Предварительно изогнутая фанера бывает самых разных конфигураций, больших и малых, поэтому вы можете выполнить свой проект с гораздо меньшими усилиями. Если вы не можете найти на месте предварительно гнутую фанеру, быстрый поиск предоставит на выбор несколько онлайн-источников.
(PDF) Влияние температуры на характеристики изгиба древесных плит
ПЕРЕСМОТРЕННАЯ СТАТЬЯ bioresources.com
Zhou et al. (2012). «Гибка деревянных панелей с подогревом», BioResources 7 (3), 3597-3606. 3604
Бехта, п., и Niemz, P. (2003). «Влияние высокой температуры на изменение цвета, стабильность размеров
и механические свойства древесины ели», Holzforschung
57 (5), 539-546.
Blechschmidt, J., Engert, P., and Stephan, M. (1986). «Стеклование древесины из
с точки зрения механической варки целлюлозы», Wood Sci. Technol. 20, 263-272.
Беккер, Х. и Ноак, Д. (1968). «Исследования динамической вязкоупругости при кручении древесины
», Wood Sci.Technol. 2, 213-230.
Герхардс, К. С. (1982). «Влияние влажности и температуры на механические свойства древесины
: анализ немедленных эффектов», Wood and Fiber 14 (1), 4-36.
Грин, Д. У., и Эванс, Дж. У. (2008a). «Влияние циклического длительного температурного воздействия
на прочность пиломатериалов на изгиб», Wood Fiber Sci. 40 (2), 288-300.
Грин Д. У., Эванс Дж. У. (2008b). «Непосредственное влияние температуры на модуль упругости
сырых и сухих пиломатериалов», Wood Fiber Sci.40 (3), 374-383.
Hoglund, H., Sohlin, U., and Tistad, G. (1976). «Физические свойства древесины в отношении
к измельчению стружки», Таппи 59 (6), 144-147.
Ирвин, Г. М. (1984). «Стеклование лигнина и гемицеллюлозы и их измерение
с помощью дифференциального термического анализа», Tappi 67 (5), 118-121.
Коджафе Д., Пончак С. и Болук Ю. (2008). «Влияние термической обработки на химический состав
и механические свойства березы и осины», Биоресурсы
3 (2), 517-537.
Kelley, S. S., Rials, T. G., and Glasser, W. G. (1987). «Релаксационное поведение аморфных компонентов древесины
», Journal of Materials Science 22, 617-624.
Манрикес, М. Дж., И Мораес, П. Д. (2010). «Влияние температуры на прочность при сжатии
параллельно зерну парики», Констр. Строить. Матер. 24, 99-104.
Мораес, П. Д., Рогом, Ю., и Боке, Дж. Ф. (2005). «Влияние температуры на прочность заделки
», Holz Roh Werkst.63, 297-302.
Остберг, Г., Салмен, Л., и Терлецкий, Дж. (1990). «Температура размягчения влажной древесины
с помощью дифференциальной сканирующей калориметрии», Holzforschung 44 (3), 223-225.
Салмен, Н. Л. (1984). «Вязкоупругие свойства лигнина in situ в водонасыщенных условиях
», J. Mater. Sci. 19, 3090-3096.
Синха А., Джон А. Н. и Гупта Р. (2011). «Термическая деградация прочности на изгиб
фанеры и ориентированно-стружечных плит.Кинетический подход », Wood Sci. Technol. 45,
315-330.
Sonderegger, W., and Niemz, P. (2006). «Влияние температуры на прочность на изгиб
и MOE различных деревянных материалов», — Holz Roh Werkst. 64,
385-391.
Сузуки С. и Сайто Ф. (1987). «Влияние факторов окружающей среды на свойства ДСП
. I. Влияние температуры на свойства изгиба », Мокузай Гаккаиси
33 (4), 298-303.
Янг, С.А., и Клэнси, П. (2001). «Механические свойства сжатия древесины при температурах
, имитирующих условия пожара», Fire Mater. 25, 83-93.
Ю. Д. X., Остман Б. (1983). «Прочность на разрыв древесностружечных плит
при различных температурах и содержании влаги», Holz Roh Werkst. 41 (7), 281-286.
Какие панели из МДФ можно гнуть. Как делают гнутые фасады из МДФ: Обзор
В настоящее время все большую популярность стали приобретать гнутые фасады из МДФ для кухни, спальни и других элементов мебельной обстановки.Округлые формы позволяют получить новые дизайнерские решения и создать гармоничное завершение мебельной архитектуры интерьера. Поэтому изготовление гнутых фасадов из МДФ — неотъемлемая часть прогрессивного мебельного производства.
