
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:

В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 Опереть руку можно на стол, колено.
Опереть руку можно на стол, колено.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Техника сверху вниз
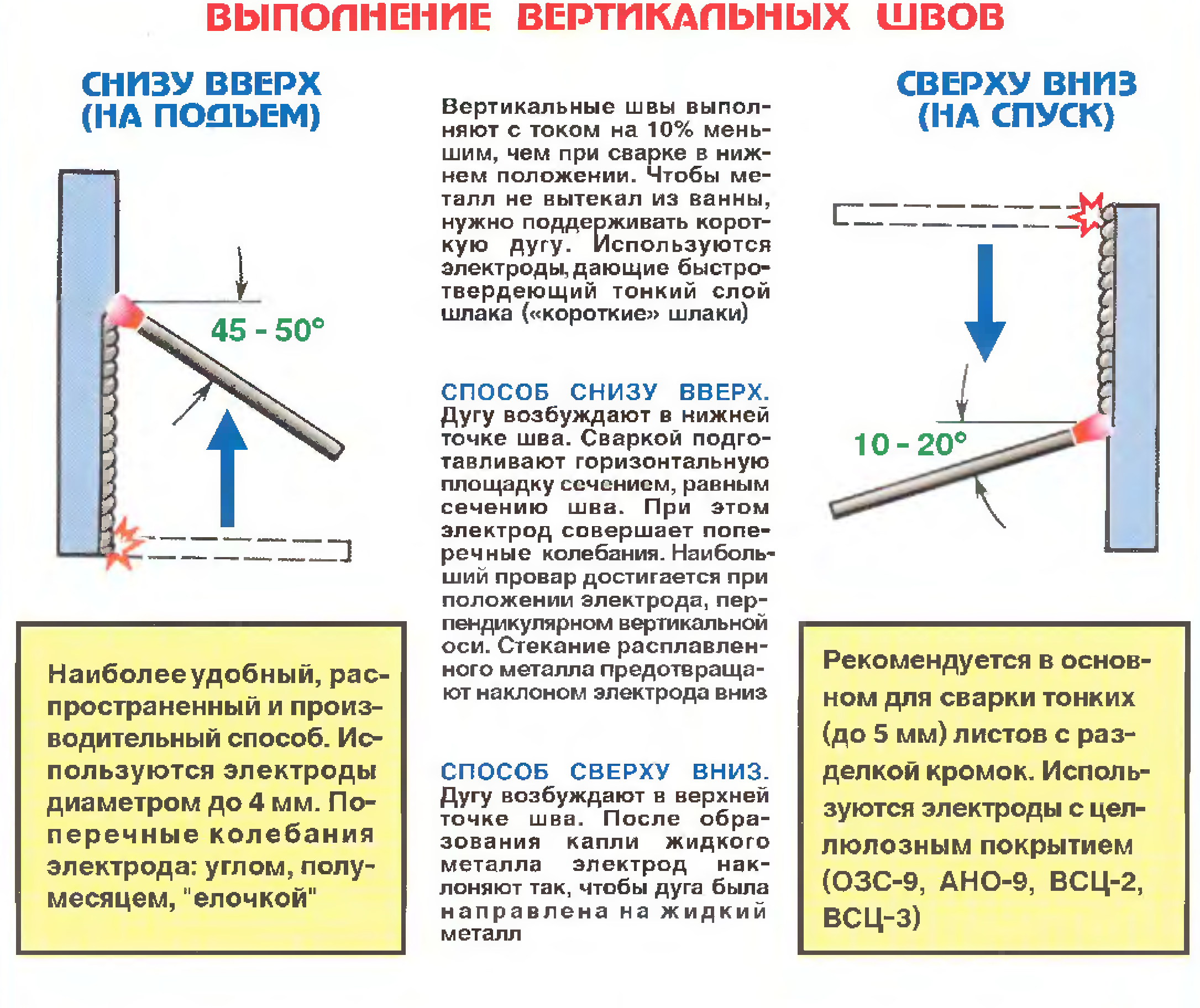
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее.
 При этом стекание расплавленного материала не происходит.
При этом стекание расплавленного материала не происходит. - Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
 При этом стекание расплавленного материала не происходит.
При этом стекание расплавленного материала не происходит.Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Возникновение сварочной дуги
Строение и свойства электрической дуги
Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.

Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.

Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.

Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр. ;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру).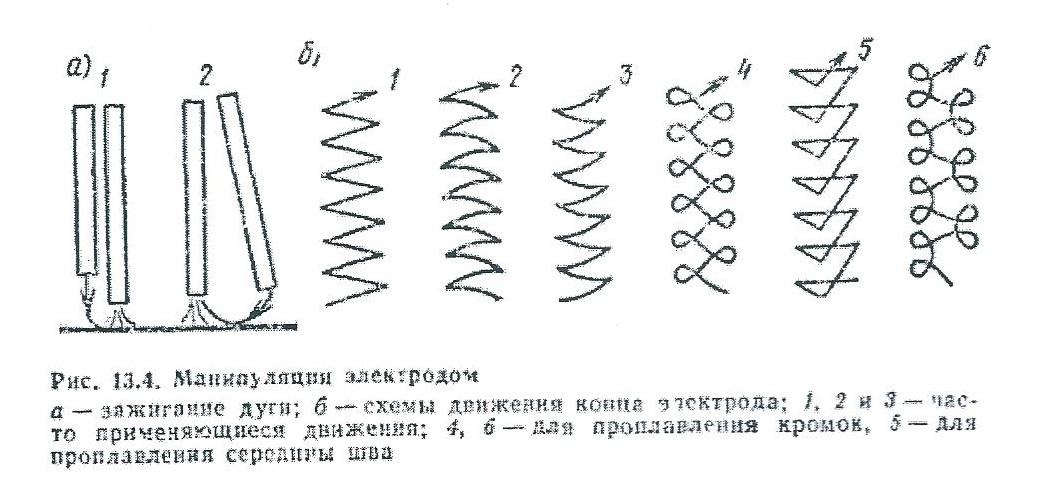 В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Техника ручной дуговой сварки
Траектория движения электрода
- Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
- Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
- Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
- Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
- Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
- Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
 Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Схема дуговой сварки
- Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
- Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
- При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
- Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
 Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.- С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
- Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
- При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
- «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
- Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
- Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
- При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
- Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
- Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
- Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
- При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
- Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
- При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
- Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
- Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Непровар
Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Как правильно варить сваркой электродами
Практически каждый мужчина хотя бы раз в жизни держал в руках сварку. Однако добиться действительно качественного и эффективного результата работы могут далеко не все.
В последнее время сварка электродами завоевала особую популярность. Купить необходимый материал для работы можно на сайте
http://ganza-npf.com.ua/spravochnik-po-elektrodam/elektrody-dlia-svarki-chuguna, но о чем же стоит знать мастеру?
