
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
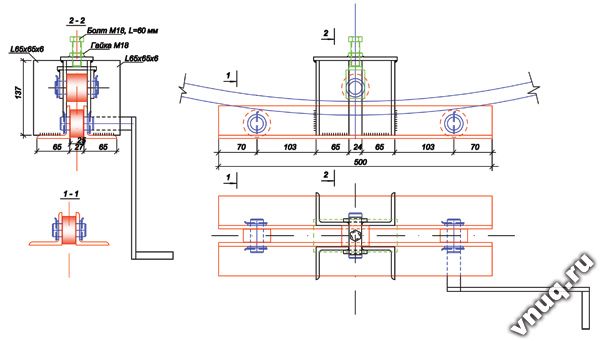
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
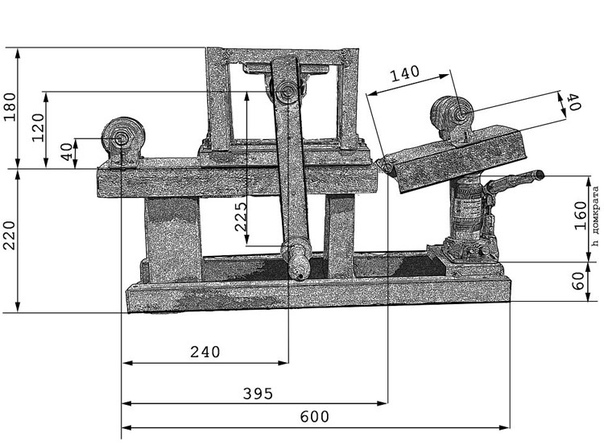
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.


Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.

Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
 При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
 Вместо прижимного винта в таких трубогибах нередко используется домкрат.
Вместо прижимного винта в таких трубогибах нередко используется домкрат.В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Самодельные трубогибы: инструмент для круглой и профильной трубы
Трубогиб — это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой — ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Самодельный трубогиб для круглой трубы
В принципе все станки такого типа имеют одинаковую конструкцию, различаясь только в приводе профилирующих роликов. Общий чертеж трубогиба для круглой и профильной трубы представлен далее.
Каждый может придумать и сделать свою конструкцию станка, из тех комплектующих и того материала, который является самым доступным.
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.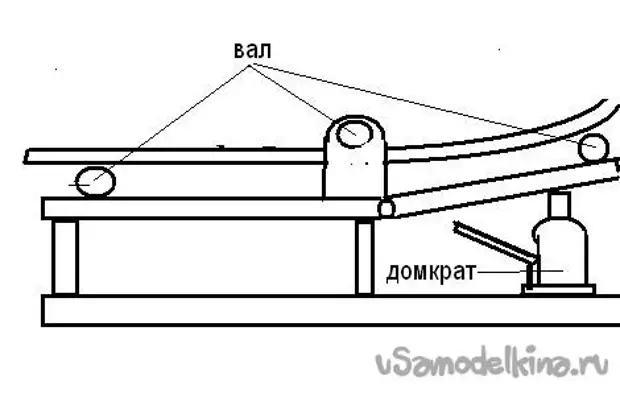
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.

Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Самодельный трубогиб своими руками: фото, видео, чертежи
Металлические трубы на дачном участке – основа большинства построек. Каркас для теплицы или парника, ограждения и загоны для птиц, основания беседок и навесов – все это изготавливается из круглых или профильных изделий металлопроката.
Каркас для трубогиба
Не секрет, что арочная форма тех же теплиц или навеса над крыльцом снижает дождевую и снеговую нагрузку, а поэтому является очень выгодной. Но чтобы ее сформировать, необходимо изогнуть трубу.
Изгиб трубы: ограничения
Операции подвергаются все виды трубопровода: стальные, алюминиевые, металлопластиковые и медные. И не только при строительстве каркаса, но и формирование водопроводных и канализационных систем. Дело в том, что любая механическая стыковка труб является слабым местом системы, и чем их меньше, тем лучше.
Трубы разной толщины и диаметра, конечно, изгибаются по-разному. Определяющим критерием здесь является минимальный радиус изгиба. Это величина справочная и ее всегда можно найти.
При несоблюдении этого ограничения страдает качество изделия: возникшее напряжение на поверхности разрушает трубопровод ничуть не хуже коррозии.
Трубогибы: варианты и изготовление
Для придания трубам изогнутой формы используется специальное приспособление – трубогиб. Устройство такое можно найти и в магазине, но в абсолютном большинстве случаев домашние мастера сооружают его своими руками.
Деревянный шаблон
Вполне эффективен для работы с изделиями небольшого диаметра.
- Из досок выпиливается шаблон с нужным радиусом. Толщина доски чуть больше размера трубопровода. Чтобы он не соскальзывал с края, доски выпиливают под углом.
- Шаблон закрепляется на каком-либо основании – деревянный стол, верстак.
- С одной стороны шаблона фиксируется деревянный же упор на таком расстоянии, чтобы между шаблоном и упором помещалась труба. Самодельный трубогиб готов.