На современном уровне развития в технологии изготовления гнутых фасадов используется специальная плита МДФ . Типа Master Form, Topan Form и т. Д. Толщиной 8 мм. С одной стороны имеет прорезь с интервалом около 5 мм, за счет которой легко засыпается и сохраняет приданную форму.Склеив на шаблоне две заготовки тыльной стороной друг к другу, после соответствующей доработки можно получить полноценные гнутые мебельные фасады толщиной 16 мм.
Другая, более дешевая технология Изготовление гнутых фасадов заключается в формировании стопки тонких листовшу элементов, склейке фитингов и последующем их гибке в специальных формах до окончательного высыхания клея.
Самым ответственным элементом технологии гнутых фасадов из МДФ является изготовление шаблонного каркаса.Радиус шаблона должен быть примерно на 3% меньше необходимого радиуса, так как готовый гнутый фасад из МДФ продолжают выдувать в течение двух недель. По ширине следует допускать крепеж. В качестве материала для шаблона можно использовать остатки ДСП.
Гнутые фасады из МДФ Как правило, он изготавливается из листов гладкого ДВП или ХДФ толщиной 3-4 мм. В качестве первого или нижнего слоя вы можете использовать ламинированный HDF, чтобы придать приятный вид фасаду Future S.внутренний.
Заготовки для гнутых фасадов вырезаются на форматно-раскройном станке с припуском для закрепления на шаблонной раме и дальнейшей обработки.
Листы ДВП или ХДФ с роликами покрываются клеем и складываются в стопку, после чего стопа целиком фиксируется шурупами на шаблоне. Полученная конструкция складывается с помощью вакуумного пресса и покрывается силиконовой мембраной. Процесс склейки происходит в вакууме и длится при температуре рабочей поверхности 40-60 ° С. ° Не менее 40-60 минут.
Полученные гнутые заготовки после полного остывания отправляются в круговой станок для обрезки кулис и доведения до нужного размера.
Фрезерная кромка № В связи с отсутствием более сложного оборудования ручной выпускается фрезерный станок с бортовым фрезером. Рисунок лицевой стороной Выполняется постоянно на фрезерном станке по шаблону.
Для обработки вогнутой поверхности потребуется Станок фрезерный для гнутых фасадов С изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
При повороте гнутых фасадов из пленки МДФ ПВХ на мембранно-вакуумном прессе следует использовать специальные подложки, сохраняющие радиус изгиба полученного изделия.
Технология изготовления гнутых фасадов достаточно легко осваивается начинающим производством. мебельные фасады из МДФ. В то же время возможны некоторые вложения в дополнительное оборудование. Однако, как показывает практика, собственное производство Бутылочные фасады обходятся предприятию намного дешевле, чем закупка готовой продукции.
МФД — это достаточно удобный материал, используемый для изготовления мебели, в том числе изделий необычной формы. Согнуть МФД можно, но это процедура, требующая больших усилий. Для создания гнутых фасадов прекрасным решением будет толщина в 9 миллиметров. Чтобы фасад был ровным с двух сторон, необходимо использовать два листа, которые будут соединяться в один (внешний и внутренний листы).
Как согнуть панель МФД в домашних условиях?
Не во всех случаях нужно отделить только прямую поверхность.Если есть фантазия, то можно создавать декоративные элементы круглого или полускрытого профиля, разного стиля, но что делать с панелями МДФ, имеющими прямоугольный профиль.
Как показывает практика, гибка такого отделочного материала более чем возможна, но при условии использования тонких панелей. Их толщина должна быть не более 3 мм и только под покраску.
Чтобы согнуть панель из МДФ, сделайте лист резаков поперек сгиба. Для того, чтобы все прошло гладко, нужно сделать шаблон, который позволит листам сохранять форму.Далее нужно отрезать кусочки указанного листа МФД, но лучше брать с запасом (в первую очередь, это касается внешнего листа), тогда можно запросто все лишнее разрезать.
Затем на местах сгиба через каждые 5 мм нанесите линии. Далее берем пластину диска и вставляем настройки так, чтобы она не образовывалась примерно на 1 мм. Далее собираем опилки, после чего смешиваем их со столярным клеем и заполняем этой смесью отверстие. Поскольку смесь должна напоминать Кашица, отверстия нужно заполнить шпателем.
Остатки клея и опилки удаляются следующим образом: кисточку смочить водой и обработать ею поверхность, тщательно разглаживая пасту. Положите лист на шаблон и аккуратно придумайте гвозди, которые в последствии снимут (не забивайте их слишком сильно). Далее снимаем заготовку, все слишком сильно нарезаем, цепляем фурнитуру, красим и шлифуем.