Особенности работы с электродами
Чтобы добиться желаемого результата, вам подойдет сварочный аппарат с максимальным током в 160 Ампер. Сваривание будет качественным только в том случае, если расстояние между электродами и свариваемыми частями будет достигать 6-ти миллиметров.
Вам необходимо внимательно отнестись к выборам электродов, так как от этого зависит качество швов. Обратите внимание на химический состав электрода и на металл, из которого выполнено свариваемое изделие.
Обычно в процессе работы пользуются электродами из чугуна, меди, стали и латуни. Благодаря таким изделиям можно добиться наиболее эффективного и качественного результата.
Тщательно выбирайте наклон электрода при сварке, так как это тоже очень важно. Наиболее оптимальный вариант – это 75 градусов по направлению сварочной дуги.
Хорошего и стабильного горения дуги можно добиться в том случае, если правильно выбрать силу тока. Слабые показатели приведут к тому, что дуга погаснет, а электрод залипнет.
Если же сила тока чересчур большая, то металл будет плавиться и разбрызгиваться. Именно поэтому обратитесь за помощью к профессионалам, которые подберут наиболее подходящие показатели.
Преимущества сварки электродами
С основными особенностями такого вида сварки вы разобрались. А теперь стоит упомянуть о его основных преимуществах:
- процесс работы отличается повышенным уровнем производительности;
- расходные материалы стоят не слишком дорого, поэтому вы сможете сэкономить финансовые средства;
- процесс работы настолько простой, что с ним сможет справиться даже человек без опыта;
- зона нагрева поверхности не слишком большая;
- процесс работы можно механизировать или автоматизировать;
- результат превзойдет все ваши ожидания.
Это основные преимущества сварки электродами, но их перечень можно продолжать до бесконечности. Если вы воспользуетесь таким методом, то сможете добиться наиболее эффективного и качественного результата работы.
Первый урок по дуговой сварке — в этом видео:
ТвитнутьКак начать работать электросваркой для чайников — Ручная дуговая сварка — ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса — быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру. Оно вам надо? Оно вам не надо.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги — 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика — 3.2 мм диаметр. Верхний предел тока — 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно — это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой — зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью — сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру — не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками — значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками — сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря — плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Изменено пользователем ПаниковскийКак правильно варить электродом
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
stroychik.ru
Как праильно варить и подобрать электроды.
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги, которое можно обеспечить с помощью не только правильного выбора электродов, а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию: 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
elektrod-3g.ru
🔧 Как правильно варить электросваркой — DRIVE2
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
www.drive2.ru
Советы новичку как варить сваркой
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппаратИсходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Для подбора нужного диаметра соответствующему металлу можно воспользоваться данными из таблицы.
При подборе электрода стоит знать, что чем больший диаметр, тем более высокую мощность нужно выставить на аппарате.
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле — была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным — был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
Указанное выше — это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Если вы, прочитав эту статью, хотите поделиться собственным опытом обучения, то просим поделиться информацией, как правильно варить сваркой, в комментариях к статье. Какими аппаратами пользовались и что лучше учесть при изучении такой работы, как сварка для чайников.
wikimetall.ru
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
как правильно варить инверторной сваркой? Почему они прилипают? Сварка медных проводов графитовым электродом и другие варианты
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.
Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.
Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.
Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.
Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.
Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.
Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.
Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.
Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.
Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.
Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.
V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:
- голые;
- с покрытием.
Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.
Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги стержневого электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов создавать качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электроды класса прочности E8018 и более высоких классов прочности не следует подвергать более чем трех часам повторной сушки в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Избыточная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите необычно влажные электроды в течение 30-45 минут при температуре 200–230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Определение стержневого электрода
(также известные как сварочные электроды, сварочные стержни, сварочные стержни)
Электроды сварочные — это металлические проволоки с наплавленными химическими покрытиями.Пруток используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки без покрытия определяет размер сварочного стержня. Это выражается в долях дюйма, таких как 3/32 дюйма, 1/8 дюйма или 5/32 ». Меньший диаметр означает, что он требует меньшего тока и наносит меньшее количество присадочного металла.
Тип свариваемого основного металла, сварочный процесс и аппарат, а также другие условия определяют тип используемого сварочного электрода.Например, для низкоуглеродистой или «мягкой стали» требуется сварочный стержень из мягкой стали. Для сварки чугуна, алюминия или латуни требуются различные сварочные стержни и оборудование.
Покрытие из флюса на электродах определяет его действие во время фактического процесса сварки. Некоторая часть покрытия горит, и сгоревший флюс образует дым и действует как щит вокруг сварочной «ванны», защищая ее от воздуха вокруг нее. Часть флюса плавится и смешивается с проволокой, а затем всплывает на поверхность.Эти примеси известны как «шлак». Готовый сварной шов был бы хрупким и слабым, если бы не флюс. Когда сварной шов остынет, можно удалить шлак. Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Электроды для дуговой сварки металла могут быть сгруппированы как неизолированные электроды, электроды с легким покрытием и электроды с экранированной дугой или электроды с толстым покрытием. Используемый тип зависит от конкретных требуемых свойств, включая: коррозионную стойкость, пластичность, высокую прочность на разрыв, тип свариваемого основного металла; и положение сварного шва: плоское, горизонтальное, вертикальное или потолочное.
Серия классификационных номеров Американского общества сварки (AWS) была принята сварочной промышленностью. Приведенный ниже пример идентификации электрода предназначен для стального прутка для дуговой сварки с маркировкой E6010:
.- «E» означает «электрод» для электродуговой сварки
- Первые две (или в некоторых случаях три) цифры (60) указывают предел прочности на разрыв в тысячах фунтов на квадратный дюйм
- Третья (или в некоторых случаях четвертая) цифра (1) указывает положение сварного шва.«O» означает, что эта классификация не используется; «1» — для всех позиций; «2» — только для плоского и горизонтального положения; 3 только для плоского положения
- Две последние цифры вместе (10) указывают тип покрытия и тип необходимого источника питания, 10 органическое покрытие и постоянный ток с обратной полярностью.
- Следовательно, сварочный стержень с номером E6010 обозначает «E» электрод для ручной дуговой сварки с (60) минимальной прочностью 60 000 фунтов на квадратный дюйм., который можно использовать (1) во всех положениях и (10) требуется обратная полярность постоянного тока.
Сварочные стержни и повреждающее действие влаги
Сварочные электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание, а также привести к образованию трещин и ослаблению в зоне сварки. Электроды, находящиеся во влажном воздухе более чем на несколько часов, следует предварительно нагреть перед использованием, а в случае сомнений относительно того, как долго они находились, следует повторно высушить, нагревая в подходящей печи.После высыхания их следует хранить в духовке или влагонепроницаемом контейнере.
Сварочные прутки с низким содержанием водорода являются основой структурной сварки. Этот универсальный электрод, известный сварщикам в этой области как «low-hy», изготовлен таким образом, чтобы содержать менее 0,6% влаги в покрытии, и в соответствии с принятыми в настоящее время стандартами и процедурами сварки он должен храниться в среде, обеспечивающей сухость заводского качества. . Его низкое содержание водорода обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным стержнем для выполнения работ по сварке конструкций.