 Самодельный трубогиб готов.
Самодельный трубогиб готов.Трубу вставляют в зазор, как показано на фото, и осторожно сгибают по шаблону.
Более универсальным вариантом приспособления являются закрепленные на куске фанеры металлические крючки: их можно переставлять, создавая шаблон с заданным радиусом.
Бетонный универсальный трубогиб
Здесь в качестве основания используется бетонная плита. Чертеж делать нужды нет.
- На ее поверхности размечается сетка – 40*40 или 50*50 мм. В точках пересечения высверливаются отверстия под арматуру.
- В отверстия вбиваются металлические штыри.
- Труба вводится между штырями и изгибаются в нужную сторону. Радиус подбирается за счет перемещения по диагонали. Своими руками это приспособление можно сделать за несколько часов.
На таком трубогибе работают с изделиями до 25 мм диаметром.
Вариант с домкратом
В качестве основного рабочего узла используется домкрат.
- На вертикальной поверхности закрепляются ребра – металлические штыри.
- Под ними и точно по центру на какое-то жесткое основание монтируется домкрат.
- Отрезок трубопровода фиксируется над домкратом и под штырями. Шток домкрата поднимается и труба изгибается.
Поскольку домкрат развивает немалое усилие, то на этом самодельном устройстве можно работать с изделиями крупных размеров. На фото демонстрируется образец.
Роликовый трубогиб
Изготовить его своими руками несколько сложнее, но и точность изгиба у него намного выше. Для выполнения понадобится опыт работы со сварочным аппаратом. Рекомендуется сделать чертеж, так как тут важно соблюсти размеры.
Устройство работает по принципу прокатного стана: отрезок помещается на двигающие ролики, а третий ролик – формующий, оказывая давление, постепенно выгибает трубопровод на нужную величину.
- Основой самодельного трубогиба является швеллер достаточной ширины. На него закрепляют П-образную раму. В верхней ее части высверливают отверстия под муфту струбцины.
- Сверху на одинаковом расстоянии от края приваривают два вращающихся ролика, они соединяются цепной передачей.
- В муфту струбцины закрепляют металлическую шпильку, на ее конце монтируют третий валик. С другой стороны шпильки приваривают рукоятку.
Отрезок помещается в промежуток между роликами, и при вращении рукояти струбцина прижимает изделие к третьему ролику. Труба перемещается на подающих роликах и изгибается нужным образом. Такую операцию повторяют несколько раз, так как первичное усилие невелико. Радиус изгиба ограничен 90 градусами.
Гидравлический трубогиб
Схема устройства такая же, как у роликового, так что чертеж можно использовать тот же самый, но в движение аппарат приводит не ручной привод, а электрический. Устройство намного эффективнее, но и несколько дороже в изготовлении.
- На основание фиксируется подающий вал. На одном его конце закрепляется шкив для ременной передачи электромотора, на другом – ведущая звездочка цепной передачи.
- Устанавливается второй вал, на его торце монтируется ведомая звездочка.
- Деформирующий ролик закрепляется как в верхней, так и в нижней части аппарата. Нижнее размещение предпочтительнее, но тогда потребуется сделать отверстия для хода штока.
- Гидравлический шток закрепляется на струбцине.
На видео монтаж устройства с гидравлическим штоком рассмотрен более подробно.
Ручной трубогиб своими руками для круглой и профильной трубы: чертежи, инструкции
Домашние мастера очень часто сталкиваются с необходимостью изменить форму трубы, проще говоря, согнуть ее по заданным размерам и в этом случае многие вспоминают о том, что есть такой инструмент, как ручной трубогиб, который можно купить, а можно собрать своими руками.
Трубогиб ручного типа должен находиться в кладовке у каждого мастера, так как необходимость сделать металлическую заготовку круглой формы может возникнуть в любой момент.
Данный инструмент имеет свои специфические конструктивные особенности, которые позволяют ему с легкостью производить изгиб металлической трубы до любых необходимых угловых радиусов при минимальных физических усилиях.
На сегодняшний день для профильной и круглой трубы применяют гидравлический, ручной, пружинный, дорновый виды трубогибов, которые можно увидеть на фото ниже.
Фото:
Кроме этого, бывают также устройства арбалетного, сегментного и электромеханического типов.
Каждый такой инструмент имеет свои достоинства и недостатки, однако, в любом случае, сделать металлическую трубу при помощи него круглой формы можно достаточно просто и быстро.
Любой из этих типов устройств можно купить в специализированном магазине, а можно собрать своими руками, сэкономив при этом значительную сумму денег.
Для того чтобы собрать самодельный трубогиб своими руками, необходимо иметь под рукой соответствующий чертеж, материал, а также определенный инструмент.
Основное предназначение устройства
В последнее время различные профильные металлические заготовки очень часто применяются для изготовления всевозможных ограждений, различного типа сеток, оригинальной садовой мебели.
Кроме этого, профильные трубы можно встретить в конструкциях автомобильных навесов, гаражей, теплиц, а также беседок на даче.