Технологию изготовления гнутых фасадов я сразу оговариваю, не придумал (и копирайп назначать не буду, но хочу показать, как делал на основе изученных материалов на форумы).
Существует 2 основных метода изготовления данных фасадов.
С гибкой нескольких слоев тонкого МДФ.
Со специальным МДФ (Master Form, Topan Form и др.), Который предназначен для получения гнутых форм.
В первом варианте Чтобы получить изделие нужного радиуса, требуется изготовление специальных шаблонных каркасов. Радиус на концевых шаблонах повторяет необходимый радиус.
В моем случае все выглядело так.
Каркасы шаблонов изготовлены из остатков и отходов ЛДСП.
В качестве материала для фасада используется ДВП толщиной 3,2 мм. Для получения Фасада необходимой толщины нам понадобятся очерченные заготовки, немного отличающиеся от исходных размеров (должны быть немного больше, для последующей обработки). Сколько их нужно решать исходя из толщины фасадов, в частности, если толщина стандартная 16 мм. Необходимо 5 шт. Там, где будет обратная сторона фасада, целесообразно использовать фокус с облицованными рамками с готовыми рамками шкафов (если вы не хотите заморачиваться с покраской обратной стороны).
После резки заготовки очищаются от пыли. Затем наносится клей на заготовку (я использовал КС и мастеров) и шпателем равномерно выравнивается по всей площади. Затем сверху располагается следующая заготовка и тоже промазывается клеем. Не заманивайте лицевую и тыльную сторону фасада! Получившийся «торт» закрепляем на рамке шаблона.
Так как все обошлось без помощников, я сначала одну сторону самозатяжками закрепил на раме (поэтому понадобился припуск, который потом обрезается), предварительно прогнув весь «пирог», а другую сторону тоже выебал.Дополнительно на натяжение выделяется канцелярский скотч (Эта процедура помогает избавиться от образовавшихся волн по краям.
От волн также помогает гладкая планка, закрепленная сверху по краям с помощью зажимов (на фотографиях она не показана — так сделали последние фасады).
После полного высыхания заготовку освобождают от ленты и саморезов. Далее, чтобы исключить процесс самовсасывания, с тыльной стороны (если ДВП не ламинировано.На ламинате — с лицевой стороны. Хотя кому как.) Фасады крепим мелким самотеком, избегая мест, где будут дырочки под ручку, петлю, стекло. Естественно, для них необходимо присыпать лунку, чтобы шляпки заглушили. Впоследствии эти места откладываются. После всех краев нарезается бревно или циркулярка нужного размера. Края ровные, шлифовальные. За отсутствием ленточных шлифовальных машин заточил закрепляемую на Бруке наждачную бумагу. Если по краю остались трещины, а не пробиты пустоты, их потом зачищают от вздутия.Просверливает отверстия под ручки и петли. Все, изделие готово к покраске …
Во втором варианте Использование шаблонных фреймворков не обязательно, потому что продукт можно изготовить прямо на месте. Перед вами специальный МДФ, в котором есть прорези с интервалом около 5 мм. С одной стороны, и гладкая структура с другой. Суть технологии заключается в следующем: заготовки прикладывают к шаблону или закрепляют на месте фрезерованных сторон внутри и склеивают.Толщина такого МДФ, как правило, составляет 8 мм. А при склейке двух листов получается 16 мм. После высыхания изделие надрезают рядом с концами (по горизонтали), при необходимости кладут песок. Далее так же, как и в первом способе.
В следующей статье мы раскроем секрет технологии «крашеных фасадов». Покраска фасадов МДФ. глянцевые эмали.
В настоящее время все большую популярность стали приобретать гнутые фасады из МДФ для кухни, спальни и других элементов мебельной обстановки.Округлые формы позволяют получить новые дизайнерские решения и создать гармоничное завершение мебельной архитектуры интерьера.
Как гнуть МДФ?
Поэтому изготовление гнутых фасадов из МДФ — неотъемлемая часть прогрессивного мебельного производства.
На современном уровне развития в технологии изготовления гнутых фасадов используется специальная плита МДФ master Form, Topan Form и т. Д. Толщиной 8 мм. С одной стороны имеет прорезь с интервалом около 5 мм, за счет которой легко засыпается и сохраняет приданную форму.Склеив на шаблоне две заготовки тыльной стороной друг к другу, после соответствующей доработки можно получить полноценные гнутые мебельные фасады толщиной 16 мм.