С низким содержанием водорода 7018 особенно плохо переносит влагу, поэтому перед использованием его необходимо держать в сухом состоянии. В противном случае при сварке это приведет к появлению точечной коррозии и пористости (червоточин), которые являются дефектами сварного шва. Это происходит, когда влага попадает во флюсовое покрытие и позволяет водороду отрицательно влиять на сварочную ванну. Из стержней 7018, которые не были высушены должным образом, сначала может получиться красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже. Продольное растрескивание — это место возникновения трещины, которое следует по длине сварного шва.
Хорошо известно, что перед началом работ по сварке конструкций электроды с низким содержанием водорода необходимо должным образом подготовить, чтобы избежать повреждения сварных швов. Один из способов, используемых для защиты покрытия с низким содержанием водорода, заключается в нанесении двойного покрытия с использованием слоя диоксида титана, чтобы избежать дефектов, когда требуются низкие отложения водорода. Но такие проблемы, как пористость, водородная хрупкость, отсутствие плавления и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не будут храниться в соответствии со спецификациями производителя.
В частности, водород может отрицательно повлиять на сварной шов и некоторые стали в различных условиях. Основным источником присутствия водорода является влага в покрытии электрода, улавливаемая атмосферой. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектного сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, для опоры и внутренней конструкции которых используются сварные стальные балки.
Дефектный сварной шов может привести к обрушению здания или отклонению сварного шва при последующей проверке. Это требует восстановления части металлической внутренней конструкции небоскреба или другого здания, иногда за многие миллионы долларов.
Сварочные электроды изготавливаются с учетом допустимых пределов влажности, соответствующих типу покрытия и прочности металла шва, который будет использоваться с электродом. Затем их упаковывают в контейнер, который был спроектирован таким образом, чтобы обеспечить степень защиты от влаги, которую промышленность считает необходимой для данного типа покрытия.Распространенной ошибкой является открытие контейнера не с того конца или его бросание, что может привести к растрескиванию покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
При любых сварочных работах Очень важно поддерживать температуру стержней или электродов в диапазоне от 100 ° F до 300 ° F. Этот температурный диапазон был определен сварочной промышленностью как достаточный для предотвращения попадания атмосферной влаги на покрытие сварочного стержня и последующего попадания в сварной шов во время процесса сварки.
В частности, необходимо поддерживать электроды с низким содержанием водорода в сухой, постоянно нагретой среде. Спросите любого сварщика, и он порекомендует хранить электроды с низким содержанием водорода в стержневой печи. Любой другой элементарный метод, такой как использование старого холодильника или микроволновой печи со 100-ваттной лампочкой, смехотворен и никоим образом неприемлем для современного сварщика.
Процесс сварки палочкой Введение
SMAW (дуговая сварка защищенного металла) часто называют сваркой штучной сваркой . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь.
Как работает сварка стержнем
Сварка палкой — это процесс ручной дуговой сварки. Требуется расходуемый электрод, покрытый флюсом для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и свариваемыми металлами.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Во время укладки сварного шва флюсовое покрытие электрода разрушается. При этом образуются пары, образующие защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления в металл шва поглотителей, раскислителей и легирующих элементов.
Электроды с флюсовым покрытием
Вы можете найти электроды с флюсовым покрытием различных диаметров и длин.Обычно, выбирая электрод, вы хотите, чтобы его свойства соответствовали основным материалам. Типы электродов с флюсовым покрытием включают бронзу, алюминиевую бронзу, низкоуглеродистую сталь, нержавеющую сталь и никель.
Обычные способы сварки стержнем
SMAW настолько популярен во всем мире, что доминирует в других сварочных процессах в сфере ремонта и технического обслуживания. Он также продолжает широко использоваться в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка порошковой проволокой становится все более популярной в этих областях.
Прочие особенности сварки штангой
Другие характеристики дуговой сварки экранированных металлов:
- Обеспечивает полную гибкость положения
- Не очень чувствителен к ветру и сквознякам
- Качество и внешний вид сварного шва зависят от квалификации оператора
- Обычно он может выполнять четыре типа сварных соединений: стыковое соединение, соединение внахлест, тройник и угловой шов.
Выбор правильного электрода для простой сварки штангой
Выбрать электрод для простой сварки штангой действительно несложно.На самом деле, выбор электрода довольно прост, если вы просто вспомните несколько фактов о стержнях.
Факты, которые следует запомнить, включают:
- При выборе электрода для использования с основным оборудованием для сварки штангой следует учитывать тип выполняемой сварочной работы и свариваемый материал. Как правило, но не всегда, вам нужно использовать электрод с составом сердцевины, аналогичным или идентичным основному материалу.*
- Существует три различных группы электродов, используемых при сварке штучной сваркой: электроды с быстрой заливкой предназначены для быстрого плавления, поэтому скорость сварки может быть максимальной; «Быстрозамороженные» электроды быстро затвердевают для сварки во всех положениях без значительного смещения сварочной ванны до ее затвердевания; Электроды «заливки-замораживания» или «быстрого следования» представляют собой промежуточные стержни.
- Знайте, что обозначают номера электродов.Первые два или три числа указывают, какой будет предел прочности сварного шва на разрыв. Например, если номер стержня равен 6011, будет минимум 60000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Если число начинается с 70 (т. Е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет минимум 70000 фунтов.
- Последние две цифры номера стержня относятся к флюсу на стержне. Чем выше число, тем выше экранирование и тем больше наносится флюса или металла.
- Электрод 6011 подходит для общего обслуживания. При ремонте сталелитейного оборудования этого стержня будет достаточно. Электрод 6011 можно использовать во всех положениях сварки, он хорошо работает с более грязными металлами и может выдерживать неидеальное соединение.
Обычно используемые прутки для сварки стали включают:
- Стержни 6010 и 6011 — отлично работают с более грязными металлами, глубоко проникают и хорошо работают во всех положениях
- 6013 — хорошо работает во всех положениях; не работает также с более грязными металлами; проникает лишь незначительно
- 7018 — легкое проникновение; будет работать в любой должности; лучше всего подходит для чистых металлов
- 7024 — легкое проникновение; лучше всего работает в горизонтальном положении и на чистых металлах
* Примечание: Хотя обычно состав сердечника электрода аналогичен или идентичен составу основного материала, это не всегда так.Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее, иногда желательно использовать электрод с составом сердечника, который значительно отличается от основного металла.
Методы сварки палкой
Дуговая сварка защищенным металлом (SMAW) — это универсальный сварочный процесс, который можно выполнять в любом положении. Сварка в горизонтальном положении всегда предпочтительнее. Однако для некоторых проектов, таких как ремонт машин, требуется сварка в вертикальном, горизонтальном или потолочном положении.