Все эти изделия состоят из различных элементов, однако, в их состав обязательно входят трубы изогнутой формы.
Чтобы придать профильной и круглой трубе необходимую форму, и используют инструмент под названием трубогиб.
Видео:
Такие универсальные устройства позволяют сделать загиб профильной и круглой трубы под самым разным углом, причем при минимальных физических усилиях.
Данный приспособления могут иметь как гидравлический, так и электромеханический приводы, однако, наиболее часто встречаются устройства с ручным принципом работы.
При помощи этого агрегата можно осуществлять необходимые действия с трубами малых и больших диаметров вне зависимости от их предназначения.
Трубогиб для профильной, металлической, а также металлопластиковой трубы можно встретить в самых разных сферах промышленности.
Он широко используется в котельных, на газовых станциях, в различных отраслях промышленности, на стройках, а также в быту. При помощи него можно производить огромный перечень самых разных работ.
Следует отметить, что в промышленных масштабах, как правило, применяют профессиональные трубогибы, которые имеют либо гидравлический, либо электромеханический приводы.
В домашнем хозяйстве в бытовых целях в большинстве случаев используют самодельный агрегат, собранный из подручных материалов своими руками.
Конечно, легче всего купить трубогиб в любом специализированном магазине, однако, если сделать его своими руками, то можно сэкономить значительную сумму денег.
На фото ниже можно увидеть самодельный дорновый трубогиб, собранный из подручных материалов.
Конструкционные особенности
Конструкция трубогиба, главным образом, зависит от его разновидности и основного предназначения.
В любом случае, вне зависимости от его конструктивных особенностей, обязательным элементом будет жесткая рама, а также гидроцилиндр, металлические планки и прочные упоры.
Самодельный агрегат также должен состоять из этих элементов. В свою очередь, рама может быть закрытого и открытого типов. Вся силовая нагрузка в этом устройстве ложится на гидроцилиндр.
В трубогибе, который собран своими руками, должно быть обязательно предусмотрено нагнетательное устройство, которое следует смонтировать на крайней части корпуса.
Кроме этого, необходимо подумать и об устройстве перепускного клапана, а также удобной для работы рукоятки.
Для удобства обслуживания гидравлического цилиндра следует подумать об устройстве пробки, через которую можно будет заливать при необходимости масло.
Также следует предусмотреть и надежную фиксацию рабочей поверхности профильной или круглой трубы.
Основное гибочное усилие должен обеспечивать шток выдвижного типа, который должен иметь свойство возвращаться в исходное положение. Добиться этого можно за счет установки прочной пружины.
Верхние и нижние металлические планки должны иметь в обязательном порядке сварную конструкцию.
Большое значение в этом устройстве играет упор, который должен иметь прочную и надежную конструкцию, способную выдержать большие нагрузки.
Как правило, каждый тип трубогибов имеет свои определенные конструктивные особенности, которые должен отражать соответствующий чертеж.
Для того чтобы сделать такое устройство своими руками, необходимо иметь под рукой не только грамотно составленный чертеж, но и купить все необходимые элементы конструкции.
На видео, которое размещено ниже, подробно рассказано о том, как собрать надежный трубогиб своими руками из материалов, которые можно свободно купить в любом строительном магазине.
Видео:
Разновидности трубогибов
Наиболее часто можно встретить трубогиб ручного типа, который способен успешно справиться с такими задачами, как гибка трубы в дуги и кольца.
Данный агрегат имеет сравнительно компактные размеры и небольшой вес, что дает возможность перемещать его при необходимости с места на место.
Он будет незаменим при работе с легкими металлоконструкциями, например, при изготовлении каркасов теплиц, ворот или различных навесов.
Если дополнительно использовать в ручном типе устройства всевозможные оправки, то диапазон его действий можно расширить и уже работать с профильной трубой, трансформировав его в профилегиб.
Данные агрегаты можно купить практически во всех профессиональных магазинах, а при необходимости изготовить своими руками.
В промышленных масштабах наиболее часто используются станки с электрическими приводами, которые обладают высокой производительностью и широким спектром действия.
Такие устройства могут выполнять самые разные операции, однако сделать его самостоятельно достаточно сложно.
Для работы со стальными трубами, которые имеют большой диаметр, на предприятиях используют трубогибы, оснащенные гидравлическим приводом.
Данные устройства обладают возможностью обеспечивать усилие большой мощности и легко выдерживают высокие нагрузки.
Станки с гидравлическим приводом, как правило, используют при прокладке газопроводов и водопроводов, когда требуется выполнить большой объем работ.
За счет того, что данный станок имеет специальную гидравлическую установку, оператор при работе практически не прилагает ни каких физических усилий.
Сделать данное устройство собственноручно из подручных материалов практически невозможно.
Видео:
Следует отметить, что трубогибы принято делить на стационарные и ручные устройства в зависимости от условий их эксплуатации.
В домашних целях, как правило, используют ручные агрегаты.
В свою очередь, к ручным типам станков можно отнести дорновый, пружинный, сегментный, а также арбалетный тип устройств.