Другая, более дешевая технология изготовления гнутых фасадов — формирование стопки тонких листовых элементов, оплавленных клеем с последующим их гибкой в специальных формах до окончательного оседания клея.
Самым ответственным элементом технологии гнутых фасадов из МДФ является изготовление шаблонного каркаса.Радиус шаблона должен быть примерно на 3% меньше необходимого радиуса, так как готовый гнутый фасад из МДФ продолжают выдувать в течение двух недель. По ширине следует допускать крепеж. В качестве материала для шаблона можно использовать остатки ДСП.
Гнутые фасады из МДФ Как правило, он изготавливается из листов гладкого ДВП или ХДФ толщиной 3-4 мм. В качестве первого или нижнего слоя можно использовать ламинат HDF, чтобы изнутри получился приятный вид на будущий фасад.
Заготовки для гнутых фасадов вырезаются на форматно-раскройном станке с припуском для закрепления на шаблонной раме и дальнейшей обработки.
Листы ДВП или ХДФ с роликами покрываются клеем и складываются в стопку, после чего стопа целиком фиксируется шурупами на шаблоне. Полученная конструкция укладывается вакуумным прессом и покрывается силиконовой мембраной. Процесс склейки происходит в вакууме и длится при температуре на рабочей поверхности 40-60 ° C не менее 40-60 минут.
Полученные изогнутые заготовки после полного остывания отправляются на циркулярную пилу для обрезания подошв и доведения до нужного размера.
Фрезерование кромки В связи с отсутствием более сложного оборудования изготавливается на ручном фрезерном станке с кромкорезной фрезой. Рисунок лица выполняется на фрезерно-копировальном станке по шаблону.
Для обработки вогнутой поверхности потребуется Станок фрезерный для гнутых фасадов С изогнутым основанием, повторяющим радиус изделия и соответствующий шаблон.
При повороте гнутых фасадов из пленки МДФ ПВХ на мембранно-вакуумном прессе следует использовать специальные подложки, сохраняющие радиус изгиба полученного изделия.
Технология изготовления гнутых фасадов довольно легко осваивается новичком в производстве мебельных фасадов из МДФ. При этом возможны вложения в дополнительное оборудование. Однако, как показывает практика, собственное производство гнутых фасадов обходится предприятию намного дешевле, чем закупка готовой продукции.
Другие статьи …
— Фасады (http://prmebelclub.ru/forum/forumDisplay.php?f=30)
| Валериан. | 22.05.2008 17:01 |
Гнутые фасады из МДФ и профиль МДФ: технология производства
Самым интересным и привлекательным для потребителей в последние годы стало использование деталей изогнутой, округлой формы, как основного декоративного элемента мебельного изделия. . Использование деталей округлых форм дает возможность не только получить новые архитектурные и художественные решения мебели, но и убрать острые углы, что по правилам фен-шуй позволяет создать в комнате гармоничное место.
Скрытый текст
В изобретении способов промышленного производства появился шпон, то есть тонкие листы древесины, полученные незаконным делением непосредственно из бревна или предварительно рубленого бруса, и склеена фанера, то есть материал в виде плоских листов, склеенных из несколько листов шпона. Более того, если при склеивании, еще до отверждения клея, листы шпона в пакете можно легко изогнуть на довольно большой угол, то после завершения отверждения клея взаимное смещение отдельных листов исключается и материал принимает заданную форму при склеивании, приобретая высокую прочность на изгиб.В основе этого принципа лежит изготовление скругленных деталей, то есть изделий, сформированных из отдельных тонких листовых элементов, совместно согнутых при склеивании и выдержанных в прессе до полного отверждения клея.
Технология производства мебели из беноклана постоянно совершенствуется и совершенствуется. Одной из самых известных является технология производства гнутых фасадов, разработанная специалистами Всероссийского проектно-конструкторского и технологического института мебели / Спонсор /, специализирующегося на оказании технической помощи предприятиям в организации мебельного производства.Позволяет изготавливать щиты из клееного бруса массивной древесины толщиной 4-6 мм, а также из пиленого шпона.
Конструкцию первого типа — на основе клееного щита из массивной древесины с заполненными бороздками или из нескольких слоев клееного щита — разработчики рекомендуют использовать без облицовки, что подчеркнет красоту и оригинальность текстуры натурального дерева. Финиш — прозрачный лак. Учитывая менталитет российского потребителя, который, в отличие от скандинавов, не привык использовать в бытовой мебели такую древесину сосны и ел, поверхность детали можно покрыть полупрозрачным красителем, который слегка приглушает текстуру. дерево, не закрывая его полностью.