Есть несколько методов, которые можно использовать для зажигания дуги, и есть несколько методов, которые можно использовать для наплавки металла шва. Хотя сварщик может отдавать предпочтение определенной технике, используемая техника может зависеть от конкретной работы, которую необходимо выполнить.
Удар по дуге
Существует два основных метода зажигания дуги при сварке штучной сваркой. Первый метод называется «техникой царапания».«Этот метод похож на зажигание спички. Поражающий конец электрода протаскивают по рабочему месту для зажигания дуги. После установления контакта электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приваривается к изделию, быстрый поворот запястья может освободить стержень.
Второй метод зажигания дуги называется «методом постукивания». При использовании этого метода электрод опускают прямо вниз, чтобы контактировать с обрабатываемой деталью.Затем электрод сразу же отводят от заготовки до точки, где дуга достигла желаемой длины.
Чтобы точно определить правильную длину дуги, нужна практика. Правильная длина дуги зависит от используемого электрода. Дуга должна быть как можно короче, пока край электрода царапает заготовку при каждом движении. Простое руководство для определения правильной длины дуги — это послушать звук дуги. Когда он наберет нужную длину, раздастся резкий потрескивающий звук.Внешний вид наплавленного валика сварного шва является еще одним показателем правильности длины дуги.
Методы сварки
Методы сварки могут различаться в зависимости от используемого электрода и выполняемых сварочных работ. Тип свариваемого металла и положение при сварке могут помочь определить, какой метод сварки будет использоваться.
Общие методы сварки, используемые с электродом E6011, включают:
- Круговой узор, созданный перемещением электрода круговым движением.
- Схема взбивания достигается за счет возвратно-поступательного движения стержня.
- Рисунок плетения для более широких сварных швов, созданных за счет движения из стороны в сторону.
При использовании электродов с низким содержанием водорода хорошо работают круговые движения. Вы также можете просто удерживать стержень и позволить ему заполнить зазор. Поскольку электроды с низким содержанием водорода имеют высокий флюс, колебательное движение может привести к захвату флюса в сварном шве, создавая проблему, называемую включением шлака .Так что избегайте взбивания удилищем этого типа.
При сварке более тонких металлов желательно качательное движение, поскольку это движение предотвращает прожиг электродом отверстия в металле. Круговые или взбивающие движения хорошо работают при работе с металлами небольшой толщины. Схема плетения предпочтительна для работы с толстыми металлами.
Практика, Практика, Практика
Развитие сварочных навыков требует практики.Важно попрактиковаться в зажигании дуги, удержании дуги и наплавке металла шва. Скорее всего, первые несколько попыток не дадут желаемых результатов. Однако чем больше вы практикуете свои техники, тем легче они станут и тем лучше должны быть ваши результаты.
Щелкните здесь, чтобы просмотреть наши печи со стержневыми электродами.
Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов ручных электродов для сварки металлической дугой (MMA).В зависимости от основного компонента флюса они делятся на три категории: целлюлозные, рутиловые и основные. Все электроды состоят из сердечника (обычно диаметром 2,5–6 мм), покрытого флюсом. Сердечник проволоки обычно изготавливается из низкокачественной стали с ободком, а флюсы содержат множество элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные составляющие различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основная составляющая трех возможных типов электродов и защитный газ, создаваемый при их сгорании
| Тип электрода | Основной компонент | Создаваемый защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| Целлюлозное | Целлюлоза | Водород + CO2 |
Основные характеристики электродов для ММА подробно описаны (Bosward, 1980).Следующие параграфы представляют собой обзор интересующих характеристик электродов общего назначения (рутиловых и целлюлозных).
Электрод рутиловый
Разница между электродами E6012 и E6013 заключается в том, что покрытие E6012 содержит натрий, а покрытие E6013 — калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы уравновесить неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) рутиловый электрод дает гладкую поверхность валика, легко удаляет шлак и гладкую дугу. Во время горения покрытие из флюса будет в основном выделять углекислый газ.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевски), ее присутствие, наряду с влагой, означает, что эти электроды выделяют относительно высокий уровень водорода: до 25 мл / 100 г металла сварного шва. (Веб-сайт TWI).Это ограничивает их использование низкоуглеродистыми сталями толщиной менее 25 мм и тонкосортными низколегированными сталями типа C / Mo и 1Cr1 / 2Mo (веб-сайт TWI).
Рутиловые электроды можно использовать для сварки во всех положениях, кроме вертикального нижнего положения. Осаждение можно улучшить, добавив железный порошок, что приведет к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в плоском положении.
Рутиловые электроды обладают средней глубиной проплавления, тихой дугой и небольшим разбрызгиванием (Bosward, 1980).Они образуют большое количество саморастворяющегося шлака, который после сварки требует минимальной очистки.
Это, вероятно, наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая прочность (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1 / A5.1M, 2012
| Требование к ударной вязкости (AWS после сварки) | Температура испытания | Требование предела текучести (МПа) | Типичное требование к растяжению (МПа) |
|---|---|---|---|
| E6012 | |||
| Не указано | 0 ° С | 330 | 430 |
| E6013 | |||
| Не указано | 0 ° С | 330 | 430 |
Электрод целлюлозный
Подобно рутиловым электродам, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми во время сварки, и типом покрытия.Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA может использоваться в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовая защита, создаваемая сжиганием целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два последствия: хорошая защита сварочной ванны и высокий уровень диффузионного водорода в металле шва и зоне термического влияния (HAZ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проникновения из-за образования пробивной дуги (Clyne, 1984), благодаря которой этот тип электродов хорошо известен.
Еще одним следствием содержания водорода в газовой защите является потребность в более высоком напряжении (около 70 В).
Однако основным недостатком этого электрода является также высокое содержание водорода в защитном газе.Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Высокий уровень водорода означает, что любая сталь, сваренная этими электродами, должна иметь очень высокую стойкость к водородному образованию холодных трещин (веб-сайт TWI). Эти электроды в основном используются для обработки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного нагрева.
Еще одно преимущество целлюлозных электродов — их способность сваривать в положении трубопровода печи (или вертикально вниз). Электроды E6010 иногда называют «электродами для печной трубы». Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может быстро наложить сварные швы для поддержания горячего состояния сварки и обеспечения выхода водорода.При работе с толстостенными трубами сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
Количество образовавшихся брызг ограничит использование очень сильного тока (Bosward, 1980). Большое количество дыма вырабатывается целлюлозными электродами (Welding and Cutting, 2013), но количество шлака, которое нужно удалить после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Значения ударной вязкости доступны до -30 ° C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1 / A5.1M, 2012
| Требуемая прочность на удар (AWS после сварки) | Температура испытаний | Типичный предел текучести (МПа) | Типичный предел прочности на разрыв (МПа) |
|---|---|---|---|
E6010 | |||
| 27J | -30 ° С | 330 | 430 |
| E6011 | |||
| 27J | -30 ° С | 330 | 430 |
Его характеристики глубокого проникновения, высокая скорость наплавки и возможность использования в вертикальном нижнем положении означают, что в основном эти электроды используются для прокладки трубопроводов по пересеченной местности, хотя они используются в более ограниченной степени для сварки резервуаров-хранилищ. (Веб-сайт TWI).