Принцип работы устройства
По своей сути процесс изгибания металлической трубы является достаточно сложным.
Если его выполнять неправильно, то на материале могут возникнуть самые разные дефекты, вплоть до появления трещин непосредственно в местах изгиба.
Если для гибки трубы использовать трубогиб, то можно совершать самые разные операции над данными заготовками и придавать им заданную форму при минимальных физических усилиях.
Дорновый, пружинный и другой тип трубогибов работают по одному и тому же принципу. Вначале создается рабочий шаблон, который обозначает необходимую конфигурацию для заготовки.
Далее при помощи упора закрепляют трубу, которую необходимо деформировать и по контурам шаблона плавными движениями делают заданный изгиб.
В том случае, если размер заготовки по своим размерам значительно меньше шаблона, то делают наращивание при помощи небольшого куска трубы.
Самодельный дорновый трубогиб, собранный своими руками, работает по точно такому же принципу, как и профессиональный.
В бытовых целях лучше всего использовать трубогиб ручной роликовый, который можно купить, а можно сделать самостоятельно.
Купить трубогиб можно в любом специализированном магазине, а о том, как сделать его своими руками, рассказано на видео ниже.
Видео:
Порядок сборки
Для того чтобы самостоятельно собрать трубогиб, необходимо, прежде всего, купить весь необходимый материал и подготовить инструмент.
Также под рукой следует иметь подробный чертеж устройства с описанием его каждого элемента.
Для начала из подручных материалов собирается основание станка, при этом стенки используемой трубы должны быть прямоугольного сечения и иметь достаточную толщину.
В этой трубе проделывается отверстие под основной шкив, после чего лишняя часть отрезается болгаркой.
Далее необходимо собрать рычаг, для чего следует взять шпильку и приварить на одном из ее концов гайку, а на другом фиксатор.
После этого делается ручка, для сборки которой потребуются металлические пластины и кусок резины. Готовую ручку следует прочно прикрепить к шкиву.
Далее приступают к общей сборки всей конструкции трубогиба. Для этого следует на основание устройства надеть пластину от ручки станка, после чего зафиксировать основной шкив.
После этого ввинчивается шпилька от фиксатора. Основной шкив необходимо закрепить при помощи затяжного болта.
После того как трубогиб будет полностью собран, его необходимо испытать, для чего следует взять заготовку трубы и попробовать ее согнуть.
Видео:
Если операция прошла нормально, то станок можно использовать по своему прямому назначению.
Конечно, легче всего купить уже готовое изделие, однако, собрать самостоятельно надежный трубогиб не так уж и сложно, и о том, как это сделать правильно, рассказано на видео, которое размещено выше.
трубогиб Trick-Tools
Посмотреть все продуктыСортировать по: Популярность Самая низкая цена Максимальная цена
Гидравлический трубогиб Baileigh RDB-175RDB-175 трубогиб и трубогиб имеет новый программируемый интерфейс гибки, педальное управление, быструю смену инструментов и большой внешний диаметр 2-1 / 2 дюйма…
Информация о продукте » Цена:
9484 доллара.29
Цена продажи:
7811,00
… ключ. Гибочный станок также является отличным решением для мастерских, которым необходимо сгибать различные типы материалов; с инструментами для круглой трубы , трубы ,…
Информация о продукте » Цена:
8005,71 долл. США
Цена продажи:
$ 6593,00
… каретка доступна с 3-х кулачковым патроном для круглого материала или 4-х кулачковым патроном для квадратных и круглых материалов.Каретка катится на точность…
Информация о продукте » Цена:
4095,00 долл. США
НОВЫЙ
… программируемый гибочный станок — отличное решение для производственного цеха, нуждающегося в производственном гибочном станке для труб диаметром 1-1 / 4 дюйма и меньше круглых труб или…
Информация о продукте » Цена:
3800 долларов.00
… Гидравлический Трубопровод Бендер — это серьезно тяжелая машина для шасси гоночных автомобилей, поперечной дуги, поручней и многого другого. С трубкой 2-1 / 2 дюйма или 2…
Информация о продукте » Цена:
2655,85 долл. США
Цена продажи:
$ 2488,85
ПРОДАЖА
Pro Tools Модель 105HD Manual Tube Bender — это модернизированная версия популярного гибочного станка MB-105 , с рычагами основной рамы толщиной 5/8 дюйма.Это…
Информация о продукте » Цена:
399,95 долл. США
Цена продажи:
$ 389,95
… Гибочный станок включает градусное кольцо и легко устанавливаемую раму. Благодаря штампам круглого и квадратного профиля, этот удобный маленький гибочный станок будет…
Информация о продукте » Цена:
210 долларов.00
Эти матрицы подходят для гибочного станка Pro-Tools M3RB roll . Круглые трубы, круглые трубы, квадратные, швеллерные и многие другие профили доступны. Нажмите кнопку…
Информация о продукте » Цена:
ЛУЧШИЙ ПРОДАВЕЦ
… Road Hulk — это высококачественный ручной вальцегибочный станок , произведенный в США, с матрицами для круглых труб , круглых труб , квадратных, прямоугольных, плоских, заглушек поручней,…
Информация о продукте » Цена:
799 долларов.95
… Hulk Manual Roll Bender и обрабатывается для прокатки труб с внешним диаметром 1/4, 5/16, 3/8 и 1/2 дюйма. Они также подходят для гибочного станка Harbour Freight с добавлением…
Информация о продукте » Цена:
$ 169,95
ПРОДАЖА
Этот гидравлический гибочный станок объединяет в себе неизменно популярный станок для гибки труб MB-105HD с модернизированной гидравлической системой по вашему выбору и прокатной клетью.Это…
Информация о продукте » Цена:
1942,90 $
Цена продажи:
1395,00 долл. США
Эти матрицы подходят для гидравлического трубогиба Pro-Tools BRUTE 105B. Круглые трубы , круглые трубы и квадратные матрицы. Нажмите кнопку ниже, чтобы…
Информация о продукте » Цена:
Эти матрицы подходят для гибочного станка JMR RaceLine для труб . Круглые трубы , круглые трубы и квадратные матрицы. Нажмите кнопку ниже, чтобы просмотреть все параметры.