Как гнуть МДФ.
Поверхность осины не обработана так, чтобы не скрыть ее красивых шелковистых переливов.
Второй вид — со средним слоем из низкосортной древесины и облицовкой любым натуральным или синтетическим облицовочным материалом. Особый интерес представляют облицовки из типичного мозаичного щита и из пиленого шпона осины. Конструкции этого типа основаны на использовании малоотходных технологий.
В качестве основного унифицированного элемента при разработке конструкций любого типа принята гнутая деталь с R изгибом от 400 до 600мм, толщиной 16-20мм.Форма и радиус изгиба деталей выбираются на основе анализа современных тенденций в дизайне мебели, представленной на международных выставках в Кельне, Милане и Москве. На основе такой детали, как в детском конструкторе, комбинируя ее различные варианты, можно получить самые разные формы поверхности: круглую, волнистую, с изгибом в вертикальной или горизонтальной плоскостях. При разработке конструкций и технологий большое внимание уделяется обеспечению необходимой жесткости и формы склеиваемых деталей криволинейной формы, а также их экологической чистоты.При этом большое значение имеют физико-механические характеристики используемого клея. Измерение адекватности деталей различной конструкции показало, что детали многослойной конструкции. После изготовления могут происходить незначительные изменения радиуса изгиба в сторону его увеличения. Расстояния между крайними точками радиусной детали через 10 дней после изготовления могут увеличиваться в среднем на 3-4%, что находится в пределах нормы для гнутоклеенных деталей. По истечении этого срока форма стабилизируется и дальнейших изменений не происходит.Для деталей со специальными закладными элементами изменений радиуса изгиба не происходит. Возможно изготовление деталей с помощью деревянных или металлических форм с подогревом, специальных или обычных торцевых прессов, холодных или горячих. Для любого среднего или даже малого предприятия можно найти приемлемый вариант технологии. Последующая механическая обработка и декорирование деталей производятся по традиционным технологиям на обычном оборудовании.
В качестве примера полного технологического цикла производства конкреционной мебели можно привести линию, предлагаемую одним из ведущих поставщиков мебельного оборудования — ками.Подобная линейка была продемонстрирована на одной из новейших мебельных выставок в Москве и привлекла внимание посетителей. Кстати, в сопроводительной документации, предоставляемой поставщиком оборудования, этот процесс не более, не менее «Увлекательный».
Оснащение мебельного цеха с использованием несущих и декоративных балок зависит не только от производительности и принятой технологии производства, но и от будущего дизайна Мебель. Элементы для бутылок могут быть изготовлены из щеточного шпона березы, бука, лиственницы, сосны, а также МДФ.Края элементов nudiceline чаще всего профилируются. Пластмасса узловых деталей облицована строганым шпоном лиственных или ценных пород: бук, ясень, дуб, красное дерево, орех и другие.
Производственный цикл состоит из нескольких операций. Сначала листы шпона подаются на гильотинных ножницах или фурнитуре. Здесь нарезают заготовку по размеру будущего пакета фанеры, чтобы заблокировать блок. Лицевые листы шпона «сорочек» очищаются от пышного или строганного шпона и прошиваются на направляющей машине.Если в качестве материала используется МДФ, листы подаются на форматно-раскройный станок и нарезаются на заготовки, соответствующие размеру будущей упаковки. После гильотинных ножниц или форматно-раскройной машины подготовленный набор твердых листов попадает на клеевые валики, на которые наносится клей и формируется упаковка. Формованный пакет шпона с клеем приклеивается с помощью гидравлического пресса. Находится в форме. У каждого пресса есть своя пресс-форма для формирования отдельного профиля, где происходит прессование горячим способом.Готовые блоки укладываются в стопу, происходит стабилизация их формы. В случае изготовления декоративных элементов без несущей балки (например, фасадов) применяется горячий мембранно-вакуумный пресс с шаблоном. Полученные в результате блоки узелков поступают на круговую или ленточную машину, происходит обрезка выпуклостей из колоколообразных блоков относительно простой формы, а на балансировочной машине — на блоках сложной формы.
Прокатные блоки перемещаются на фуговальный станок, где на их кромке создается базовая поверхность.После обработки блок можно подавать на вертикально-фрезерный станок с нижним расположением шпинделя и вытягивать в отдельные заготовки наборным набором, расстояние между которыми соответствует заданной ширине деталей. Ползавшие и изношенные заготовки поступают на райсумовой станок для калибровки заготовок по ширине детали. Обработка заготовки по ширине на станке Fantasy Cuck up по длине. В подготовленных таким образом деталях на фрезерном станке с помощью профильного фрезы и копировального аппарата выполняется переплетка на боковой поверхности кромки.Затем заготовки балки перемещаются в сверлильно-аддитивный станок. Здесь просверливаются все необходимые отверстия для установки куликов, стяжек и фурнитуры. Если в конструкции изделия предусмотрены соединения, требующие выборки пазов и образующих шипы, соответствующие детали передаются на бурильно-бытовые и нипсеральные станки.