В более промышленных условиях использование этого типа электродов обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду уйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку положение сварки вертикально вниз может быть затруднено.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2: 2004) необходимую температуру и продолжительность предварительного нагрева можно определить в зависимости от углеродного эквивалента стали и количества диффундирующего водорода, создаваемого электродом. Это определяет, где электроды классифицируются по пятибалльной шкале, от A до E.
Категория A соответствует электродам, создающим количество диффундирующего водорода более 15 мл / 100 г наплавленного металла.Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Бонишевски (1979), несмотря на приемлемое качество и прочность сварного шва, полученного с помощью целлюлозных электродов (100 Дж Шарпи-V, полученного при -10 ° C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают при высокотехнологичном производстве. такие как морские сооружения или сосуды под давлением
Электроды из целлюлозы сложнее использовать и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают при сварке печных труб или сварке вертикально вниз, но не в качестве сварки. Они подходят в случаях, когда необходимо сваривать большое количество труб или требуется много вертикальной сварки вниз, а не для разовых работ. Скорость движения может достигать 300 мм / мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым запуском многопроходной процедуры. Использование горячего прохода жизненно важно в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и сделанные ранее выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (A) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самостоятельная разблокировка | Требуется чистка зубов |
| Очистка | Очень мало требуется | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая печную трубу / вертикально вниз |
| Простота использования | Легко | Требуется квалифицированный сварщик |
| Создание дыма | Меньшее количество дыма | Больше дыма |
| Риск водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Одно- и многопроходные | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 |
| Термическая обработка после сварки | Обжиг водорода может быть использован для удаления диффундирующего водорода |
Рекомендации и передовая практика по предотвращению водородного растрескивания в случае использования целлюлозного электрода
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если соблюдены три условия: диффузионный водород в сварном шве, растягивающие напряжения и восприимчивая микроструктура (Kihara, 1970).
Напряжения растяжения невозможно избежать, но их можно уменьшить с помощью разумной конструкции. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, снижением содержания диффундирующего водорода в сварном шве можно управлять, выбирая расходный материал с низким содержанием водорода (чего нельзя сказать о целлюлозном электроде) или улучшая выделение водорода сварным швом.
Содержание водорода в металле шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения: образцы, извлеченные после сварки целлюлозными электродами и охлажденные на неподвижном воздухе, имеют более низкое содержание диффундирующего водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить, увеличив температуру предварительного нагрева и промежуточного прохода.
При увеличении толщины увеличивается время дегазации (и время сварки) сварного шва, и, следовательно, увеличивается количество дегазирующего водорода. Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Условия охлаждения корневого прохода имеют решающее значение для содержания водорода в сварном шве. Рафинирование или повторный нагрев второго прохода помогает высвободить диффундирующий водород.
Дополнительные рекомендации и передовой опыт использования целлюлозных электродов
Прежде всего, только сварщикам с недавней квалификацией, относящейся к использованию целлюлозных электродов, должно быть разрешено выполнять с ними любые сварочные работы.
Предварительный нагрев, идентичный тому, который требуется для рутиловых электродов, следует применять перед сваркой, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно ограничиваться корневым проходом и всегда сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффундирующего водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых швов, поскольку это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Электроды из целлюлозы нельзя сушить, поскольку они используют водород из атмосферы для защиты сварочной ванны. Их следует использовать прямо из упаковки производителя. Если электрод влажный, его можно сушить в духовке при 120 ° C. Если электроды намокнут, их нужно выбросить. Руководство по расходуемому хранилищу можно найти в AWS A5.1 / A5.1M.
Сварочный стержень DIY — Марка:
В Maker ether есть множество статей и руководств для самодельных сварщиков, от сверхпростых, глупых и чрезвычайно эффективных (три автомобильные батареи, соединенные последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники).Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там делал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочного металлического соединения вы получаете хрупкую пену. Удаление кислорода обычно достигается за счет заполнения зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой сварке и сварке с сердечником из флюса. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно найти везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая очень поверхностными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс, связанный с созданием вещи, также описывается, защищая права изобретателя как на средства, так и на цели. Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды высыхают (я использовал тостер — стержневую печь, или некоторое время на солнце тоже должно помочь).
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия выбрасывает защитный газ при сгорании и обеспечивает путь плазмы для направления дуги.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученное с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно найти в доме.
Stick Welding — Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные рекомендации для различных металлов.
Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла».Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, поскольку электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой — это самый простой из всех процессов электродуговой сварки. Аппарат для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Электрододержатель / держатель стержня.
- Зажим заземления.
- Сварочные электроды / прутки для сварки.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварки пескоструйной сваркой?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший профессиональный сварочный аппарат начального уровня, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный аппарат для ручной сварки начального уровня — долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется половина наворотов или такой тип энергии. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик Longevity Welder — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Сварочные аппараты Everlast — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевого.
- Miller — Еще одна отличная марка промышленного качества
, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже долгое время и делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего подходят для толстых металлов и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете сварным швом:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- Нержавеющая сталь к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как происходит сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и оседать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой металла в защитных оболочках. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее основное оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция затруднена.
- Огнетушитель при наличии легковоспламеняющихся материалов.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, что в ваших глазах песок, но на самом деле это волдыри на ваших глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые вы получаете на своей коже.
Лучшая часть вспышки — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая область должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистое сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед тем, как выбрать электрод для сварки, необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, для чего они используются и в каких положениях можно сваривать их.
Сварка палкой, выполненная с использованием E7018- 6010 с глубоким проплавлением, хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для открытых корневых швов.
- 6011 Глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним электродом, который прост в использовании, вы не сможете превзойти E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете, вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана для E309L-16.
Выбор сварочного электрода для алюминия палкой / SMAW
Сварка алюминия с помощью сварочного аппарата не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для толстых материалов. Если вы свариваете более тонкий алюминий, то, скажем, на 1/8 дюйма используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также можете предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителем.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, иначе настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое скажет вам о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки штангой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — удар по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно удобным, чтобы управлять электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, чему вам нужно научиться. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки штангой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Совершенная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки стержнем
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе с помощью техники легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Техника сварки кругов
Круги — хорошая техника сварки для начинающих, потому что их можно использовать с большинством электродов и они помогают контролировать скорость движения. Все, что вам нужно сделать, это сделать круг, который слегка продвигается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Flat или 1G вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский электрод для сварки под угломУгол для горизонтальной сварки
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом в горизонтальном положенииСварочный электрод под углом в вертикальном положении
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный угол электрода для сварки вверхУгол электрода для потолочной сварки
Сварка над головой похожа на сварку плоских поверхностей. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНе соблюдая правила угла наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием вверх вместо того, чтобы направить свой электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла.По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия).«По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию.”