Информация о продукте » Цена:
Эти матрицы подходят для одноразового гидравлического станка Pro-Tools HB302 для гибки труб . Круглые трубы , круглые трубы и квадратные матрицы.Нажмите кнопку ниже…
Информация о продукте » Цена:
… Гидравлический Трубопровод Бендер — это серьезно тяжелая машина для шасси гоночных автомобилей, поперечной дуги, поручней и многого другого. С трубкой 2-1 / 2 дюйма или 2…
Информация о продукте » Цена:
1844 $.85
Эти матрицы подходят для гидравлического гибочного станка Edwards для труб . Круглые трубки, номинальной трубы и квадратные матрицы. Нажмите кнопку ниже, чтобы просмотреть все…
Информация о продукте » Цена:
… растущий выбор машин, таких как заводские прессы, листогибочные прессы, трубопровода гибочные станки, и ролики.Примечание. Доставка откидной двери не предусмотрена для этой позиции.…
Информация о продукте » Цена:
34605,71 долл. США
Цена продажи:
29099,00
RDB 125 трубогиб и трубогиб — идеальный станок для гибки труб Baileigh / RMD начального уровня. С возможностью гибки 2,5 дюйма круглая Трубка или 2 дюйма График 40…
Информация о продукте » Цена:
6280 долларов.00
Цена продажи:
5172,00 долл. США
RDB-500 Трубогиб и трубогиб отличается большой гибкостью в сочетании с цифровой автостопом с высокой повторяемостью и педальным управлением. The…
Информация о продукте » Цена:
$ 34750,00
Цена продажи:
$ 286 18,00
RDB-250 tubing Гибочный станок — это программируемая машина, которая может изгибать до 2-1 / 2 дюймов труб и 2 дюймовых труб сортамента 40.Управление с помощью сенсорного экрана позволяет…
Информация о продукте » Цена:
$ 18632,14
Цена продажи:
15999,99 долл. США
… библиотека инструментов для квадратных и круглых труб , и раннего отвода оправки, чтобы каждый раз выдерживать плавный изгиб. Гибочный станок может производить гибку 100…
Информация о продукте » Цена:
66548 долларов.57
Цена продажи:
54805,00 долларов США
ПРОДАЖА
… штамповочный комплект подходит для станков Ercolina MB42B и Medi Bender 070. OD — относится к фактическому внешнему диаметру трубки , измеренному штангенциркулем. Минимальная стена…
Информация о продукте » Цена:
2160,00 $
Цена продажи:
$ 2100,00
ПРОДАЖА
… штамповочный комплект подходит для всех трубогибов Baileigh RMD , , кроме RDB-050.OD — относится к фактическому внешнему диаметру трубки , измеренному штангенциркулем.…
Информация о продукте » Цена:
$ 3868,00
Цена продажи:
$ 3674,60
ПРОДАЖА
… подходит для машин Ercolina 050PLUS, TB60 и 030 Mega Bender . OD — относится к фактическому внешнему диаметру трубки , измеренному штангенциркулем.Минимальная стена…
Информация о продукте » Цена:
$ 8330,00
Цена продажи:
7400,00 долл. США
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб.Существует три основных подхода, известных соответственно как гибка под давлением, гибка под вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для изготовления более сложных деталей с несколькими гибками, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к материалам большего диаметра и более жестким материалам, таким как сталь, мощность станка становится существенной, и гибка с вытяжкой становится обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг предыдущего инструмента. Фактически, вместо того, чтобы зажимать трубку позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаемой к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Изгибание вытяжкой
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то она явно будет проходить через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.Чем больше давление, тем жестче изгиб.