После механической обработки на шлифовальном станке Обрабатываются поверхности плоских боковых поверхностей заготовок и их торцов, внутренние криволинейные поверхности и внешние криволинейные слои деталей, закругления на ребрах.Чистовая шлифовка заготовок осуществляется ручным механизированным инструментом.
Шлифовальные заготовки поступают на предварительную сборку, которая выполняется на верстаках и в салфетках, куда собираются каркасы. Нанесение прозрачного или красящего грунта на изделия производится в окрасочной кабине специальными пистолетами. Затем рама выдерживается в зоне сушки до полного затвердевания грунта, после чего снова передается в шлифовальный отсек для промежуточного шлифования с целью удаления ворса и пузырей на поверхности поверхности.На этом весь процесс нанесения лака в окрасочной кабине завершен.
Эти методы изготовления получили достаточно широкое распространение, особенно в массовом производстве. По отдельности, особенно по мере роста благосостояния населения, часто используется несколько других технологий — для изготовления гнутых изделий обычно используются разные виды трешлинговых тарелок. Специальные типы мДФ Тип «Топан» или «Наоформ» . Но это дорогой импортный материал, к тому же детали из него нужны либо в подкладке, либо в лущеной отделке.
Даже беглый осмотр мебели в магазинах показывает, что огромные возможности заложенные в технологии изготовления балочных элементов используются не в полной мере. Причем технология изготовления, а объем конкреционных элементов просто безграничен! Помимо использования этих элементов в производстве гостиных и спален, перспективным считается использование элементов с деталями в производстве детской и школьной мебели. Отсутствие острых углов, плавность линий, сворачивание позволяет конструировать мебель мобильно и легко, предоставляя свободу передвижения ребенку, исключая возможность получения травм.Еще одно направление, в котором в последнее время успешно используются элементы Nutral, — это мебель для спальни. Сегодня это было самое распространенное в нем сегодня гибкое основание кроватей, поддерживающее собственно матрас, нас по-разному называли — «лат» , «Laethoflexes» . Запустили теперь необходимый элемент Кровати или диваны. Латыши представляют собой типичный скошенный элемент в виде изогнутой пластины, воспринимающей частичную общую нагрузку от лежащего человека. Но в мебели для спальни очень часто используются другие конструктивные и декоративные элементы балки, составляющие каркас ее короля и спинки, элементы обрамления зеркал, прикроватных тумб и шкафов.Эффект пружины, создаваемый элементом скамейки, успешно используется во многих дизайнерских решениях. В зависимости от архитектурного решения они позволяют создавать и недорогую мебель, предназначенную для широкого потребителя, и элитную, используемую в самых престижных интерьерах.
| superduse | 29.07.2008 12:57 |
Используем (кстати, производим) специальные материальные Мастер-формы, для изготовления изделий сложной формы, аналог немецкой Topan Form, MDF FLEX.Этот материал изготовлен из МДФ толщиной 8 мм, с одной стороны, его поверхность гладкая и гладкая, а с другой — «вырезанная». Эта функция позволяет придать желаемую изогнутую форму. Если согнуть и совместить разрезы, чтобы склеить два листа, конструкция потеряет гибкость и сохранит прилегающую форму. Использование мастер-формы экономит время на изготовление изделия.
Использование мастер-формы позволяет изготавливать изделия различного радиуса, экономя время за счет простой технологии склейки.
Материал предназначен для изготовления фасадов и мебельных каркасов.
Размеры:
2800×1019.
2070×564.
щю фотки тех. Процесс, выложу!
А он так выглядит
fill007 , накладка МДФ 3 и фрезеровка
Открываем, смотрим то, чего не понимаешь. Комментариев нет, все аналогично посту Владуса — просто живые фотки !!
кстати, чтоб не было и речи — между мастерами
стоит простой белый ватман (картон)Плита МДФ, будучи достаточно прочным, удобным в обработке и достаточно экологически чистым материалом, широко применяется при изготовлении мебели для кухонь и ванных комнат.Его удобно использовать и при изготовлении мебели своими руками.