3. Правила для угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протягивания. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Это экономично и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, потому что у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, меняя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секретарь ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем предварительно прогрейте место ремонта перед сваркой.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности на противоположную для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда усиливать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь ломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Типы сварочных электродов — Подробное руководство
Сварочные электроды для дуговой сварки в защитном металлическом корпусе (SMAW) или ручной дуговой сварки металлическим электродом (MMA), как они известны, состоят из сердечника проволоки, покрытого так называемым флюсовым покрытием. Проволока изготавливается из низкокачественной стали, а свойства наплавленного металла затем улучшаются за счет улучшающих добавок, входящих в состав флюсового покрытия.
Покрытие флюсом сварочных электродов
Покрытие из флюса содержит металлические и неметаллические компоненты, которые добавляются для улучшения определенных свойств сварного соединения.Покрытие из флюса играет жизненно важную роль в стабилизации дуги, производит защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом, производит шлак, который защищает металл шва, контролирует содержание водорода, улучшает качество металла шва, добавляет необходимые легирующие элементы на основе Требования к сварке и помогают в зажигании дуги.
Например, марганец добавлен во флюсовое покрытие в качестве компонента, улучшающего ударную вязкость и прочность металла сварного шва; кроме того, кремний добавлен в качестве раскисляющего элемента, который взаимодействует с расплавленным металлом сварного шва и образует оксид кремния, который удаляет кислород из металла шва.
Металлический порошок добавляется в сварочные электроды, в результате получается то, что мы называем Металлические порошковые электроды . Электроды из металлического порошка могут выдерживать более высокий уровень сварочного тока. Следовательно, он дает более высокую скорость осаждения металла по сравнению с электродом, не содержащим порошка железа. Скорость осаждения металла увеличивается, но в то же время уменьшается сила дуги, что снижает проникновение валика.
Электроды из металлического порошка увеличивают скорость наплавки металла до 140%; однако использование электродов из металлического порошка ограничивается плоскими, горизонтальными и вертикальными положениями сварки.
Группы электродов SMAW
Поскольку флюсовое покрытие улучшает свойства и, следовательно, характеристики металла шва. Электроды SMAW делятся на три группы в зависимости от типа покрытия из флюса; основные три группы:
- Базовый.
- Рутил.
- Целлюлозный.
Каждый тип флюсового покрытия содержит определенные металлические и неметаллические компоненты, которые существенно влияют на свойства сварного шва.
Штанговые электроды с основным покрытием
Основное покрытие электрода состоит примерно на 80% из основных компонентов, в основном из карбоната кальция (CaCO 3 ) и флюорита кальция (CaF 2 ).
Свойства основных электродов- Дуга стержневых электродов с основным покрытием содержит мало кислорода; следовательно, выгорание легирующих элементов невелико.
- Высокая энергия удара основных электродов при сварке, особенно при низких температурах.
- Штучные электроды с основным покрытием обеспечивают высокую эластичность при сварке с низким пределом текучести металла шва.
- Высокая металлургическая чистота сварки, снижающая риск образования горячих трещин.
- Меньшее количество водорода, снижающее риск образования холодных трещин.
- Шлак стержневого электрода с основным покрытием вступает в реакцию с металлическими примесями, такими как сера и фосфор, что улучшает свойства сварных швов.
- Штучные электроды с основным покрытием дают чистый металл сварного шва, что улучшает механические свойства, особенно ударную вязкость.
- Сварщик должен поддерживать короткую дугу во время сварки, чтобы избежать образования пористости.
- Шлак стержневых электродов с основным покрытием густой и вязкий; следовательно, для выполнения сварных швов без включений шлака необходимо высокое мастерство сварщика.
- Удаление шлака сложнее при использовании основных электродов, поскольку профиль сварного шва имеет выпуклую форму.
- Штучные электроды с основным покрытием требуют обжига для минимизации содержания влаги в основном покрытии и низкого содержания водорода в металле сварного шва.
- Используется для жестких конструкций, требующих высокого удлинения сварного шва с низким пределом текучести металла шва.
- Используются для сварки различных марок стали, в том числе высокопрочной.
- Используется для сварки загрязненной стали и стали с высоким содержанием серы и фосфора, когда основные электроды переводят все примеси в шлак.
- Используется для сварки, требующей высокой вязкости разрушения при низкой рабочей температуре.
- Используется для усадки деталей и компонентов.
Производство электродов SMAW позволяет производить электроды с низким содержанием влаги, так как электроды проходят процесс обжига при высокой температуре во время производства.
Электроды обычно упаковываются в герметичные контейнеры; контейнеры должны храниться в закрытом состоянии с контролируемой влажностью и в сухом состоянии.
Электроды печи для выпечкиПосле открытия контейнера электроды имеют тенденцию впитывать влагу, и затем электроды следует повторно запечь в печи при 325 ° C ± 25 ° C в течение одного часа или 250 ~ 275 ° C в течение двух часов, а затем выдержать в печи для выдержки при 150 ° C перед они выдаются сварщикам в колчанах.
Электроды QuiverОбычно электроды можно повторно обжигать два или три раза, не влияя на целостность флюсового покрытия и качество сварки; однако производитель электрода указывает максимальное количество повторных обжигов электродов.
Штучные электроды с основным покрытием свариваются постоянным током на + полюсе (DC +) или переменным током (AC).
Электроды-стержни с рутиловым покрытиемПокрытие рутилового электрода состоит примерно на 90% из рутиловых компонентов, в основном из диоксида титана (TiO 2 ), уменьшенного до 50% в рутиловых электродах из углеродистой и марганцево-углеродистой стали.
Типы рутиловых электродовРутиловые электроды — это универсальные электроды, разделенные на категории в зависимости от толщины покрытия электрода и типа смеси компонентов; основные типы:
R тип — Большой шаровидный перенос с тонким покрытием, электрод имеет хорошую перекрывающую способность; поэтому электроды R используются для сварки листового металла.
Тип RC — Сварка средней толщины и хорошей вязкости, электрод подходит для сварки вертикально вниз.
Тип РР — Толстослойный мелкопадающий переносчик; Электрод обеспечивает высокое наплавление и гладкие сварные швы.
Типы RB — Покрытый толстым слоем, средний размер, грубый перенос, электрод обеспечивает хорошую вязкость и прочность сварных швов лучше, чем типы RR, высокую эффективность наплавки. Обычно они используются в строительстве трубопроводов, металлоконструкциях для заделки стыков и корневых швов.
Рутил Свойства электродов- Дуга стержневых электродов с рутиловым покрытием очень ровная и стабильная.
- Электродуговая дуга с рутиловым покрытием обладает меньшим окислительным эффектом; Атмосфера дуги нейтральна.