АВТОМАТИЗАЦИЯ ТРУБ И ТРУБОГИБОВ с ЧПУ
Трубогиб с ЧПУКомпания Alpine Bender, на протяжении десятилетий участвуя в технологиях формования труб, занимается различными разработками в области формования труб, чтобы удовлетворить глобальные потребности в различных отраслях промышленности. Alpine предлагает полную линейку трубогибов на оправке премиум-класса по самым высоким ценам и по конкурентоспособным ценам. Гибочные станки Alpine с ЧПУ могут удовлетворить ваши производственные потребности и решения ваших прикладных задач как для небольших объемов, так и для массового производства.«Экологичность» Все электрические гибочные машины с сервоприводом обеспечивают превосходное качество и превосходную точность трубчатых деталей самой сложной формы. Это, безусловно, самая эффективная машина в своем классе, позволяющая минимизировать потребление энергии. Для сравнения: наша популярная электрическая гибридная модель поддерживает такие же высокие уровни точности и повторяемости, сохраняя при этом ваши капитальные вложения в пределах вашего бюджета. Кроме того, обычные гидравлические гибочные станки с ЧПУ или ЧПУ Alpine обеспечивают оптимальную надежность по прочности и крутящему моменту для решения задач гибки жестких труб и труб.
Станок Alpine с ЧПУ и управляемым ЧПУ предназначен для обеспечения бескомпромиссной стабильности и точности от сложных конфигураций гибки до формовки концов.
Наша полная линейка оборудования состоит из следующих моделей:
AE -Series (полностью электронная),
E -Series (Electric Hybrid),
H -Series (Hydraulic),
NC -Series (двухосевой и одноосный гидравлический),
T -Series (двухголовый гибочный станок),
CT -Series (циркулярная пила) и
EF -Series (Multi Hit торцевой формовочной машины).
U-образное изгибание, J-образное изгибание, изгибание колена, а также функция толкающего роликового гибочного станка, роликового изгиба. Отрасли, в которых мы работаем: трубогиб для судостроительной верфи, трубогиб для аэрокосмических самолетов, трубогиб для игровой площадки, трубогиб для мебели, автомобильная выхлопная труба, коллектор, шасси, защита втулки, стабилизатор поперечной устойчивости и гибочная машина для каркаса, выхлопная система мотоциклов, коллектор, шасси, ручка руля, Sissy bar, ATB Nerve Bar… и т. Д.
Новое оборудование для изготовления трубок — Машины для измерения труб, станок для плазменной резки труб, циркулярная пила с ЧПУ для черных и цветных металлов, роботизированный погрузчик труб и труб
New Bend Tool — Инструмент для гибки под давлением и гибки с вращательной волной Поставка инструмента — Alpine Tooling, COOP Engineering, EL Tooling, Omni-X, TFB
Подержанные и восстановленные трубогибы Производство в США: Pines, Eaton — Leonard, Addison или Addison McKee, UTE, Wallace, Coast, Eagle, Techno, Adaptive Motion, HMT или Horn, Clark Lewis, Di-Acro, PHI, Conrac European made: BLM, Pedrazolli, 3RC, Pedrick, Bema, Smith, IBP, Unison, Schwarze или Schwarze-Wirtz, Trans Fluid, Ineco, CML Asia сделали: MiiC, Chiyoda, Keins, Hines, YLM, SOCO
|
бывшие в употреблении ГИБКИ, РУКОЯТКА, ТРУБЫ И ТРУБКИ (также см. Машины и оборудование с ЧПУ) на продажу
БЕНДЕРЫ, СТАНКИ, ТРУБЫ и ТРУБЫ (также см. Машины и оборудование с ЧПУ) Продажа — SurplusRecord.com Бендеры, стержни, трубы и трубкиИсходная сортировка
CNC Exchange div. Gray Machinery Co., Prospect Heights, IL 847-537-7700 (электронная почта: [email protected]) Гленн Грей Kempler Industries Inc, Elk Grove Village, IL 847-242-8982 (электронная почта: sales @ kempler.com) Отдел продаж. Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: [email protected]) Рик Крюгер Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: [email protected]) Рик Крюгер Kempler Industries Inc, Elk Grove Village, IL 847-242-8982 (электронная почта: [email protected]) Отдел продаж. Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: [email protected]) Рик Крюгер Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: rick @ iamachinery.com) Рик Крюгер Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: rick @ iamachinery.com) Рик Крюгер Kempler Industries Inc, Elk Grove Village, IL 847-242-8982 (электронная почта: [email protected]) Отдел продаж. Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: [email protected]) Рик Крюгер Sominn Machinery Sales, Dodge Center, MN 800-770-5638 (электронная почта: [email protected]) J.J. Фрэнсис C.W. Wood Machinery Inc, Цинциннати, Огайо 800-745-6008 (электронная почта: [email protected]) Отдел продаж. C.W. Wood Machinery Inc, Цинциннати, Огайо 800-745-6008 (электронная почта: info @ cwwood.com) Отдел продаж. Sominn Machinery Sales, Dodge Center, MN 800-770-5638 (электронная почта: [email protected]) J.J. Фрэнсис Sominn Machinery Sales, Dodge Center, MN 800-770-5638 (электронная почта: [email protected]) J.J. Фрэнсис Machine Tool Technologies, Милуоки, Висконсин 414-486-9700 (электронная почта: [email protected]) Джо Райан C.W. Wood Machinery Inc, Цинциннати, Огайо 800-745-6008 (электронная почта: [email protected]) Отдел продаж. FMI Trading LLC, Винтон, Техас 928-699-9802 (электронная почта: [email protected]) Франк / Джонни Фризен Machine Tool Technologies, Милуоки, Висконсин 414-486-9700 (электронная почта: joe @ mac-tech.com) Джо Райан Technical Machine Sales Inc, Longview, TX 903-753-1955 (электронная почта: [email protected]) Craig Cave Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: [email protected]) Дэвид Хиетикко Turner Industries Inc, Гранд-Рапидс, MI 616-949-5910 (электронная почта: sales @ turnerind.com) Дэвид Хиетикко FMI Trading LLC, Винтон, Техас 928-699-9802 (электронная почта: [email protected]) Франк / Джонни Фризен Industrial Assets Machinery, Хантингтон-Парк, Калифорния, 323-587-1887 (электронная почта: [email protected]) Рик Крюгер C.W. Wood Machinery Inc, Цинциннати, Огайо 800-745-6008 (электронная почта: [email protected]) Отдел продаж. Wisconsin Metalworking Machinery, Waukesha, WI 262-548-6080 (электронная почта: [email protected]) J.R. Kraemer Machine Tool Technologies, Милуоки, Висконсин 414-486-9700 (электронная почта: joe @ mac-tech.com) Джо Райан Sominn Machinery Sales, Dodge Center, MN 800-770-5638 (электронная почта: [email protected]) J.J. Фрэнсис
Вернуться к спискам машин и станков.
Какие бывают типы гибки труб?
Когда вы видите правильно изготовленную трубу, вы, вероятно, не особо задумываетесь о том, как она туда попала. Но на самом деле изгиб трубок — это богатая наука, и есть несколько подходов, чтобы получить желаемый результат. Метод гибки труб, который вы используете, будет зависеть от таких факторов, как качество используемого металла, запланированная функция готового продукта и имеющиеся у вас ресурсы.
Итак, какие бывают типы гибки труб?
Гибочный пресс
Самый простой и наиболее распространенный тип гибки трубы, этот процесс заключается в прижатии «гибочной матрицы» к трубе, чтобы она соответствовала форме изгиба. Это не точная форма изгиба, потому что из-за отсутствия внутренней опоры может произойти некоторая деформация трубы.
Ротационная гибка с вытяжкой
Более точный вид гибки — это гибка с вращательной вытяжкой. В этом типе гибки используется ротационная вытяжная машина, которая изгибает металл с помощью ряда комплектов штампов с постоянным радиусом центральной линии.Ротационные волочильные станки позволяют выполнять более специфические задачи и используются для гибки труб для таких изделий, как каркасы, поручни и ручки.
Валковая гибка
Валковая гибка предполагает использование машины с тремя валками, называемой зажимным приспособлением. Его можно использовать для гибки как листового металла, так и металлических стержней. Он работает, помещая штангу в приспособление, вручную опуская и прижимая средний ролик к штанге. Когда ролики вращаются, стержень перемещается, и к нему прикладывается сила, когда он движется вперед и назад вдоль роликов, пока не достигнет желаемой формы.
Валковая гибка подходит для изготовления круглых изделий, например, колесных дисков.
Функции оправки
Оправка — это не столько метод изгиба трубы, сколько средство изгиба трубы. По мере того как кусок трубки изгибается, внешняя стенка трубки обязательно истончается. Это связано с уменьшением радиуса изгиба и увеличением вероятности плоского изгиба. Чтобы противодействовать этому, внутрь трубы в месте изгиба иногда вставляют приспособление, называемое оправкой. Это обеспечивает поддержку и увеличивает шанс получить желаемую форму при изгибе.
Плашки стеклоочистителя
Держатели помогают, когда утонение внешней стенки становится проблемой, но в экстремальных ситуациях, например, когда тонкая трубка требует крутого изгиба, может потребоваться шлифовальная матрица. Грязесъемник вставляется в канавку между трубкой и гибочной головкой, чтобы предотвратить образование складок из-за неравномерного сжатия внутренней стенки.
Если у вас есть работа по изготовлению металла, требующая гибки труб, у нас есть идеальное решение. Fairlawn — одна из немногих компаний в Соединенных Штатах, у которой есть трубогибочная машина Crippa — современный трубогиб с несколькими полностью автоматическими циклами гибки.
По вопросам гибки труб и изготовления любых металлических изделий обращайтесь в Fairlawn Tool, Inc. сегодня!