Иногда, как в данном конкретном случае, возникает необходимость сделать гнутые фасады, которые просто не купишь в магазине. Хочу рассказать, как я сделал из МДФ гнутые фасады для шкафчика под круглую раковину умывальника в ванной.
Как сделать гнутые фасады из МДФ
Для изготовления гнутых фасадов мы будем использовать два листа МДФ толщиной 9 мм — один для внутренней стороны фасада, а другой — для внешнего.Фасад будет ровным и с внутренней, и с внешней стороны.
Просто согните плиту из МДФ под небольшой радиус, и даже так, чтобы она оставалась в таком состоянии, не получится. Придется сделать на нем надрезы поперек сгиба.
Сначала делаем выкройку. В моем случае шаблон послужил полочкой будущего шкафа под раковину. Листы МДФ нужно обрезать с запасом по длине и ширине: вы слишком сильно просохнете, а вот пропустить вряд ли получится. Не забывайте, что внешний радиус гнутых фасадов больше внутреннего, а значит, внешняя заготовка должна быть длиннее.
Найдите центры обеих заготовок и отметьте линии обводки по высоте с обеих сторон заготовки: по этим линиям мы потом соединим заготовку перед склеиванием.
Нанесите разметку для пропилов, прежде чем переместить полукруг в прямую плоскость. Каждая линия должна отступать одна от другой на 5 мм.
Настроил дисковую пилу. Так что, чтобы не разрезать плиту слишком глубоко, а недостаточная глубина пропила затруднит сгибание, и плита может даже сломаться. Он не должен составлять примерно 1 мм.
Совет: Перед тем, как приступить к изготовлению стержней на заготовках для гнутых фасадов, потренируйтесь на ненужной обрезке МДФ необходимой длины. Нанесите на них разметку, выпили каждые 5 миллиметров, одну полоску прикрепите к шаблону надрезами наружу, а другую черенками по нему сверху.
Теперь вы будете точно знать, сколько разрезов делается на каждой заготовке перед переходом от полукруга к плоскости. Вы также увидите, что где-то, возможно, нет необходимости делать надрезы каждые 5 мм, и вы можете отрезать часть.
Внося корма в заготовки, опилки не выбрасывайте — они тоже понадобятся.
Заполните надрезы на обеих заготовках макаронных изделий из смеси столярного клея и опилок. Паста должна быть такой консистенции, чтобы она легко заполняла надрезы, но при этом не слишком жидкой. Втираем пасту в срезы шпателем, действуя по срезу от центра снаружи, чтобы не было воздушных карманов.
Разводим клей небольшим количеством воды и, смочив их кисточкой, проходим обе заготовки, разглаживая пасту и удаляем остатки опилок.
Укладываем внутреннюю заготовку на шаблон.
Top размещает наружную заготовку, сочетающуюся с передовыми линиями, в центре заготовок.
Прибиваешь заготовку одна к другой тонкой гвоздике — без фанатизма, чтобы потом гвоздики можно было легко вытащить. Пусть вас не смущает, что от гвоздей останутся дырочки: гнутые фасады все равно будут нанесены, шпаклеваны и покрашены.
Стягиваем всем хозяйством струбцинами, и оставляем до полного высыхания.
Высушенную заготовку нарезаем так, как нам нужно, закрепляем усилители на дверце для установки фурнитуры, шлифуем края.
Вот и все, гнутые фасады из МДФ готовы под отделку.
Как видите, сделать гнутые фасады Задача не самая быстрая и простая, но у вас будет уникальная мебель, которой нет ни у кого.
KerKore от Royal Plywood
Продукция Kerfkore позволяет создавать уникальные изогнутые конструкции, используя их инновационные продукты.Гибкие основы и легкие панели позволяют выйти за рамки традиционных конструкций, материалов и методов. KerfKore
Kerfkore — превосходный выбор для выполнения быстрых, точных и качественных проектов радиуса. Он обеспечивает возможность создания гладких и симметричных внутренних и внешних радиусов до 3 1/2 дюймов. С помощью этого продукта можно получить практически любую желаемую кривую.
Kerfkore — это запатентованный процесс, который состоит из материала сердечника с прорезью, соединенного с очень гибкая пропитанная латексом бумажная лицевая сторона.Это позволяет производить плоское ламинирование ламинатов высокого давления, двухслойного шпона, металлов и других полужестких лицевых материалов, а затем формовать их в необходимые формы без каких-либо телеграфных повреждений, трещин под напряжением или расслоения.
- Плоское ламинирование с последующей холодной деформацией практически любой кривой.
- Обеспечивает изготовление с радиусом 3 1/2 дюйма.