- Рутиловые электроды обеспечивают гладкий профиль сварного шва.
- Рутиловые электроды образуют тонкий слой шлака, который легко удалить.
- Рутиловые электроды проще всего использовать по сравнению с другими типами электродов.
- Электроды с рутиловым покрытием нельзя обжигать, так как они содержат около 10% целлюлозы; поэтому они содержат относительно высокую влажность и дают сварные швы с высоким содержанием водорода. Электроды
- с рутиловым покрытием не используются для сварки высокопрочной стали или толстого стального профиля из-за риска растрескивания из-за сварных швов с высоким содержанием водорода.
- Штучные электроды с рутиловым покрытием позволяют производить сварные швы с низкой вязкостью при низких температурах.
- Штанговые электроды с рутиловым покрытием используются для производства низкопрочных нелегированных сталей общего назначения.
- Рутиловые электроды используются для увеличения производительности сварки за счет добавления порошка железа в покрытие, что увеличивает скорость осаждения металла.
- Штучные электроды с рутиловым покрытием подходят для сварки тонких стальных профилей.
Штучные электроды с рутиловым покрытием свариваются постоянным током на отрицательном полюсе (DC-), постоянным током на положительном полюсе (DC +) или переменным током (AC).
Электроды-стержни с целлюлозным покрытиемПокрытие электрода из целлюлозы состоит примерно на 40% из горючих веществ (целлюлозы).
Целлюлоза Свойства электродов
- Штучные электроды с целлюлозным покрытием эффективно используются для сварки вертикально вниз.
- Покрытые целлюлозой стержневые электроды обеспечивают высокую скорость сварки при высокой скорости наплавки.
- Покрытие электродов из целлюлозы разрывается во время сварки с образованием окиси углерода, двуокиси углерода и водорода, которые действуют как защитный газ, защищающий расплавленный металл.
- Водород, образующийся при плавлении электродного покрытия, создает относительно высокое напряжение дуги.
- Электроды из целлюлозы обеспечивают сварку надежных кольцевых швов (трубопроводов) от хорошего до превосходного качества.
- Электроды из целлюлозы производят относительно небольшой объем шлака.
- Покрытые целлюлозой стержневые электроды нельзя обжигать во время производства или перед сваркой, так как обжиг может разрушить целлюлозу; поэтому они содержат относительно высокую влажность и дают сварные швы с высоким содержанием водорода.
- Электроды из целлюлозы связаны с риском водородного растрескивания из-за сварных швов с высоким содержанием водорода.
- В качестве меры контроля, еще один сварочный проход, следующий за корневым проходом целлюлозного электрода, пока сварной шов еще горячий, чтобы облегчить утечку водорода и свести к минимуму риск водородных трещин. Второй сварочный проход, который был выполнен, пока корневой проход еще горячий, называется ( горячий проход ).
- Электроды из целлюлозы ограничены в использовании для сварки высокопрочной стали или толстого стального профиля из-за риска растрескивания из-за получаемых сварных швов с высоким содержанием водорода.
- Покрытые целлюлозой стержневые электроды позволяют производить сварные швы с низкой вязкостью при низких температурах.
- Электроды из целлюлозы при сварке выделяют сильный дым; однако он не отвлекает при работе на открытом пространстве.
- Для качественной сварки в вертикальном положении вниз требуется высококвалифицированный сварщик.
- Необходимо использовать специальные источники питания для сварки вертикально вниз с очень крутыми характеристиками регулирования напряжения и напряжением холостого хода ≥ 80.
- Очень важна правильная подгонка соединения с правильным выравниванием краев пластины и постоянным корневым зазором.
- Штучные электроды с целлюлозным покрытием, используемые при сварке вертикально вниз с более высокой скоростью и меньшим риском непровара и отсутствия плавления.
- Электроды из целлюлозы — наиболее подходящие электроды для сварки корневого шва на высокой скорости и с хорошим проплавлением.
- Электроды из целлюлозы известны для сварки корневых проходов трубопроводов с хорошим проваром.
- Электроды из целлюлозы используются для сварки вертикальных и кольцевых стыков резервуаров для хранения нефти.
Электроды с покрытием из целлюлозы свариваются постоянным током на + полюсе (DC +) или переменным током (AC).
Классификация сварочных электродов
Сварочные электроды классифицируются различными международными стандартами; Европейские и американские стандарты являются наиболее распространенными стандартами, используемыми для классификации электродов.Классификация электродов основана на требованиях к испытаниям, установленным стандартами для сварных отложений, для проверки того, что сварные швы соответствуют требованиям к механическим свойствам и химическому составу. Производители электродов обычно сертифицируют свои электроды по большинству международных стандартов для более широкого использования.
Наиболее распространенными международными стандартами классификации сварочных электродов являются:
- ISO 2560 — Сварочные материалы (Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей).
- AWS A5.1 — Технические условия на электроды из углеродистой стали для дуговой сварки защищенных металлов.
- AWS A5.5 — Спецификация электродов из низколегированной стали для дуговой сварки защищенных металлов.
Стандарт
ISO 2560 классифицирует покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей; Стандарт разделен на две системы классификации: Система «A» и Система «B» , а именно:
- Система классификации ISO 2560 «A»: Классификация по пределу текучести и энергии удара 47 Дж.
- ISO 2560 Система классификации «B»: Классификация по прочности на разрыв и энергии удара 27 Дж.
Производитель электродов печатает на каждом электроде специальное обозначение, чтобы определить его свойства и использование на основе одной из двух вышеупомянутых систем.
ISO 2560 Система классификации «A»
Обозначение делится на обязательное и необязательное ; в системе «А» обязательное обозначение включает предел текучести, энергию удара, химический состав и тип покрытия электрода.Необязательно: содержание диффундирующего водорода, положение при сварке и извлечение металла, а также тип тока.
Обязательные секции должны быть идентифицированы и напечатаны на электродах, в то время как дополнительные секции не являются обязательными и могут отображаться не на всех электродах.
ISO 2560 Система классификации «B»
Обозначение делится на обязательное и необязательное ; в системе «Б» обязательное обозначение включает предел прочности, вид электродного покрытия, химический состав и условия термообработки.Необязательно: содержание диффундирующего водорода и энергия удара 47 Дж при нормальной температуре испытания 27 Дж.
Обязательные секции должны быть идентифицированы и напечатаны на электродах, в то время как дополнительные секции не являются обязательными и могут отображаться не на всех электродах.