Свяжитесь с нами
Выбор правильного радиуса по центру Труба и матрица для гибки труб — Pro-Tools
Когда дело доходит до выбора радиуса средней линии (CLR) для штампа, необходимо учитывать две вещи: требования к минимальной толщине стенки и дизайн. Выяснить требования к минимальной толщине стенок проще простого. Если вы хотите согнуть низкоуглеродистую сталь или хромомолибден, эти характеристики указаны в таблицах штампов на нашем веб-сайте.Мы разбиваем его для каждого гибочного станка, материала каждого размера и каждого радиуса центральной линии. Если вы хотите изгибать ВПВ, мы рекомендуем использовать толщину стенки на один калибр больше для получения качественных изгибов. Для других материалов, таких как алюминий или нержавеющая сталь, это немного сложнее, но мы можем помочь вам с этим, если вы напишите нам. Иногда при одном внешнем диаметре и толщине стенки материала есть только один радиус центральной линии, который может изгибать этот материал. В большинстве случаев у вас будут варианты. Тогда пришло время подумать о дизайне.Мы можем помочь вам определить требования к минимальной толщине стенок, но выбор конструкции зависит от вас.
Один из наиболее частых вопросов, которые задают нашему техническому отделу продаж: «Какая среда CLR наиболее популярна в этой OD?» Для всех распространенных OD обычно существует популярная среда CLR, но не позволяйте ей влиять на ваше решение. Ваш проект может немного отличаться от проекта большинства разработчиков, поэтому важно оценить, какая среда CLR лучше всего подходит для вашего проекта , а не для других. Тем не менее, другие могут спросить: «Какая самая маленькая CLR в этом OD?» Это может быть важно для некоторых проектов, но важно не торопиться с получением CLR наименьшего размера только потому, что кто-то сказал вам, что это именно то, что вам нужно.
Так как же определить, какая среда CLR вам больше всего подходит? Мы вам покажем! Независимо от того, строите ли вы каркас безопасности, бампер, крылья, поручни, башни для тунца или что-нибудь в этом роде, вы хотите, чтобы ваши изгибы соответствовали контуру того, куда идет эта труба. В этом примере мы собираемся выбрать CLR для создания трубчатых крыльев для Jeep Wrangler JK.
Используемых инструментов:
-Картон
-Карандаш
-Компас с карандашом
-Ножницы
Итак, примерно за 10 долларов вы можете определить, какой радиус центральной линии лучше всего подходит для вас, прежде чем потратите пару сотен долларов на матрицу.
Вот куда пойдет крыло. Мы хотим, чтобы внешняя часть трубы совпадала с верхними углами выреза на крыле.
Мы собираемся использовать 1-1 / 4 дюйма OD, 0,095 дюйма стены, круглую трубу ERW. Вот выбор и спецификации для круглых трубных матриц с внешним диаметром 1-1 / 4 дюйма. Чтобы вычислить внутренний и внешний радиус, вычтите и добавьте половину внешнего диаметра к радиусу центральной линии. Примечание. Эти значения немного изменятся, когда вы вытащите трубку из матрицы, и она отскочит, но эти значения достаточно близки для выбора вашего штампа.
OD | Радиус центральной линии (CLR) | Минимальная толщина стенки | Внутренний радиус | Внешний радиус |
1-1 / 4 ” | 4 дюйма | 0,065 дюйма | 3-3 / 8 ” | 4-5 / 8 ” |
1-1 / 4 ” | 4-1 / 2 ” | 0.058 ” | 3-7 / 8 ” | 5-1 / 8 ” |
1-1 / 4 ” | 5 дюймов | 0,058 дюйма | 4-3 / 8 ” | 5-5 / 8 ” |
1-1 / 4 ” | 6 дюймов | 0.058 ” | 5-3 / 8 ” | 6-5 / 8 ” |
Как видите, проект не связан никакими требованиями к толщине стен. Если бы мы изгибали трубку со стенкой 0,058 дюйма, мы не могли бы использовать радиус центральной линии 4 дюйма. Но выбор этой среды CLR сейчас в основном связан с дизайном. Итак, с чего мы начнем?
Шаг 1 : Сделайте шаблоны того, как будет выглядеть изгиб на 90 градусов, если вы согнете кусок трубки в каждом из этих штампов, используя бумагу.Вы действительно можете использовать любой материал, который вам нравится. Мы использовали плакатный картон.
Шаг 1 (a) : Проведите две перпендикулярные линии. Измерьте и отметьте свой внутренний радиус, радиус центральной линии и внешний радиус.
Шаг 1 (b) : Нарисуйте внутренний радиус с помощью циркуля.
Шаг 1 (c) : Нарисуйте радиус центральной линии с помощью циркуля. В этом шаге нет необходимости, но мне нравится видеть центральную линию трубки.Рисую пунктирной линией.
Шаг 1 (d) : Нарисуйте внешний радиус с помощью циркуля.
Вот как это должно выглядеть:
Шаг 1 (e) : Вырежьте шаблон. Убедитесь, что вы пометили это. Когда это будет сделано, у вас будет несколько шаблонов.
Шаг 2 : Повторите шаги 1 (a) -1 (e) для каждого размера радиуса центральной линии.
Шаг 3 : Выровняйте все шаблоны там, где вы хотите, чтобы ваши изгибы соответствовали вашим изгибам, и выберите нужный размер.