Односторонняя черная бумажная поверхность с сердечником 3/4 дюйма x 8 x 4 PB (изгибы в бочке)
Timberflex
Timberflex идеально подходит для изготовление по индивидуальному заказу, потому что это первая и единственная высококачественная гибкая панель 3/4 дюйма с трехслойной лицевой стороной из итальянского тополя, готовая к покраске или ламинату без необходимости исправления или шлифования.
Панели Timberflex могут изгибаться до радиуса 5 дюймов, они идеально плоские, без провалов, впадин и твердых участков, которые часто встречаются в гибкой фанере.
- Материал, облицованный деревом, который можно формовать в первую очередь, а ламинировать в последнюю очередь.
- Обеспечьте изготовление радиуса 5 дюймов
Лицевой слой из тополя с сердечником 3/4 дюйма x 8 x 4 PB (изгибы в цилиндре)
Flexboard
Flexboard — это гибкий продукт, предназначенный для использования во всех типы радиусных проектов.Он состоит из сердцевины из ДСП с прорезью и лицевой стороной из твердого картона толщиной 0,080 дюйма. Flexboard имеет радиус 10 дюймов, что позволяет быстро и легко изготавливать его без шлифования, исправления или использования нескольких слоев и не требует специальных методов установки. помогает снизить затраты на рабочую силу, обеспечивает однородную поверхность с множеством вариантов лицевой стороны и улучшает качество.
- Материал, облицованный ДВП, который можно формовать в первую очередь, а ламинировать в последнюю очередь.
- Обеспечьте изготовление радиуса 10 дюймов
Стержень SHB 3/4 дюйма x 8 x 4 .08 Лицевая сторона SHB (изгибы в цилиндре)
Стойка сердечника SHB 1/2 дюйма x 8 x 4 0,08 Лицевая сторона SHB (изгибы в цилиндре )
EconoKORE
EconoKORE — это гибкий двухслойный продукт, предназначенный для использования во многих проектах радиусного действия. Он состоит из сердечника из МДФ с пропилом и облицовки из ДВП высокой плотности или фанеры тополя. Рекомендуемый радиус изгиба для Econokore составляет примерно 12 дюймов. Хотя можно получить меньший радиус, перед продолжением лучше провести тест.
- 2-слойный продукт дает возможность формировать кривые с меньшими трудозатратами и меньшими затратами.
- Обеспечивает изготовление радиуса от 10 до 12 дюймов
Сердечник из МДФ с лицевым покрытием 3/8 дюйма x 8 x 4 (изгибы в цилиндре)
Crown Marketing: Спецификация продукта NEATFLEX
Характеристики продукта
NEATFLEX ™ имеет 4-миллиметровую (5/32 «) фанеру S-Grade Birch, приклеенную к 15-миллиметровой платформе MDF Lite. Листы с поперечной / поперечной зернистостью 1220 (48 дюймов) x 2440 мм (96 дюймов) поставляются в виде листов без канавок. граничные края, шириной примерно 40 мм по двум краям, идущим параллельно канавкам.
Возможности гибки
Типичный минимальный радиус изгиба, достигаемый с помощью NEATFLEX ™, составляет 300 мм (12 дюймов). Если требуется меньший радиус, лучше всего использовать NEATFORM ™ Bendy MDF с минимальным радиусом изгиба 150 мм (6 дюймов). Гибкость NEATFORM ™ и NEATFLEX ™ может варьироваться в зависимости от содержания влаги и температуры, и, поскольку он изготовлен из натурального сырья, он может незначительно отличаться от партии к партии.
Водонепроницаемость и огнестойкость
NEATFLEX ™ не изготовлен из огнестойкого МДФ и не рекомендуется для влажных применений.
Температурное кондиционирование
NEATFLEX ™ следует акклиматизировать так же, как и используемый материал для покрытия, клеи, краски или лаки. Если возможно, обратитесь к руководству по изготовлению материала для покрытия, клея, красок или лака.
Размеры и вес| Европейские / метрические панельные обозначения | ||||
| Размер панели | Толщина | Вт./ Лист | Вес / кв.м | Кол-во на поддоне |
| 1220 x 2440 мм Поперечный разрез | 19 мм | 23 кг | 7,72 кг | 20 панелей |
| Обозначение панели в Северной Америке | ||||
| Размер панели | Толщина | Вт./ Лист | Вт / кв. Фут | Кол-во на поддоне |
| 96 «x 48» Поперечный разрез | 3/4 « | 51 фунт | 1,63 фунта | 20 панелей |
Холодные условия
Характеристики изгиба NEATFLEX ™ и других материалов, таких как ламинат, зависят от температуры.