AWS A 5.1 и AWS A5.5Стандарты AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки в защитных слоях металла.Обозначение электрода делится на обязательное и дополнительное ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра в обозначении электрода используется для обозначения конкретного требования стандарта следующим образом:
E — электрод
Предел прочности и текучести — в фунтах на квадратный дюйм металла сварного шва
- E60xx — Предел прочности при растяжении 60 000 фунтов на кв. Дюйм
- E70xx — Предел прочности при растяжении 70 000 фунтов на кв. Дюйм
- E80xx — Предел прочности при растяжении 80000 фунтов на кв. Дюйм
- E90xx — Предел прочности при растяжении 90 000 фунтов на кв. Дюйм
- E100xx — Предел прочности при растяжении 100000 фунтов на кв. Дюйм
- E110xx — Предел прочности при растяжении 110000 фунтов на кв. Дюйм
- E120xx — Предел прочности при растяжении 120 000 фунтов на кв. Дюйм
Сварочные позиции
- Exx1x Плоский, горизонтальный, вертикальный (вверх), потолочный.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, потолочный, вертикальный (вниз).
Покрытие электрода
- Exxx0 — Целлюлоза, натрий
- Exxx1 — Целлюлоза, калий
- Exxx2 — Рутил, натрий
- Exxx3 — Рутил, калий
- Exxx4 — Рутил, железный порошок
- Exxx5 — Низкое содержание водорода, натрий
- Exxx6 — Низкое содержание водорода, калий
- Exxx7 — Железный порошок, оксид железа
- Exxx8 — с низким содержанием водорода, железный порошок
- Exxx9 — Оксид железа, рутил, калий
Электродный ток и проникновение
- Exxx0 — DC + (глубокое проникновение)
- Exxx1 — AC / DC + (глубокое проникновение)
- Exxx2 — AC / DC- (средняя проницаемость)
- Exxx3 — AC / DC + / DC- (легкое проникновение)
- Exxx4 — AC / DC + / DC- (средняя проницаемость)
- Exxx5 — DC + (среднее проникновение)
- Exxx6 — AC / DC + (среднее проникновение)
- Exxx7 — AC / DC- (средняя проницаемость)
- Exxx8 — AC / DC + (среднее проникновение)
- Exxx9 — AC / DC + / DC- (средняя проницаемость)
Дополнительные требования согласно AWS A5.1
- (1) — Означает повышенную вязкость для электродов E7018 или повышенную пластичность для электродов E7024.
- (М) — Электрод соответствует большинству военных требований; Военные требования обычно заключаются в большей прочности, более низком содержании влаги и определенных пределах диффузионного водорода для металла шва.
- (h5), (H8) или (h26) — Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл / 100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- х26 означает 16 мл на 100 грамм.
Дополнительные требования согласно AWS A5.5
- (A1) — Тип легированной стали: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип сплава стали : хромомолибденовый с разным процентом.
- (C1) / (C1L) / (C2) / (C2L) / (C3) — Тип сплава стали : Никелевая сталь с разным процентом.
- (NM) — Тип сплава стали: никель-молибден.
- (D1) / (D2) / (D3) — Тип сплава стали: марганец-молибден.
- (Ш) — Погодостойкая сталь.
- (G) — Химия не требуется.
- (М) — Военный чин.
Скорость наплавки сварочного электрода — это скорость осаждения расплавленного металла из сварного шва, выраженная в граммах, килограммах или фунтах в час.Расчет основан на непрерывной работе, за исключением времени простоя, затраченного на вставку нового электрода, очистки шлака или любых других внешних причин.
Проверка сварочных электродовОсмотр сварочных электродов перед использованием важен во избежание дефектов сварных швов, которые могут возникнуть в результате использования электродов, не соответствующих требованиям; обычно проверяются следующие пункты:
Размер электродаДиаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350-450 мм и 2 мм.Диаметр электрода 5-6 мм; однако доступны другие длины и диаметры.
Состояние покрытия электродаПокрытие из флюса должно быть без трещин и сколов; проволока со стальным сердечником должна быть концентрической с одинаковой толщиной покрытия, при этом важно обеспечить надлежащее сцепление между покрытием и сердечником.
Обозначение электродаОбозначение электрода должно соответствовать требованиям сварочного проекта, поэтому важно убедиться, что следующие обозначения соответствуют требованиям сварочного соединения.
- Материал: В зависимости от материала основного металла доступны различные материалы сварочных электродов; электроды бывают из низкоуглеродистой стали, высокоуглеродистой стали, чугуна, специальных сплавов и т. д.
- Прочность и ударная вязкость: Предел текучести, прочности на разрыв и ударной вязкости электродов зависит от требований к прочности сварного соединения.
- Химический состав: химический состав металла шва, улучшающий характеристики сварного соединения.
- Содержание порошка железа: Содержание порошка железа в покрытии для улучшения осаждения металла и повышения производительности; однако это ограничивает сварочные позиции.
- Сварочное положение : Для разных положений сварки используются разные электроды.
Во время сварки различные переменные влияют на сварочные электроды, и сварщик контролирует эти переменные, переменные:
- Ток (Ампер): Ампер определяется размером электрода и положением сварки, производитель электродов указывает рекомендуемое значение силы тока.Низкая сила тока приводит к неправильной форме сварного шва и отсутствию проплавления и проплавления. Высокая сила тока приводит к чрезмерному проникновению, прожиганию, подрезанию и может повредить электрод из-за перегрева.
- Длина дуги (напряжение): Сварщик регулирует длину дуги во время сварки, поддерживая расстояние между сварочным электродом и основным металлом, и, следовательно, регулирует напряжение дуги, напряжение дуги — это напряжение, необходимое для поддержания дуги во время сварки. Низкое напряжение вызывает плохое проплавление, включение шлака и нестабильную дугу.Высокое напряжение вызывает чрезмерное разбрызгивание и вызывает пористость и неправильную форму сварного шва.
- Скорость перемещения: В зависимости от выполнения сварки с помощью стрингера или плетения, длина наплавленного слоя одного стандартного электрода называется Длина биения (ROL) и определяется в спецификации процедуры сварки (WPS). Высокая скорость перемещения приводит к узкому сварному шву, включению шлака и плохому сплавлению и проплавлению. Низкая скорость перемещения приводит к неправильной форме сварного шва, чрезмерному наплавленному шву и холодному нахлесту.
- Угол перемещения: В зависимости от положения сварки устанавливается угол электрода. Заднее, вертикальное или ведущее положение — это известное положение угла перемещения, которое влияет на проплавление сварного шва и осаждение металла.
- Манипуляции: Методы сварочных манипуляций у разных сварщиков различаются; методика зависит от типа электрода, силы тока, положения сварки, типа сварочного прохода (корень, заправка или заглушка) и конструкции соединения.
Сварочный электрод — это положительный полюс в сварочной цепи, а основной металл — отрицательный полюс.Тепло, выделяемое при сварке, распределяется до двух третей на конце электрода и одной трети на основном металле.
Постоянный ток — отрицательный электрод (DC-)Сварочный электрод — это отрицательный полюс в сварочной цепи, а основной металл — положительный полюс. Тепло, выделяемое при сварке, распределяется на одну треть на конце электрода и на две трети на основном металле.
Переменный ток (AC)Между сварочным электродом и основным металлом переменный ток.Тепло, выделяемое при сварке, равномерно распределяется между наконечником электрода и основным металлом.
Каталожные номера:
.